1
Изобретение относится к области обработки металлов давлением, в частности к устройCTBaiM для глдростатИЧеского прессовавия изделий.
Известно устройство для гидростатического нрессо;вания изделий, содержащее контейнер с рабочей жидкостью, установленную в нем по оси матрицу с заходным конусом и калибрующим пояском, и -кольцевой ушлотнительный элемент, раз мещенный в зазоре между Контейнером и матрицей.
Однако содержащаяся в этом устройстве матрица обладает недостаточной стойкостью и разрущается после непродолжительного срока эксплуатации из-за того, что боковая поверхность матрицы, .находящаяся против з01НЫ деформации заготО(Вки, окруже-на рабочей жидкостью, не обеспечивающей достаточного матрицы, чтобы ко.мпенсировать радиальные силы, действующие на матрицу со стороны прессуемой заготовки.
Предлагаемое устройслво отличается от известного тем, что с целью повыщенпя стойкости матрицы уплотни тельный элемент выполнен в продолином сечении в виде одностороннего клина, на клонная новерхость которого сОПряжена с соответствующей ло накло ну наружной поверхностью матрицы по высоте, равной высоте заходного рабочего конуса матрицы и ее калибрующего пояока.
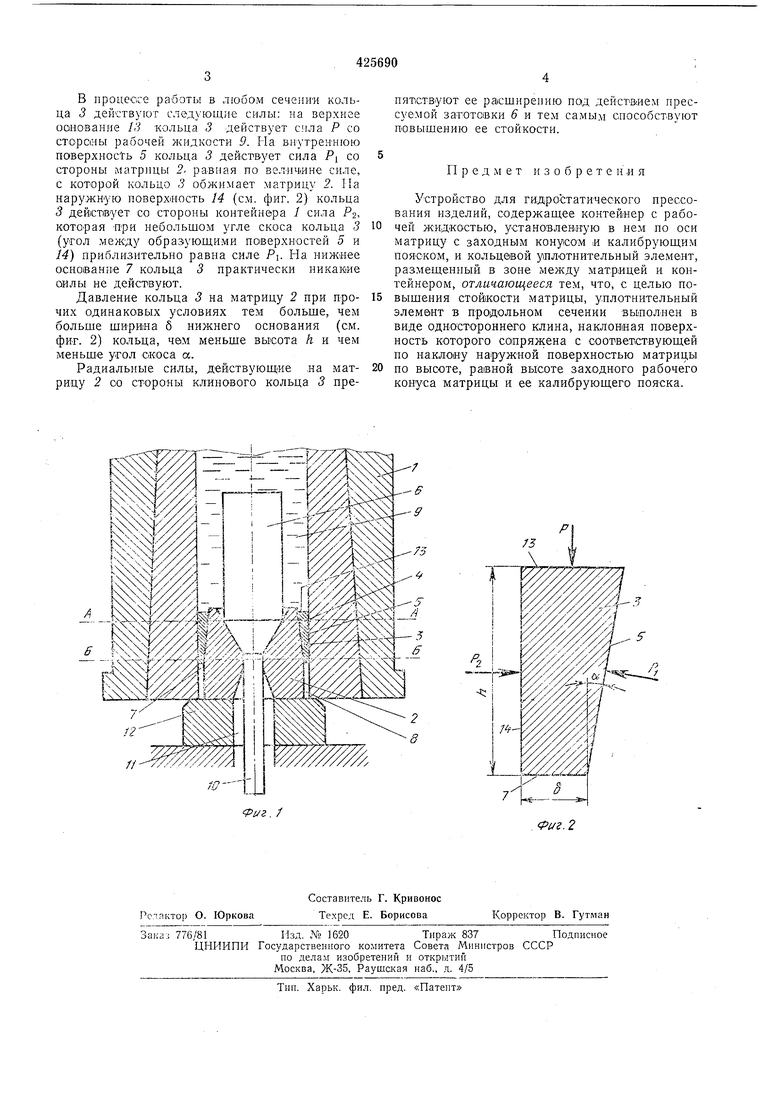
На фиг. 1 изображено пре(длагаемое устройство, осевой разрез; на фиг. 2 - сечение уллотнительного кольца.
Устройство содержит контейнер /, в цилиндрическом отверстии которого установлена матрица 2. Между матрицей и -контейнером установлено уплотнительное клинавое кольцо 3 тра;нецеидального сечения. Паружная поверхность 4 матрицы 2 и со;пря1гаемая с ней
внутреиняя поверхность 5 кольца 3 выполнены комическими на всю высоту, соответствующую зоне деформации заготовки 6, т. е. высоте заходного рабочего конуса и калибрующего пояска. Эта зона находится между плоскостямл Л-А и Б-Б.
Под нижним основанием 7 кольца 3 имеется свободное HpocrpaiHCTBO 8, обеспечивающее возможность некоторого опускания кольца 3 в процессе прессования.
Устройство работает следующим образом. В контейнер / помещают заготовку 6, один конец которой обработан так, что о« плотно входит в отверстие матрицы 2. Затем контейнер / заполняют рабочей жидкостью 9 и повышают в нем давление до величины, необходимой для выдавливания металла в отверстие матрицы 2 и получения изделия 10, например прутка, выходящего в отверстие /У плиты 12,
на которой установлен контейнер /.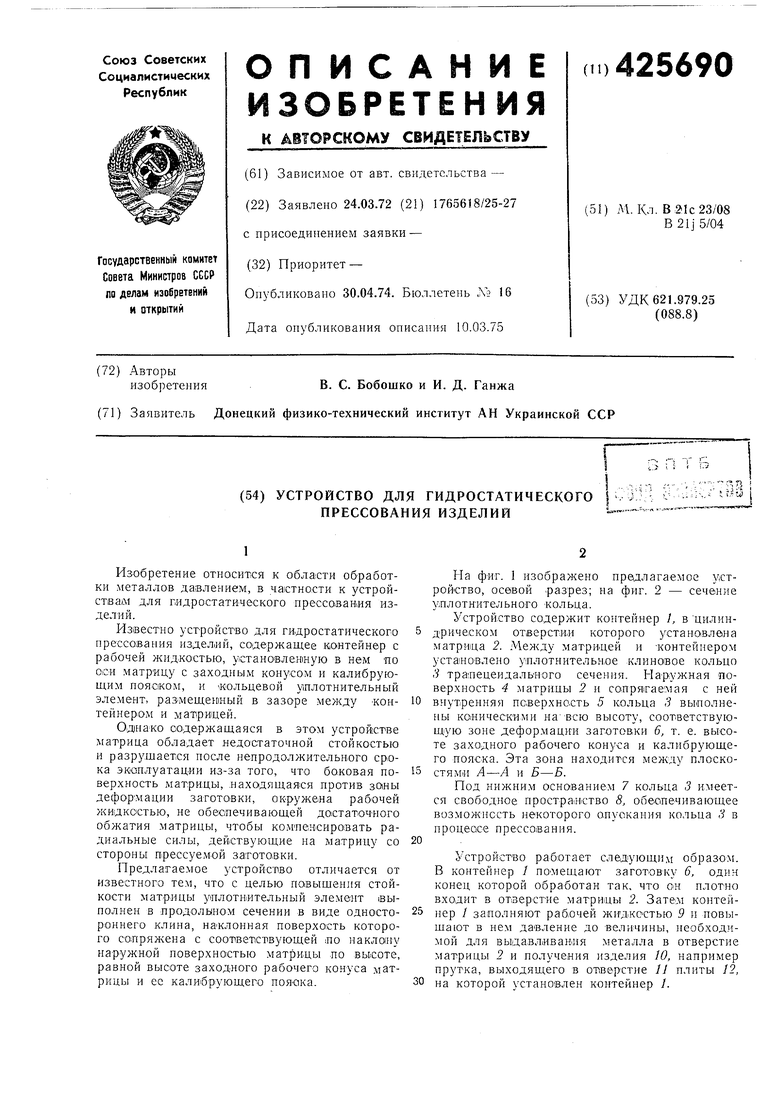
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования изделий | 1974 |
|
SU519261A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| Устройство для гидропрессования многоступенчатых изделий | 1986 |
|
SU1431889A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
