1
Известны мелкосортные прокатные станы, содержащие непрерывную черновую группу и ряд непрерывны.х параллельных чистовых групп, перед каждой из которых устаповлена буферная печная моталка, а также содержащие трубчатые направляющие между последней клетью черновой группы и каждой моталкой и первой клетью соответствующей чистовой группы.
В таких станах ритм работы черновой и чистовых групп не согласован настолько четко, чтобы можно было безостановочно переводить моталку на режим разгрузки, в связи с чем не предусмотрено соответствующее быстродействующ,ее оборудование, и кроме того, выходной конец проката, выступающий из печи, теряет температуру и должен быть перед подачей в чистовую группу обрезан, что увеличивает дополнительное время.
Предлагаемый стан предназначен для работы в режиме строгого согласования ритмов чистовой и черновых групп и отличается тем, что в нем применена вертикальная моталка с неподвижным барабаном и с реверсивным раскладочным механизмом типа Эденборна, содержащим также тянущие ролики, которая снабжена криволинейной вводной (выводной) трубой с вертикальной нижней частью, поворотной вокруг вертикальной оси и снабженной двухпозиционным приводом поворота.
сблокированным с системой управления реверсом раскладочного механизма.
Кроме того, привод раскладочного механизма и тянущих роликов выполнен от общего двигателя.
Особенностью стана является также то, что раскладочный механизм снабжен горизонтальной тарелкой, перекрывающей верхний проем печной моталки, а рама раскладочного
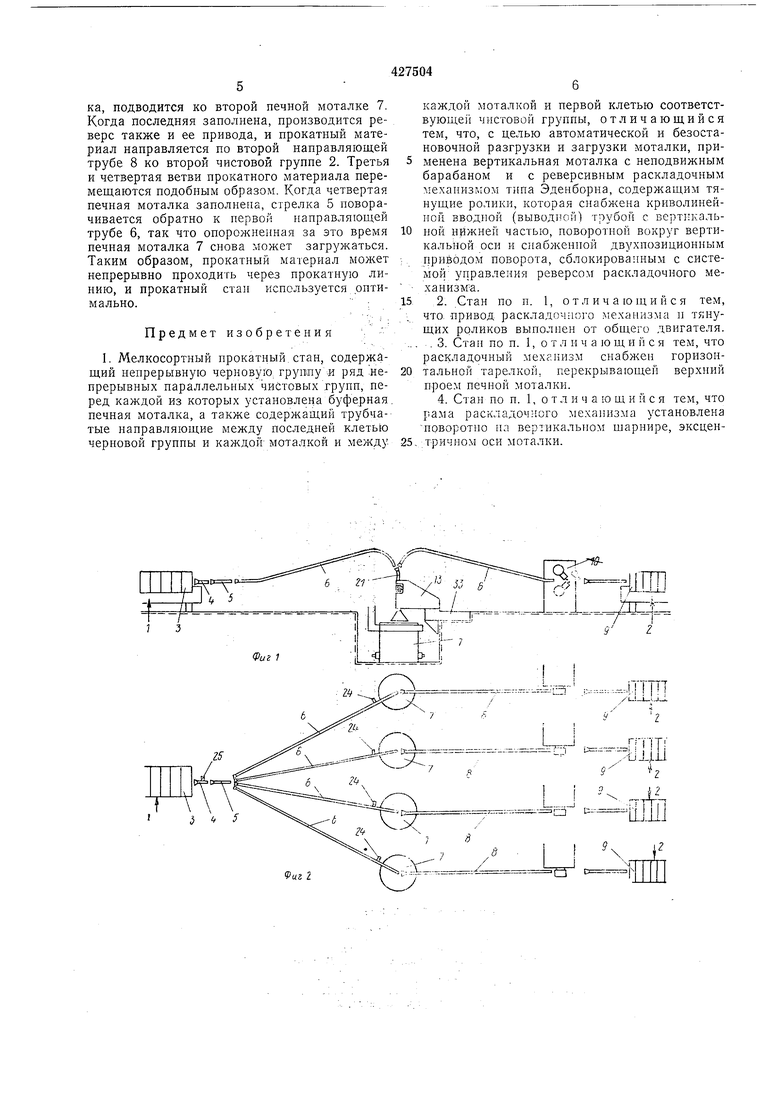
механизма установлена поворотно на вертикальном щарнире, эксце тричном оси моталки. Это нозволяет оперативно и автоматически разгружать и загружать моталку. Иа фиг. 1 изображен описываемый мелкосортный стан в зоне печной моталки, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез печной моталки.
В конструкции предложенного мелкосортного прокатного стана на фиг. 1, 2 представлепы только несколько последних клетей черновой прокатной группы или промежуточной группы 1, а также первые клети четырех параллельно включенных чистовых групп 2. Прокатный материал, выходящий из последней клети 3 черновой или промежуточной группы 1, подается через короткую направляющую трубу 4, стрелку 5 и одну из четырех других направляющих труб 6 в одну из печных моталок 7, установленных перед каждой
из четырех чистовых групп 2. Из печной моталки 7 прокатный материал через одну из примыкающих направляющих труб 8 подается в первую клеть 9 соответствующей чистовой группы.
Предусмотренные между печной моталкой 7 и чистовыми группами 2 направляющие трубы 8 могут быть выполиепы сквозными непосредственно до первой клети 9 чистовой группы. Однако для того, чтобы в аварийном случае остановки чистовой группы 2 можно было обрезать прокатный материал, целесообразно прерывать направляющую трубу 8 так, чтобы можно было ввести в промежутке ножницы 10.
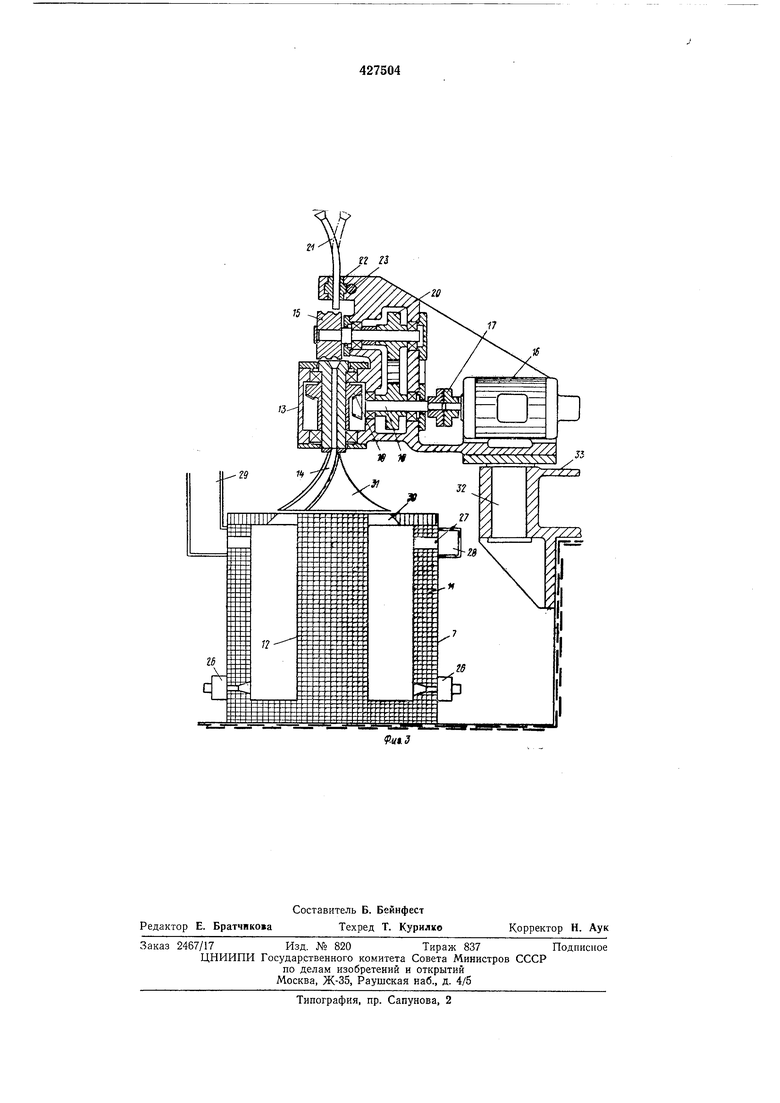
Печная моталка 7 {фиг. 3) состоит из вертикально установленного цилиндрического корпуса 11 с концентрическим неподвижным барабаном 12 и снабжена в верхней части для загрузки или разгрузки раскладочным механизмом 13 типа Эденборна. Пепосредственно над установленной поворотно и приводимой в движение раскладочной трубой 14 предусмотрена пара тянущих роликов 15, которые вместе с раскладочной трубой 14 приводятся двигателем 16. Передача от двигателя 16 к вращающейся вокруг вертикальной оси раскладочной трубе 14 осуществляется с помощью муфты 17, вала 18 и конической передачи 19. Привод пары тянущих роликов 15, установленных на горизонтальных осях, осуществляется валом 18 с помощью цилиндрической передачи 20.
Непосредственно над парой тянущих роликов 15 в раскладочном механизме 13 предусмотрена короткая вводная (или выводная) труба 21, нижняя часть которой выполнена прямой и установлена в раскладочном механизме 13 вертикально, поворотно вокруг своей вертикальной оси. Верхний конец ее изогнут и при повороте может выборочно соединяться с одной из направляющих труб 6 или 8. Осуществляемый с помощью зубчатого колеса 22 и зубчатой рейки 23 поворот вводной или выводной трубы 21 в одну из двух позиций включается синхронно с переключением управления привода моталки.
Для осуществления процессов переключения перед каждой печной моталкой 7 предусмотрено контактное устройство 24 в зоне каждой из направляющих труб 6, с помощью которого регистрируют конец пропускаемого прокатного материала. Ввиду того, что при высоких скоростях движения прокатного материала затруднено точное управление, перед изменением направления движения производится переключение моталки на медленный ход с помощью второго контактного устройства 25, предусмотренного в зоне направляющей трубы 4, расположенной за последней клетью 3 черновой или промежуточной прокатной группы.
После прохождения заднего конца прокатного материала в контактном устройстве 24 выдается сигнал с соответствующим замедлением, прерывающим привод моталки таким образом, что конец прокатного материала, останавливается в зоне, находящейся перед мотальным устройством вводной или выводной трубы 21. После этого реверсом тянущих роликов 15 материал подается в обратном направлении так, что конец прокатного материала после отклонения трубы 21 движется по направляющей трубе 8 к соответствующей чистовой прокатной группе 2. После того как опорожнена печная моталка
7, снова переключается направление движения привода моталки, и труба 21 поворачивается к направляющей трубе 6 так, что печная моталка 7 может загружаться новым нрокатным материалом. Вращающаяся раскладочная
труба 14 укладывает при этом поступающий прокатный материал в виде петель в объеме печи, образованном между корпусом 11 печи и барабаном 12 и нагреваемом с помощью горелок 26. При этом греющие газы направляются вертикально вверх и поступают через предусмотренные в стенке печи отверстия 27 в охватывающий печь кольцевой трубопровод 28, из которого они могут выходить через выпускной трубопровод 29. Верхнее отверстие 30
печи, через которое ноступает и выходит прокатный материал, перекрывается тарелкой 31, установленной концентрично относительно оси печи, прикрепленной к нижнему концу раскладочной трубы 14 и вращающейся вместе
с ним.
Для обеснечения хорошего доступа к печной моталке 7 весь раскладочный механизм 13 выполнен поворотным относительно находящейся вне печной зоны оси 32, установленной
в жестко соединенной с фундаментом станине 33.
Предложенный мелкосортный стан работает следующим образом. Скорости прокатки регулируются таким образом, что скорость выхода катаной проволоки из последней клети 3 черновой или промежуточной группы 1 примерно равна или меньше четырехкратной скорости входа прокатного материала в первую клеть 9 чистовой группы
2. Подключенная за черновой или промежуточной группой стрелка 5 направляет прокатный материал сперва через первую направляющую трубу 6 к первой печной моталке 7. При этом веса слитков выбираются такими,
что прокатанный из одного слитка моток проволоки размещается в каждой печной моталке. Как только первая печная моталка 7 заполняется, ее привод реверсируется и прокатный материал подается в первую чистовую группу
2 по направляющей трубе 8 с соответственно уменьшенной, по сравнению со скоростью подачи, выходной скоростью, соответствующей входной скорости в первую клеть 9 чистовой группы.
После прохождения заднего конца прокатного материала стрелка 5 поворачивается в то положение, в котором она соединяется с второй направляющей трубой 6, ведущей ко второй печной моталке 7, так что передний конец материала, прокатанного из второго слитка, подводится ко второй печной моталке 7. Когда последняя заполнена, производится реверс также и ее привода, и прокатный материал направляется по второй направляющей трубе 8 ко второй чистовой группе 2. Третья и четвертая ветви прокатного материала перемещаются подобным образом. Когда четвертая печная моталка заполнена, стрелка 5 поворачивается обратно к первой направляющей трубе 6, так что опорожненная за это время печная моталка 7 снова может загружаться. Таким образом, прокатный материал может непрерывно проходить через прокатную линию, и прокатный стан используется оптимально.;
Предмет изобретения ;
1. Мелкосортный прокатный, стан, содержащий непрерывную черновую группу и ряд непрерывных параллельных чистовых грунп, перед каждой из которых установлена буферная печная моталка, а также содержащий трубчатые направляющие между последней клетью черновой группы и каждой моталкой н между
каждой моталкой и первой клетью соответствующей чнстовой группы, отличающийся тем, что, с целью автоматической и безостановочной разгрузки и загрузки моталки, применена вертикальная моталка с неподвижным барабаном и с реверсивным раскладочным механизмом типа Эденборна, содержащим тянущие ролики, которая снабжена криволинейной вводной (выводной) трубой с вертикальной частью, новоротной вокруг вертикальной оси и снабженной двухпозиционным приводом поворота, сблокированным с системой управления реверсом раскладочного механизм-а.
2. Стан по п. 1, отличающийся тем, что. привод раскладочного exaниз a п тянущих роликов выполнен от общего двигателя. . 3. Стан поп. 1, о т л н ч а ю щ п и с я тем, что раскладочный MexaiiHSM снабжен горизонтальной тарелкой, перекрывающей верхний проем печной моталки.
4. Стан по н. 1, о т л и ч а ю щ и и с я тем, что рама раскладочного механизма установлена поворотно нл вертикальном шарнире, эксцентричном оси моталки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| ПРОКАТНЫЙ СТАН СТЕККЕЛЯ | 2013 |
|
RU2578335C1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2442671C2 |
:..:.:. л:.4.| | | И
xl-LL-i..JJ.
J пг
-- 7tjJ-i.ii
15i. /
I .J -- -rrfrt.
1- - llllj
