(Л
СД
4
фь«/ Изобретение относится к технике производства отливок под низким да лением и может быть использовано в тех областях литейного производства, где применяется механизированная разборка и сборка кокилей (пресс-форм). Известны машины для литья под низким давлением, представлякщяе собой сочетание механизированного станка для литья в кокиль с устрой ством для заполнения формы под низким давлением, причем механизм для автоматического выталкивания отливок из полуформ устроен так, что при раск)ытйи его левые и правые полуформы (матрицы) полностью освобождают отливку, которая остается над металлопроводом в плоскости разъема кокиля. Однако низкая производительность махчин вызва на длительностью заполнения формы сравнительно большим временем кристаллизации, связанным с получением толстостенных отливок. Кроме того, необходимо удалять оставшуюся отливку вручную или при помо щи дополнительного механизма (манипулятора) . Целью изобретения является осуществление одновременного подрыва двух кокилей с гарантированным оставлением отливок в подвижных половинах формы- для обеспечения возможности их удаления из зоны заливки в зону дальнейшей транспортировки. ; Цель достигается тем, что механизм подрыва кокилей и отрыва отливок от неподвижных полуформ выполнен в виде стержней и двусторон него клина, взаимодействующих между собой. На фиг. 1 изображена предлагаемая машина с разрезом по механизму подрыва кокилей и выталкивания отливок, вид спереди; на фиг, 2 то же, вид в плане; на фиг. 3 - по ванный левый кокиль с вытолкнутой из неподвижной полуформы отливкой, разрез. Основанием машины служит станин 1 с встроенным заливочным устройст ,вом 2, имекщим два металлопровода На станине крепится механизм 4 запирания кокилей, имеющий две подвижные плиты 5 и б, приводимые цилиндрами 7 и 8, и расположенную ме ду ними неподвижную плиту 9. К под вижнБм плитам 5 и. б прикреплены подвижные полуформы 10 и 11 кокиле а к неподвижной плите 9 - неподвиж ные полуформы, 12 и 13, образуя при смыкании два изолированных кокиля левый и правый. Механизм подрыва кокилей и выталкивания отливок вкл чает в себя толкательные плиты 14 и 15 соот1зетственно левого и право кокилей. Толкательная плита 14 имеет стержни 16, стержни 17 подрыва и выталкиватель 18 отливки, а толкательная плита 15 - стержни 19, стержни 20 подрыва и выталкиватель 21 отливки. Стержни 16 и 19 контактируют с двусторонним клином 22, приводимым цилиндром 23, закрепленным на плите 24. К плите 24, расположенной на колоннах 25, крепятся также механизмы 26 JIOдпpeccoвки.Hoжи 27 механизмов 28 отЪечки, перемещаемые перпендикулярно осям металлопрово- дов 3, позволяют, во-первых, изолировать полость формы, заполненную металлом, от заливочного устройства (что необходимо для создания требуемого давления подпитки отливки жидким металлом при подпрессовке, а во-вторых, создать условия для горизонтальной транспортировки готовой отливки в подвижных полуформах из зоны заливочного устройства в зону разгрузки. На фигурах машина представлена в положении, когда оба кокиля (левыР1 и правый) сомкнуты. В заливочное устройство 2 подается давление газа для подъема жидкого металла по металлопроводам 3 через отверстия в ножах 27 одновременно в оба кокиля. В конце заполнения кокилей расплавом срабатывают механизмы 28 отЬечки, которые ножами 27 отсекают части литников, разойцая отверстия металлопроводов 3 и соответ-ствующих им литниковых каналов кокилей, в этот момент вступают в действие механизмы 26 подпрессовки, создавая в обоих кокилях избыточное давление, необходимое для уплотнения кристаллизующих отливок. По окончании кристаллизации сбрасывается давление в обоих полостях цилиндров 7 и 8 и выводятся штоки механизмов 26 подпрессовки. После этого клин 22, скользя по направляющим плиты 9, передает усилие на подрыв неподвижных полуформ 12 и 13. Это усилие передается в следукзцем порядке: через стержни 16, толкательную плиту14, стержни 17 подрыва и выталкиватель 18 отливки одновременно на подвижную полуформу 11 (стержнями 17) и отливку (выталкивателем 18); через стержни 19, толкательную плиту 15, стержни 20 подрыва и выталкиватель 21 отливки одновременно на подвижную полуформу 10 (стержнями 20) и отливку (выталкивателем 21). Происходит одновременный подрыв обоих кокилей с выталкиванием отливок из неподвижных полуформ 12 и 13 и их гарантированным оставлением в подвижных полуформах 1О и 11.
Дал.ее подается команда на раскрытие кокилей (подается давление в штоковые полости цилиндров 7 и 8) и отвод двустороннего клина. 0тливки транспортируются в ПОДВИЖНБК
полуформах 10 и 11, выталкиваются из них в конце хода раскрытия. Цикл закончен. После этого подается команда на закрытие кокилей ,и цикл продолжается в описанном порядке.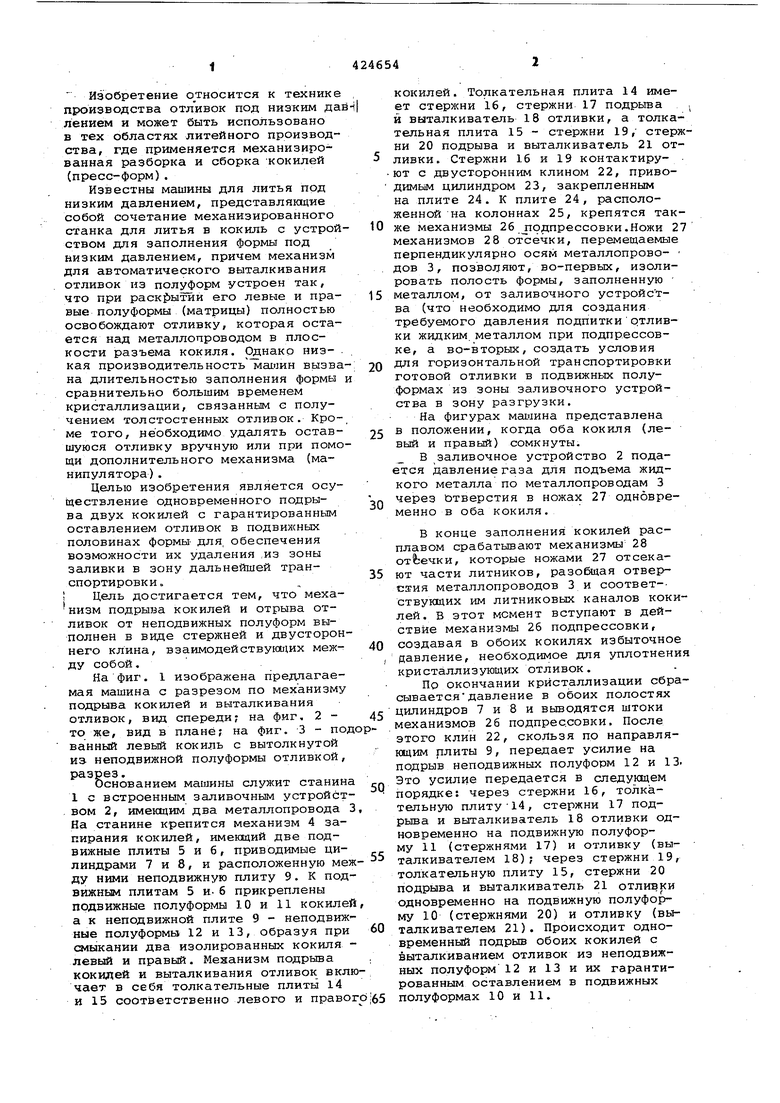

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Кокильная машина | 1979 |
|
SU835622A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Установка для литья под низким давлением | 1977 |
|
SU626881A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Двухпозиционная кокильная машина | 1985 |
|
SU1411096A1 |
| Кокильный станок | 1981 |
|
SU996085A1 |
| Кокильная машина | 1989 |
|
SU1736674A1 |
Двухкокильная машина для литья под низким давлением, включающаямеханизм запирания кокилей, заливочное устройство, устройства отсечки жидкого металла и подпрессов- ки, механизмы подрыва кокилей и отрыва отливок, отличающаяся тем, что, с целью одновремени ного подрыва обоих кокилей и обеспечения нахождения отливок после подрыва кокилей в подвижных полуформах, механизм подрыва кокилей и отрыва отливок от неподвижных полуформ выполнен в виде стержней и двустороннего клина, взаимодействующих между собой.
/г
т
epf/f.3 гг
