1
Изобретение относится к области литейного производства, в частности к оборудованию для заливки металла.
Известно устройство для заливки металла, включающее промежуточную емкость постоянного уровня, установленную в расходной емкости, трубопровод и электромагнитную систему с секционным каналом.
Однако температурный режим такого устройства неудовлетворителен, электромагнитная система сложна и, кроме того, повышена металлоемкость.
Предлагаемое устройство отличается от известного тем, что канал его электромагнитного насоса выполнен двухсекционным и совмещен с днищем расходной емкости и промежуточной емкости постоянного уровня, а его секции соединены соответственно с трубопроводом подачи металла в емкость постоянного уровня и трубопроводом выдачи постоянного расхода, расположенными в упомянутых емкостях. Электромагнитная система выполнена в виде индуктора, установленного под днищем емкостей.
Это позволяет устранить недостатки известного устройства.
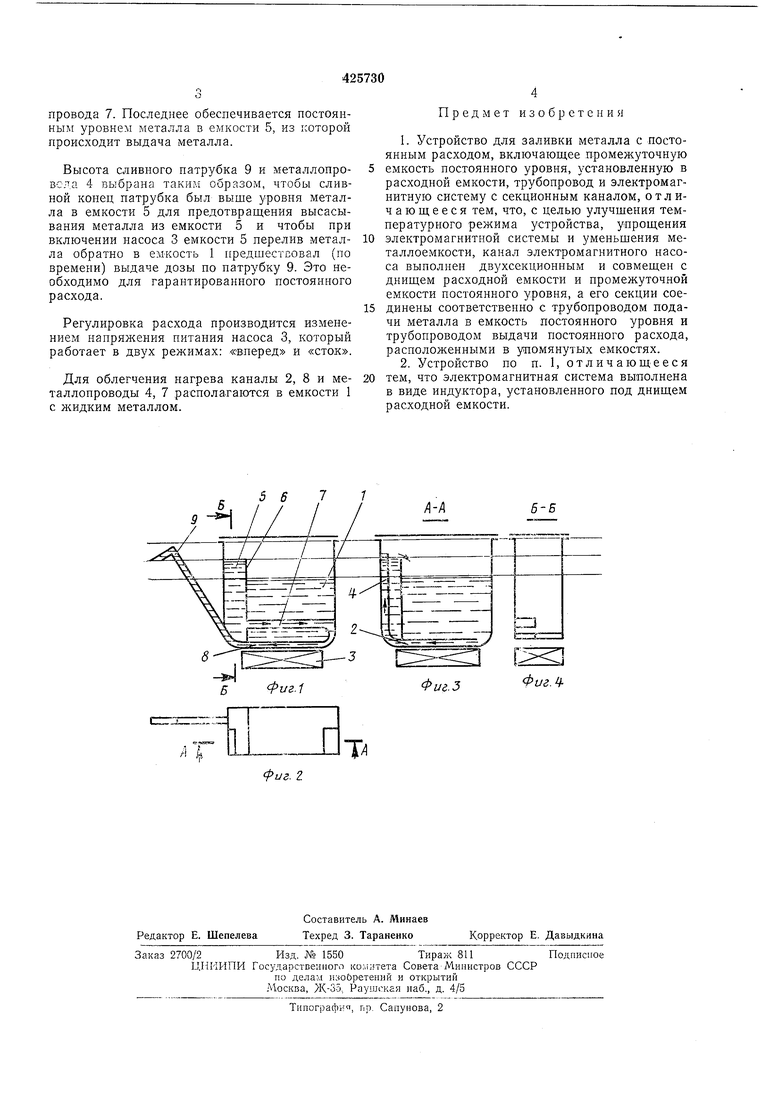
На фиг. 1 показано предлагаемое устройство для заливки металла с постоянным расходом, разрез; на фиг. 2 - то же, в плане; на
фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 1.
Устройство состоит из расходной емкости 1, которая соединена в нижней части через канал 2 электромагнитного насоса 3 и металлопровод 4 с промежуточной емкостью 5 с постоянным уровнем. Промежуточная емкость отделена перегородкой 6 от емкости 1 и в нижней части соединена при помощи металлопровода 7 через канал 8 электромагнитного
насоса 3 со сливным патрубком 9.
Устройство работает следующим образом. Металл заливается в емкость 1 и занолняет канал 2 и металлопровод 4 до уровня, не превышающего высоту перегородки 6 емкости 5.
При включении электромагнитного насоса 3 металл из емкости 1 по каналу 2 и металлопроводу 4 подается в емкость 5 и заполняет ее. Излишки металла сливаются через перегородку 6 обратно Б емкость 1. Слив излишков металла обеспечивает постоянство уровня металла в емкости 5. Одновременно с подачей
металла по металлопроводу 7, каналу 8 и сливному патрубку 9 происходит выдача металла с постоянным расходом. Постоянный расход обеспечивается поддержанием постоянного давления для канала 8 насоса, по которому производится выдача дозы, и металлопровода 7. Последнее обеспечивается постоянным уровнем металла в емкости 5, из 1соторой происходит выдача металла.
Высота сливного патрубка 9 и металлопровсда 4 выбрсша таким образом, чтобы сливной конец патрубка был выше уровня металла в емкости 5 для предотвращения высасывания металла из емкости 5 и чтобы при включении насоса 3 емкости 5 перелив металла обратно в еМКость 1 нредшестсовал (по времени) выдаче дозы по патрубку 9. Это необходимо для гарантированного постоянного расхода.
Регулировка расхода производится изменением напряжения питания насоса 3, который работает в двух режимах: «вперед и «сток.
Для облегчения нагрева каналы 2, 8 и металлопроводы 4, 7 располагаются в емкости 1 с жидким металлом.
Предмет изобретения
1.Устройство для заливки металла с постоянным расходом, включающее промен ;уточную
емкость постоянного уровня, установленную в расходной емкости, трубопровод и электромагнитную систему с секционным каналом, отличающееся тем, что, с целью улучшения температурного режима устройства, упрощения
электромагнитной системы и уменьшения металлоемкости, канал электромагнитного насоса выполнен двухсекционным и совмещен с днищем расходной емкости и промежуточной емкости постоянного уровня, а его секции соединены соответственно с трубопроводом подачи металла в емкость постоянного уровня и трубопроводом выдачи постоянного расхода, расположенными в упомянутых емкостях.
2.Устройство по п. 1, отличающееся тем, что электромагнитная система выполнена
в виде индуктора, установленного под днищем расходной емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 1971 |
|
SU296619A1 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| УСТРОЙСТВО для ДОЗИРОВАНИЯ жидких ЭЛЕКТРОПРО- '^ 1>&/ SC-/V.водных СРЕД''''v | 1969 |
|
SU248915A1 |
| Промежуточное разливочное устройство для многоручьевой установки непрерывного литья | 1990 |
|
SU1726110A1 |
| УСТРОЙСТВО для ПРИГОТОВЛЕНИЯ и ПОДАЧИ | 1973 |
|
SU366928A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ЗАЛИВКИМЕТАЛЛА | 1970 |
|
SU263826A1 |
| УСТРОЙСТВО для ЦЕМЕНТАЦИИ МЕТАЛЛОВ ИЗ РАСТВОРОВ | 1973 |
|
SU394445A1 |
| Устройство для дозирования жидкогоМЕТАллА | 1979 |
|
SU806253A1 |
| Электромагнитное дозирующее устройство | 1974 |
|
SU505518A1 |
67 1
Т
/1-Л
6-5
ФигЛ
