Изобретение относится к обработке металлов давлением.
Цель изобретения - снижение потребляемой при деформации мощности за счет обеспечения возможности поочередного экструдирования и повышение качества получаемых изделий путем уменьшения количества перегибов металла в плоскостях сдвиговых деформаций .
На фиг. 1 изображено устройство в исходном положении; на фиг. 2 - то же, в конечном положении.
Устройство содержит шток 1 с уп- лотнениями, контейнер 2, в котором помещается заготовка 3. Внизу контейнера установлен блок соосных матриц 4-6, причем матрицы 4 и 5 вьшолнены с возможностью перемещения относительно друг друга и матрицы 6 вдоль оси блока матриц. Между ступенями матриц имеются кольцевые гидравлические полости 7 и 8, в которые подается жидкость высокого давления от независимого источника через каналы, вьшолненные в матрицах 4- и 5, обра- зующие заходных конусов матриц 4-6 выполнены с возможностью размещения по одной прямой.
Устройство работает следующим образом.
Заготовка 3 устанавливается в блок матриц , , причем матрицы 4 и 5 находятся в нижнем положении и их за- ходные части являются началом заход- ной части нижней неподвижной матрицы 6. Заготовка 3 под действием давления жидкости, создаваемогс) штоком 1, прессуется через калибрующий поясок нижней матрицы 6. После прессования заданной длины изделия данного диаметра, продвижение заготовки через нижнюю матрицу прекращается, одновременно жидкость высокого давления подается по каналу в матрице 5 в кольцевую полость 8. Матрица 5 вместе с матрицей 4 поднимается вверх, осуществляя
0
5
0
5
0
5
0
5
прессование заготовки своим калибрующим пояском, имеющим большой диаметр по сравнению с калибрующим пояском матрицы 6. Далее после прессования необходимой длины подъем матрицы 5 прекращается, жидкость высокого давления подается по каналу в матрице 4 в кольцевую полость 7. Матрица 4 поднимается вверх, осуществляя прессование заготовки калибрующим пояском матрицы 4, диаметр которого больше диаметра калибрующего пояска матрицы 5,
Предлагаемое устройство позволяет уменьшить общую мощность прессования в 1,5 раза за счет исключения составляющих мощностей, затрачиваемых на преодоление сдвиговых деформаций, и улучшить механические свойства изделий, а именно, повысить предел прочности и предел пластичности за счет уменьшения количества знакопеременных перегибов металла в плоскостях сдвиговых деформаций,
изобретения
Устройство для гидропрессования многоступенчатых изделий , содержащее контейнер, размещенньй с одной его стороны шток с уплотнением и размещенньй с другой стороны контейнера блок установленных с возможностью относительного осевого перемещения матриц с заходными конусами и калибрующими отверстиями, уменьшающимися в (Направлении прессования, отличающееся тем, что, с целью
снижения потребляемой при деформировании мощности за счет обеспечения возможности поочередного экструдирования ступеней изделия и повьш1ения качества получаемых изделий путем уменьшения количества знакопеременных перегибов MeTajina в плоскостях сдвиговых деформаций, заходные конусы матриц образуют общую коническую поверхность.
ФигЛ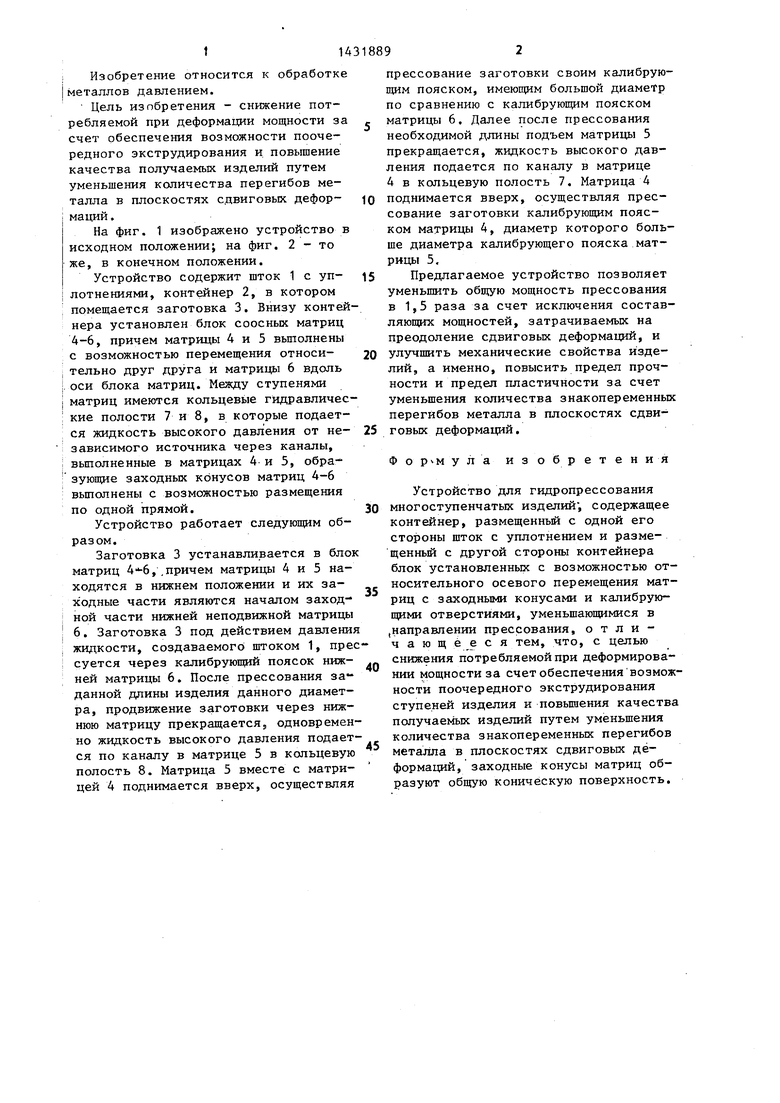
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Инструмент для гидростатического экструдирования труб из круглых полых заготовок | 1974 |
|
SU695535A3 |
| Матрица для гидропрессования металлов | 1978 |
|
SU725770A1 |
| Устройство для гидропрессования | 1980 |
|
SU1007804A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Устройство для горячей газовой экструзии | 1986 |
|
SU1659159A1 |
| ИНСТРУМЕНТ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯИЗДЕЛИИ | 1972 |
|
SU347111A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения многоступенчатых изделий методом гидростатического прессования. Цель - снижение потребляемой при деформировании мощности за счет обеспечения возможности поочередного экструдирования ступеней изделия и повьшение качества по. лучаемых изделий путем уменьшения количества знакопеременных перегибов металла в плоскостях сдвиговых деформаций. В блоке матрицы (М) вьшол- нены со ступенями, образующими замкнутые гидравлические полости, и установлены с возможностью осевого перемещения одна относительно другой. В начальный момент заходные конусы М образуют общий конус с наименьшим калибрующим отверстием. После : прессования через него заготовки на заданную длину рабочая жидкость подается в гидравлическую полость между первой и второй М. Вторая М нат двигается навстречу заготовке, осуществляя прессование. Затем жидкость подается в полость между второй М и следукхцей М, и осуществляется прессование очередной ступени на заготовке. Устройство обеспечивает улучшение механических свойств изделий после обработки. 2 ил. § СЛ
Фиг. 2
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
