Ф
Oi
Фиг с
изводительности машина снабжена дополнительными двусторонними подко- кильными плитами 25, размещенньми на каждой из позиций, и подвижными гильзами 26 с торцовыми упорами 27. Каждая дополнительная двусторонняя плита 25 установлена с возможностью перемещения по гильзам и взаимодействия с торцовыми упорами. Использование изобретения позволит снизить энергоемкость устройства за счет последовательного осуществления операций открывания кокилей 1 з.п.ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильная машина | 1979 |
|
SU835621A1 |
| Кокильная машина | 1975 |
|
SU541578A1 |
| Кокильный станок | 1981 |
|
SU996085A1 |
| Кокильная машина | 1979 |
|
SU835622A1 |
| Кокильная карусельная машина | 1987 |
|
SU1570843A1 |
| Кокильная машина | 1981 |
|
SU1076186A1 |
| Кокильная машина | 1976 |
|
SU644598A1 |
| Блок манипуляторов | 1975 |
|
SU649567A1 |
| Кокильная машина | 1982 |
|
SU1061923A1 |
| Установка для литья под низким давлением | 1982 |
|
SU1052325A1 |

Изобретение относится к литейному производству, в частности к литью в металличесТсие формы. Цель изобретения - снижение энергозатрат. Двукпозиционная кокильная машина содержит станину 1, в контрольной части которой расположен силовой пневмо- цилиндр 2 с двусторонними штоками 3 и 4, закрепленный на неподвижных стойках 5с По обе стороны от силового цилиндра кокильной машины установ-. лены неподвижная плита 6 с полукокилем 7, подвижная плита 8 с полукокилем 9 и двусторонняя подкокильная плита 10 с полукокилями. Подвижные плиты 8 установлены на направляюш;их штангах 11 с возможностью взаимодействия с упорами 2, закрепленными межцу неподвижными стойками 5 и подвижной плитой. С целью повьш1ения 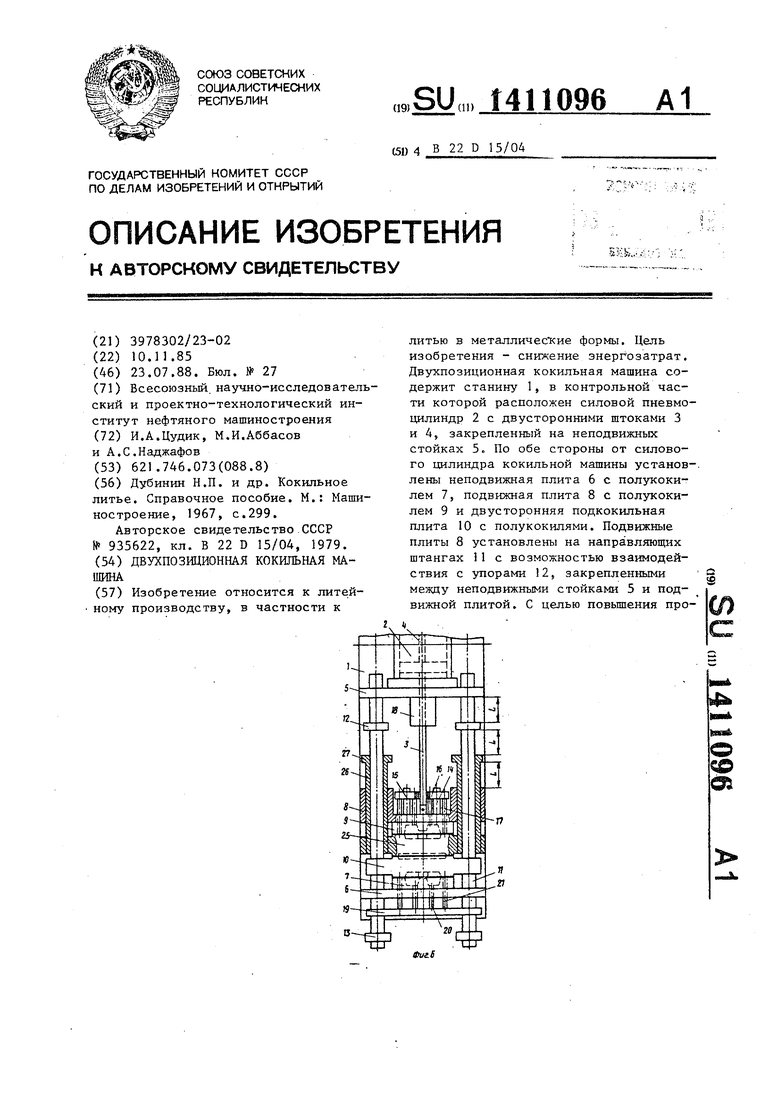
1
Изобретение относится к литейному производству, в частности к литью в
металлические формы.
Цель изобретения - снихсение энергозатрат и повышеьше производительности.
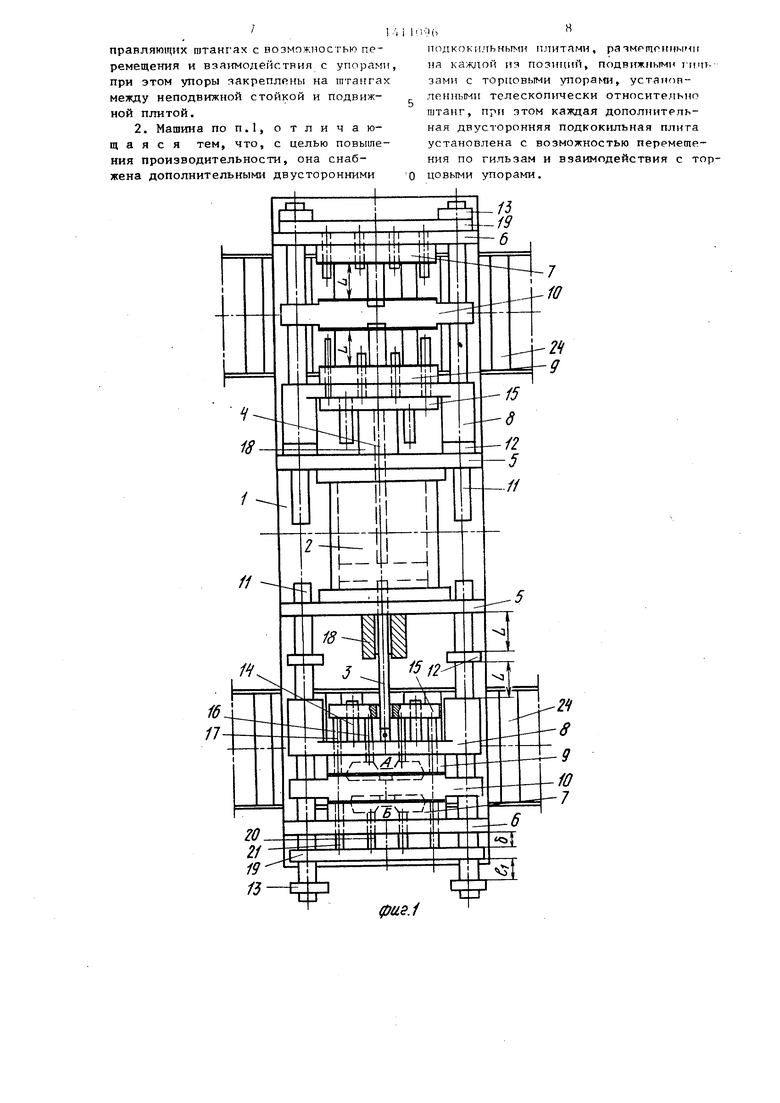
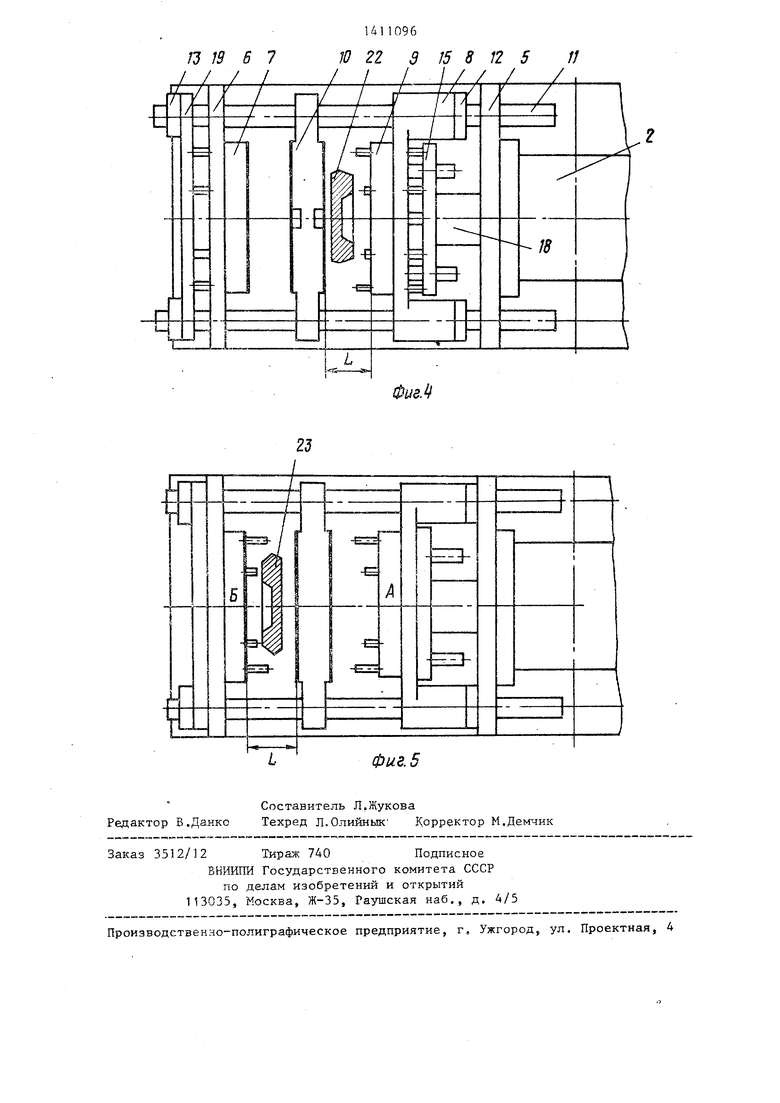
На фиг.1 ,изображена кокильная машина с двумя комплектами кокилей на каждой позиции, вид сверху; на фиг.2- то же, операция подрыва полукокиля А на одной позиции; на фиг.З - то же, операция отвода полукокиля А и подрыва полукокиля Б на одной позиции; на фиг.4 - то же, операция выталкивания отливки А и отвода полукокрля Б на каж,цой позиции; на фиг.5 - то же операция выталкивания отливки Б на каждой позиции; на фиг,6 - кокильная машина с тремя комплектами кокилей на каждой позиции (условно показана одна позиция).
Двухпозиционная .кокильная машина содержит станину 1, в центральной части которой расположен силовой пнев моцилиндр 2 с двусторонними штоками 3 и 4, закрепленный на неподвижных стойках 5, соединенных со станиной 1
По обе стороны от силового цилиндра 2 расположены две позиции кокильной машины, на каждой из которой установлена неподвижная плита 6 с закрепленным на ней полукокилем 7, неподвижная плита 8 с закрепленным на ней 9 полукокилем и двусторонняя под- кокильная плита 10 с полукокилями, расположенными между полукокилями 7 и 9 и жестко соединенная с направляющими штангами 11, содержащими промежуточные 12 и концевые 13 упоры.
Штанги 11 установлены с возможностью возвратно-поступательного движения в направляющих неподвижных плит 6 и неподвижных стоек 5.
o
0
5
0
5
0
Подвижные плиты 8, шарнирно соединенные со штоками 3 и 4 силового цилиндра 2, содержат направляющие 14, по которым перемещается внутренняя плита 15 выталкивателей с толкателями 16 и колонками 17 возврата. Подвижные плиты 8 в конце своего хода при раскрытии полукокилей.взаимодействуют с жесткими упорами 18, закрепленными на неподвижных стойках 5.
Неподвижный полукокиль 7 содержит наружную плиту 19 выталкивателей с толкателями 20 и колошсами 21 возврата, свободно перемещаемую по штангам 11.
Упоры 12 делят расстояние на щтан- гах 1I от торца подвижной плиты 8 до неподвижной стойки 5 на две части, каждая из которых соответствует величине раскрытия полукокилей о Упоры 13 закреплены на штангах 1 на расстоянии от наружной плиты 19 выталкивателей, равном разнице величин раскрытия полукокилей и хода наруж- .ной плиты 19 выталкивателей, При этом ход внутренней плиты 15 выталкивателей превышает ход лар- пкной плиты 9 выталкивателей „
Отливки 22 и 23 выталкиваются на провал на пластинчатые транспортеры 24, расположенные в приямках под ко™, кильной машиной в зонах каждой из позиций .
Исполнение конструкции кокильной машины с тремя комплектаь-ш кокилей дополнительно содержит вторую двустороннюю подкокильную плиту 25 с полукокилями, жестко соединенную с подвижными полыми гильзами 26, имеюищми тбрцовые упоры 27„ Гильза 26 переме- ш,ается по штангам 11 а подвижная плита 8 - по гильзе 26 . Упоры I 2 и 27 делят расстояние между торцом подвижной
плить; 8 и неподвижной стойкой 5 соответственно на три части, каждая из которых равна величине раскрытия полкокилей
Кокильная машина работает следующим образом.
По мере заливки металла и кристаллизации отливок на одной из позиций кокильной машины начинает работать на раскрытие силовой пневмоцилиндр 2 Шток 3, шарнирно соединенный с подвижной плитой 8, обеспечивает подрыв подвижного полукокиля 9 от ответной рабочей полости полукокиля на двусторонней подкокильной плите 10. Подвижная плита 8, перемещаясь по штангам П, взаимодействует с упорами 12,что соответствует раскрытию полукокилей А и началу подрыва полукокилей Б.Последнее осуществляется благодаря тому что взаимодействие подвижной плиты 8 с упорами 12 обеспечивает перемещение штанг П с .закрепленной на них двусторонней полукокильной плитой 10, создающее подрыв полукокилей Б,
Дальнейшее движение подвижной плиты 8 приводит к раскрытию полукокилей Б, а также взаимодействию плиты 15 выталкивателей с неподвижным упором 18 5, что соответствует началу и завершению выталкивания отливки 22 из секции А.; и касанию упоров 13 наружной Почиты 19 выталкивателей в свя- зи с поступательным перемещением штанг 1. При последующем перемещении штока 3 пневмоцилиндра осуществляется выталкивание отливки 23 из секции Б.
Конструкция двухпозиционной кокильной машины обеспечивает ступенчатое последовательное проведение самых энергоемких этапов операции - начало проведения последующей операции соот- ветствует концу проведения предыдущей в следующем порядке: подрьш полукокилей секции А, раскрытие секции А, подрыв полукокилей секции Б, раскрытие секции Б, выталкивание отливки секции А, выталкивание отливки секции Б, Указанные этапы операции на каждой позиции проводятся за одно движе- 1-ше штока пневмоцилиндра, мощность которого с увеличением числа комплектов кокилей на каждой позиции не уве- личивается.
Осуществление последовательности проведения операции подрыва и раскры
5
0
5
5
5
0
0
5
0
тин полукокилей всех кo mлeктoв оПсг- печивается первоначально перемещенирм подвижной плиты 8 по штангам I1 на величину раскрытия полукокилей, а затем взаиг-1одействием подвижной плиты 8 с упорами 12 штанг 11, соответст- тгеремещению двусторонней под- кокильной плиты 10 также на величину раскрытия кокилей.
Осуществление последовательности проведения операций выталкивания отливки обеспечивается тем, что ход плиты 15 выталкивателей подвижного полукокиля превышает ход плиты 19 выталкивателей неподвижного полукокиля. Таким образом, взаимодействие плиты 15 выталкивателей с неподвижным упором 18, а следовательно, и начало вы- талнивания отливки 22 происходит с опережением взаимодействия упоров 13 с плитой 19 выталкивания, а следовательно, начала выталкивания отливки 23 на величину превьшзения, зависящую от габаритов и литейных.уклонов металлических стержней, степени сцепления отливок в рабочей полости кокиля,
В связи с жестким креплением двусторонней подкокильной плиты 10 на штангах 11 и перемещением последних при подрьше, раскрытии кокилей и выталкивании отливки 25 упоры 13 крепятся на штангах 11 так, чтобы взаимодействие упоров 13 с плитой 19 выталкивателей произошло в момент окончания всех предьщущих операций. Такое условие реализуется, при расположении упоров 13 на расстоянии от плиты 19 выталкивателей, соответствующем разности величины раскрытия полукокилей и хода плиты 19 выталкивателей.
Операция раскрытия.полукокилей на одной из позиций кокильного станка соответствует операции смыкания полукокилей на второй позиции. При этом движением штока 4 силового пневмоцилиндра 2, шарнирно соединенного с подвижной плитой 8 второй позиции, обеспечивается последовательное смыкание полукокилей секции А, отвод плиты 15 выталкивателей в рабочее исходное положение, совместное перемещение плиты 8 и двусторонней подко- килькой плиты 10 до смьжания секции Б, отвод плиты 19 выталкивателей в исходное положение.
Работа кокильного станка с тремя комплектами полукокилей- на калодой позиции заключается в следующем.
По мере заливки металла и кристал лиэации отливки начинает работать си ловой пневмоцилиндр 2, шток которого 3, шарпирно соединенный с плитой 8, обеспечивает подрьш полукокиля 9, закрепленного на плите 8, от ответной рабочей плоскости полукокиля двусторонней подкокилъной плиты 10.
Подвижная плита 8 свободно перемещается по подвижным гильзам 26 до взаимодействия- ее торца с торцовыми упорами 27, что соответствует раскрытию полукокилей секции В. Затем последующее перемещение подвижной плиты 8 осуществляется уже совместно с подвижными гильзами 26 с жестко закрепленной на них двусторонней под кокильной плитой 25, что соответствует подрьшу и раскрытию секции.
В момент вза:нмодействия торцовых упоров 27 подвижных гильз 26 с про- межуточными упорами штанг 12 начинается движение штанг 11, соответствующее подрыву и раскрытию полукокилей секции Д. Все перемещения подвижной плиты 8 до взаи1У одействия соответст- венно с упорами 27 и 12 и кронштейно пневмоцилиндра 5 производятся последовательно на конструктивно выбранную величину раскрытия каждого полу- кокиля.
I
Выталкивание отливок из полукокилей 7 и 9 Б последовательном ступенчатом режиме также обеспечивается превышением хода внутренней плиты 15 выталкивателей над ходом наружной плиты 19 выталкивателей. Конструкцией не предполагается осуществление выталкивания из серединного комплекта кокилей 7. В связи с этим заливаемые в этой секции отливки должны пред- ставлять собой детали простых форм без поднутренней с высокими литейными уклонами, отверстия должны оформляться песчаными стержнями. Степень gg и величина С11епления подобных отливок в. рабочей полости кокиля ниже динамической реактивной силь, образованной ударами полукокилей в момент конечного их раскрытия, характерными gg для работы пневматических силовых систем. На второй позиции при этом осуществляется операция смыкания полукокилей в обратном порядке.
5 0 Б
0
5
g g
Выполнение конструкции станка с количеством комплектов кокилей более двух на каждой позиции реализуется при следующих соотношениях элементов конструкции: число установленных комплектов кокилей, равное числу разъемов, соответствует числу дифференцированных последовательных перемещений подвижной плиты 8 до упоров 27 и 12 и кронштейна 5; упоры гильз и штанг делят расстояние между подвижной плитой 3 и неподвижной стойкой 5 на части, число которых соответствует числу разъема кокилей; число подвижных гильз соответствует числу дополнительных двусторонних подкокильных плит.
Отливки всех кокильных секций выталкиваются на провал в окна станины кокильного станка и затем на пластинчатые транспортеры. Заливку производят ковшом емкостью 65 кг, установленным на вращаемой подвеске и перемещаемым по бирельсовому пути, трасса которого охватьгоает позиции заливки с ганков в линии. I
Использование изобретения позволяет увеличить производительность двух- позиционных кокильных машин челночного действия с вертикальным разъемом за счет установки кокилей на каждой позиции в количестве более одного. Конструкцией одновременно обслуживается четыре и более кокилей. Во всех случаях исполнения машины габариты и силовые характеристики пневмоцилиндра не увеличиваются с увеличением числа обслуживаемых кокилей в связи с осуществлением ступенчатых операций открытия полукокилей (подрыв и раскрытие) и выталкивания отливки (подрьш и сталкивание).
Формула изобретения
Г. Двухпозиционная кокильная машина, содержащая станину, неподвижные стойки, приводной цилиндр, одно- сторонние неподвижные плиты, внутренние плиты, расположенные между ними двусторонние подвижные подкокил - ные плиты, закрепленные на направляю- шлх подвижных штангах с размещенными на них упорами, отличающая- с я тем, что, с целью снижения энергозатрат, внутренние плиты вьшолнены односторонними и установлены на наf
фи.5.1
5 W В 1 10 9 Ь 15 12 5 П
;j /5 67
1411096
10 22 3 15 8 12 5 11
фиг. 5
| Дубинин Н.П | |||
| и др | |||
| Кокильное литье | |||
| Справочное пособие | |||
| М.: Машиностроение, 1967, с.299 | |||
| Щит со скользящей опалубкой для возведения обделки тоннелей | 1980 |
|
SU935622A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
