.1
Известны электромагнитные устгройства для заливки металла в форму, имеющие каналметаллопровод, соединенный со сливными патрубками, систему подвода тока к металлу, систему создания магнитного потока, которые не обеспечивают регулируемую заливку металла в несколько приемников при использовании одного электромагнитного насоса.
В предлагаемом устройстве места соединения канала-металлопровода с раздаточными сливными патрубками охвачены электромагнитами, включенными независимо в сеть, с целью независимой регулируемой подачи металла в несколько приемников.
Кроме того, для стабилизации процесса заливки система подвода тока к металлу выполнена в виде ответвлений канала, торды которых перекрыты охлаждаемыми электродами.
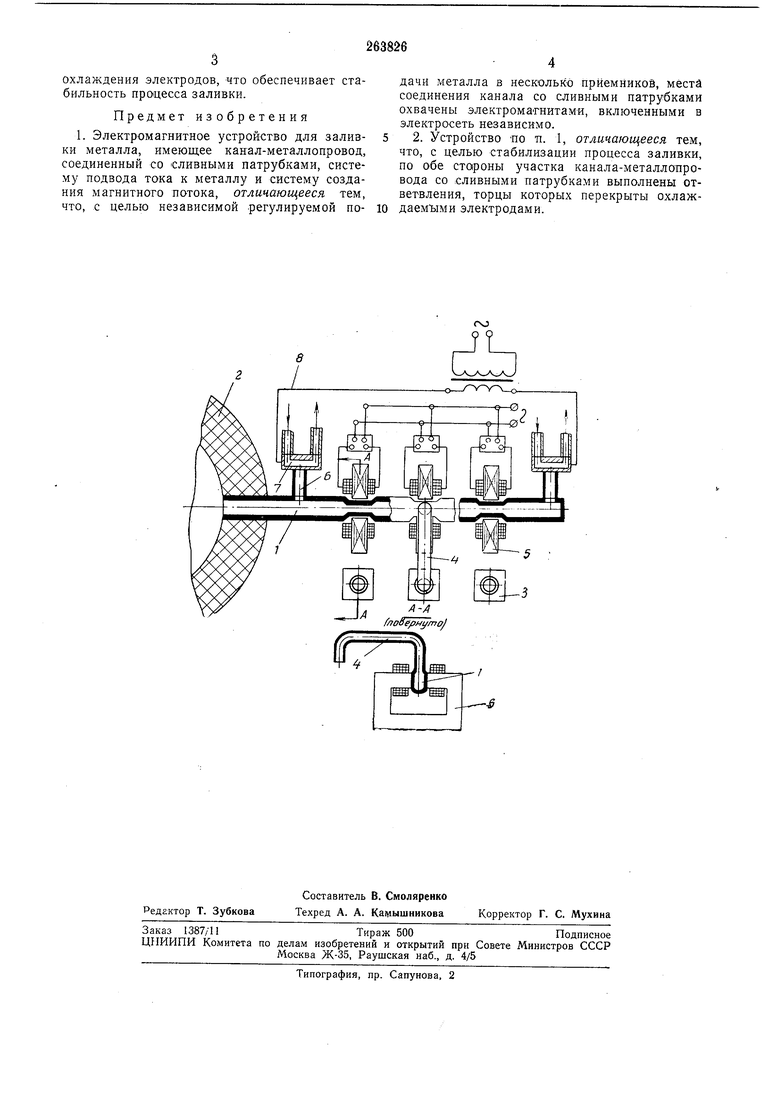
На чертеже показано предлагаемое устройство.
КанаЛ-металлопро-вод / сообщается с резервуаром 2 с металлом и со всеми приемниками 3 металла посредством сливных патрубков 4. Места соединения канала с патрубками охвачены электромагнитами 6, включенными независимо. По обе стороны части канала ,с патрубками расположены ответвления 6 канала, торцы которых перекрыты водоохлаждаемыми электродами 7, к которым подключены силовые кабели 8.
Устройство работает следующим образом.
Металл из резервуара поступает в канал, заполняет патрубки и ответвления канала. При этом он замыкает электрическзю цепь между электродами, и по каналу между ними течет электрический ток, причем мощность, выделяемая при его прохождении, обеспечивает тепловой режим металла в канале.
На участке канала, охваченном электромагнитом, возникают электромагнитные силы, действующие на металл. При выключенных
обмотках электромагнита металл в патрубках опускается ниже уровня металла в резервуаре, При включенных - поднимается по патрубку и заливается в приемник. Скорость подачи 1металла зависит от напряжения, подаваемого на обмотки электромагнита. Так как электромагниты имеют независимое питание, то регулирование заливки в каждый из приемников осуществляется независимо друг от друга.
Интенсивность охлаждения электродов выбирается такой, чтобы металл у электродов затвердел, а граница между л идкой и твердой фазами находилась в ответвлениях. В этом случае устройство мало чувствительно
охлаждения электродов, что обеспечивает стабильность процесса заливки.
Предмет изобретения
1. Электромагнитное устройство для зализки металла, имеющее канал-металлопровод, соединенный со сливными патрубками, систему подвода тока к металлу и систему создания магнитного потока, отличающееся тем, что, с целью независимой регулируемой подачи металла в несколько прйемНикой, мести соединения канала со сливными патрубками охвачены электроматнитами, включенными в электросеть независимо.
2. Устройство ПО п. 1, отличающееся тем, что, с целью стабилизации процесса заливки, по обе стороны участка канала-металлопровода со сливными патрубками выполнены ответвления, торцы которых перекрыты охлаждаемъши электродами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1972 |
|
SU353121A1 |
| Электромагнитное устройство для заливки металла | 1982 |
|
SU1049181A1 |
| УСТРОЙСТВО ДЛЯ ОБЪЕМНОГО ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА В ФОРМУ | 1971 |
|
SU313612A1 |
| Устройство для литья под электромагнитным давлением | 1982 |
|
SU1068223A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Устройство для автоматического управления процессом литья | 1989 |
|
SU1653894A1 |
| Устройство для литья под электромагнитным давлением | 1978 |
|
SU738759A1 |
| КОНДУКЦИОННЫЙ НАСОС для жидких МЕТАЛЛОВ | 1972 |
|
SU323832A1 |
| Индукционная канальная плавильно-раздаточная печь | 1978 |
|
SU713216A1 |
-S
