Изобретение относится к прокатному стану Стеккеля, включающему в себя, по меньшей мере, одну реверсивную прокатную клеть и соответствующую печную моталку, которая расположена со стороны входа и выхода относительно реверсивной прокатной клети.
Прокатные станы Стеккеля упомянутого типа известны. Делаются ссылки на US 3613426, на EP 0593398 A1, на EP 0088745 B1 и на JP 11207403 A, в которых прокатные станы Стеккеля раскрываются и описываются.
В прокатном стане Стеккеля черновая полоса вводится в реверсивную клеть для прохода под расположенной со стороны входа печной моталкой и через расположенное со стороны входа тянущее устройство. После первого прохода прокатный материал заводится в расположенную со стороны выхода печную моталку. После того как полоса была смотана в расположенной со стороны выхода печной моталке, между печной моталкой и реверсивной клетью создается заданное натяжение полосы, и полоса прокатывается с соответствующей скоростью. Если конец полосы входит в прокатный стан Стеккеля, установка тормозится таким образом, что конец полосы останавливается именно за зазором валков реверсивной клети, но перед расположенным со стороны выхода, тянущим устройством.
Во время обратного хода зазор валков устанавливается для следующего прохода. Расположенное со стороны выхода тянущее устройство вводит полосу для прохода в реверсивную клеть. После первого прохода для второго прохода полоса заводится в расположенную со стороны входа печную моталку. Начало полосы останавливается в конце второго прохода между расположенным со стороны входа, тянущим устройством и реверсивной клетью.
В основе изобретения лежит задача усовершенствовать прокатный стан Стеккеля соответствующего типа таким образом, что становится возможным существенное сокращение конструктивной длины и производственных расходов, причем функциональность прокатного стана должна сохраняться, по меньшей мере, в значительной степени.
Решение этой задачи с помощью изобретения характеризуется тем, что между расположенной со стороны входа печной моталкой и, по меньшей мере, одной реверсивной прокатной клетью и между, по меньшей мере, одной реверсивной прокатной клетью и расположенной со стороны выхода печной моталкой соответственно предусмотрен единый блок, который содержит тянущее устройство, ножницы и петледержатель.
Предпочтительно между печными моталками расположены две соседние реверсивные прокатные клети; этот концепт обозначается также как использование сдвоенных прокатных клетей.
Предпочтительно в прокатном стане Стеккеля не предусмотрены другие прокатные клети за исключением, по меньшей мере, одной реверсивной прокатной клети между печными моталками, в частности в прокатном стане Стеккеля предпочтительно не предусмотрена черновая клеть.
Ножницы предпочтительно выполнены в виде рычажно-коленных ножниц. Они предпочтительно оснащены гидравлическим приводом.
Тянущее устройство предпочтительно выполнено в виде качающейся конструкции. При этом, по меньшей мере, один ролик тянущего устройства предпочтительно оснащен гидравлическим установочным элементом или перемещается посредством него.
Единый блок предпочтительно имеет общую машинную раму для тянущего устройства, ножниц и петледержателя.
Кроме того, общая машинная рама может располагать, по меньшей мере, одним роликом рольганга.
Между обеими печными моталками и с прохождением сквозь, по меньшей мере, одну реверсивную прокатную клеть может быть расположен рольганг для прокатываемого материала.
Следовательно, изобретение предусматривает единый блок, который объединяет в себе тянущее устройство, ножницы и петледержатель. Эта комбинация указанных элементов в едином блоке создает технологические преимущества, в частности, если должны реализовываться меньшие прокатные станы Стеккеля. Преимуществом является также существенно улучшенная возможность технического обслуживания такой установки.
Упомянутые компоненты: тянущее устройство, ножницы и петледержатель - как таковые достаточно известны в уровне техники, так что они не должны здесь описываться более подробно.
От черновой клети, то есть от прокатной клети рядом с, по меньшей мере, одной реверсивной прокатной клетью, можно отказаться. Кроме того, также более можно не предусматривать ножницы для резки предварительно подготовленной полосы между черновой клетью и областью стана Стеккеля. Тем не менее, при помощи предложенного концепта может обрабатываться сляб с исходной толщиной приблизительно в 250 мм на конечные толщины приблизительно в 1,5 мм.
К тому же выполненные предпочтительно в качестве сдвоенных клетей Стеккеля реверсивные прокатные клети сконструированы таким образом, что они могут выполнять большие подъемы, для того чтобы они могли работать как черновая клеть. Однако одновременно клети имеют также конструктивные особенности, для того чтобы создавать условия для тонких конечных размеров. В классических концепциях клети Стеккеля чаще всего приведены в соответствие лишь с задачей чистовой клети.
Не требуемая в этом отношении черновая клеть предоставляет возможность для значительной экономии расходов.
Без черновой клети, которая предпочтительно отсутствует согласно изобретению, также не требуются ножницы между черновой клетью и клетью Стеккеля, так как для резки начала и конца вся полоса должна снова выводиться из области стана Стеккеля, что требует времени и обуславливает падение температуры в прокатном материале.
Однако так как в этом отношении нет возможности отказаться от разрезов конца и начала, действие ножниц переносится в область стана Стеккеля. В этом случае здесь требуются двое ножниц, каждые из которых являются частью соответствующего единого блока.
Сравнение требований к ножницам между черновой клетью и областью стана Стеккеля с предусмотренными согласно изобретению ножницами внутри области стана Стеккеля дает в итоге то, что при классическом процессе ножницы должны быть рассчитаны на гораздо большее усилие, так как они должны разрезать предварительно подготовленные полосы (приблизительно 35 мм). Поэтому здесь используются чаще всего барабанные ножницы.
По сравнению с этим в предложенном едином блоке чаще всего используются простые рычажно-коленные ножницы, которые оснащены простым гидравлическим приводом (гидравлические цилиндрово-поршневые системы). Более простая конструкция возможна, потому что могут также иметься меньшие нагрузки, так как ножницы, будучи обусловлены процессом, согласно изобретению используются только с толщинами полос меньшими или равными 18 мм.
Принцип действия предложенного прокатного стана Стеккеля без черновой клети заключается в следующем.
Сначала в области стана Стеккеля во время реверсных плоских проходов из сляба изготовляется предварительно подготовленная полоса, то есть сначала здесь выполняется задача черновой клети. Только с определенной толщины полосы, предпочтительно примерно с 25 мм, осуществляется затем прокатка с реверсом в режиме Стеккеля с использованием печей, пока не будет достигнут конечный размер полосы.
Следовательно, согласно изобретению единый блок располагается в месте, на котором обычно находится традиционное тянущее устройство, а именно между печами и реверсивными клетями. На прокатный стан Стеккеля предусмотрены два подобных блока.
Благодаря единому блоку может достигаться оптимально короткая конструкция для отдельных действий, которая является более короткой, чем последовательное соединение отдельных компонентов, как это имеет место быть в известных прокатных станах Стеккеля. Вследствие единого концепта количество мест реза является более незначительным, что также предоставляет в этом отношении меньшим. Поэтому единый блок может рассматриваться как модуль внутри прокатного стана Стеккеля.
Отдельные компоненты единого блока как таковые уже оказались преимуществом.
Благодаря предложенному объединению упомянутых действий получаются технологические преимущества.
Тянущее устройство можно легко выполнить за счет механики в виде качающейся конструкции, в отличие от известных тянущих устройств стана Стеккеля в виде портальной конструкции. Качающаяся конструкция имеет малые потери на трение; математическое моделирование точно возможно, благодаря чему более легкая регулировка вследствие всегда одинакового действия механики возможна и приводит к лучшим результатам регулировки.
Петледержатель ускоряет процесс, так что возможна более высокая производительность при лучшем качестве. Единый блок обеспечивает короткую длину установки и благоприятно влияет на процесс изменения температуры прокатываемого материала.
Преимущества достигаются также с точки зрения эксплутационной надежности. Ножницы могут выполняться в виде очень простой и одновременно прочной конструкции. Касательно тянущего устройства - качающаяся конструкция в этом отношении также предпочтительна по сравнению с портальной конструкцией.
Совместный монтаж вышеупомянутых элементов на жесткую общую машинную раму обеспечивает большее сопротивление против сильных динамических нагрузок блока. В противоположность этому станины отдельных элементов не предоставляют сравнительно надежную возможность анкерного крепления фундамента. Из обычных решений известно, что располагающиеся по отдельности тянущие устройства имеют проблемы за счет отсоединения от фундамента.
Равным образом с точки зрения технического обслуживания получаются преимущества. Простое исполнение и хорошая доступность являются здесь существенным положительным эффектом. Ножницы приводятся в действие простым цилиндром ножниц на рабочей стороне (а не двумя приводами, как в известных решениях). Дальнейшие приводные цилиндры могут быть установлены на стороне обслуживания, а не на менее доступной стороне привода клети, так что оператор может легко их заменять или обслуживать. Таким образом, с точек зрения технического обслуживания также получается понятная конструкция с хорошими возможностями доступа. В прокатных станах Стеккеля обычно имеются очень тесные пропорции при большом количестве приспособлений, так что сторона привода вряд ли доступна.
Также возможно подготавливать описанные единые блоки для введения в эксплуатацию петледержателя, но не проводить еще это введение в эксплуатацию, а реализовывать его только в рамках дооснащения.
Предложенная конструкция ограничивается в итоге незначительным количеством конструктивных элементов, что предоставляет соответствующие финансовые преимущества. Образовывающийся таким образом более крупный, единый блок - по сравнению с отдельными компонентами - тем не менее, может просто обслуживаться и является не слишком большим.
Единый блок должен выравниваться только один раз. Содержащиеся в блоке компоненты уже оптимально выровнены друг относительно друга с точностью обрабатывающих станков. По сравнению с этим в известных решениях все компоненты должны выравниваться отдельно. Таким образом, в соответствующем изобретению решении обеспечиваются незначительные погрешности выравнивания при одновременном сокращении расходов на выравнивание.
Монтаж более крупного блока с различными функциями экономит также время. Единые блоки могут предварительно собираться и оснащаться подводящими присоединениями, доставляться на место эксплуатации и монтироваться в течение короткого времени.
На чертеже изображен пример осуществления изобретения, при этом показано:
фиг. 1 показывает вид сбоку прокатного стана Стеккеля,
фиг. 2 схематично показывает на виде сбоку в разрезе единый блок с тянущим устройством, ножницами и петледержателем, причем через блок проведена полоса,
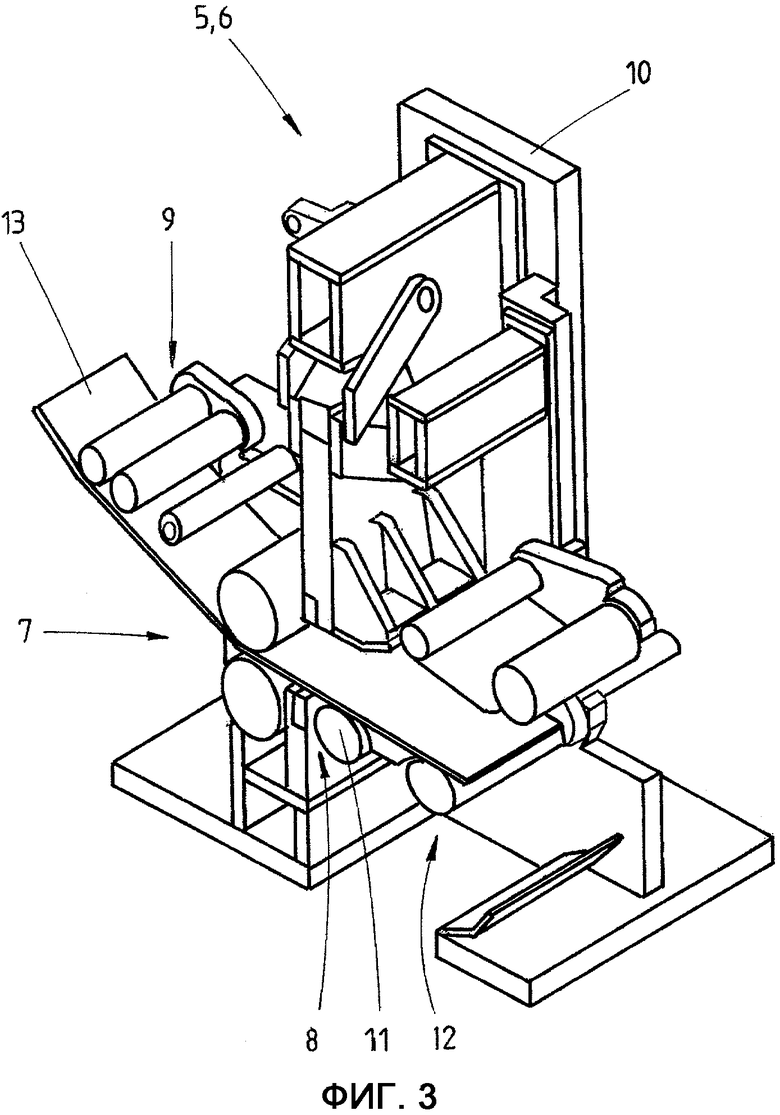
фиг. 3 показывает на виде в перспективе и в частичном разрезе единый блок с проведенной через блок полосой,
фиг. 4 и фиг. 5 показывают на виде в перспективе единый блок, изображенный в двух различных направлениях взгляда, причем наиболее хорошо изображены компоненты блока, и
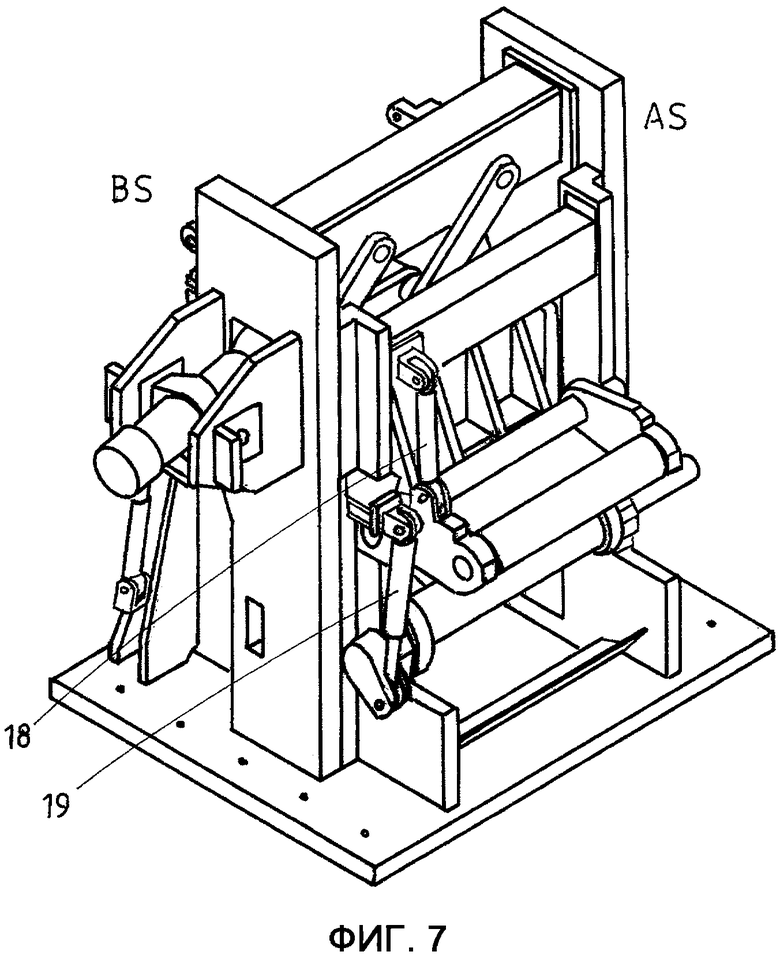
фиг. 6 и фиг. 7 показывают на виде в перспективе единый блок, изображенный в двух различных направлениях взгляда, причем наиболее хорошо изображены элементы приведения в действие (гидравлические цилиндры).
На фиг. 1 изображен прокатный стан 1 Стеккеля, который имеет две реверсивные прокатные клети 2, которые расположены друг около друга в виде сдвоенных клетей. Слева рядом с прокатными клетями 2 расположена первая печная моталка 3, а справа рядом с прокатными клетями 2 вторая печная моталка 4. Рольганг 12 проводит прокатываемый материал.
Между печной моталкой 3 и прокатными клетями 2 расположен первый единый блок 5; между прокатными клетями 2 и печной моталкой 4 расположен второй единый блок 6.
Подробности существенных для изобретения единых блоков 5, 6 обнаруживаются на дальнейших фигурах.
На фиг. 2 и фиг. 3 можно увидеть, что каждый единый блок имеет тянущее устройство 7, ножницы 8 и петледержатель 9.
Тянущее устройство 7 имеет верхний тянущий ролик 7′ и нижний тянущий ролик 7′′.
Ножницы 8 выполнены в виде рычажно-коленных ножниц и имеют верхнее лезвие 8′ и нижнее лезвие 8′′, которые при взаимодействии могут разрезать сляб или полосу.
Все указанные компоненты 7, 8, 9 расположены на общей машинной раме. На фиг. 2 можно увидеть проход прокатного материала 13 через блок 5, 6. Для прохода прокатного материала служит также прижимное устройство 14. На машинной раме 10 установлен также ролик 11 рольганга 12.
Тянущее устройство 7 выполняет задачу по транспортировке и приведению в движение, которые также имеют место быть у обычных прокатных станов Стеккеля. При этом использование качающейся конструкции оказалось наиболее пригодным.
Ножницы 8 допускают рез конца и начала в соответствующий момент процесса, без того чтобы полоса покидала область стана Стеккеля. Образованное таким образом определенное начало или конец полосы допускают надежную транспортировку и оптимальный процесс прокатки до малых окончательных толщин.
Петледержатель 9 стана Стеккеля делает возможным ускорение процесса наматывания. Вследствие этого значительно повышается производительность установки.
Вышеупомянутые компоненты еще раз пояснены на фиг. 4 и 5, причем обозначены сторона AS привода и сторона BS обслуживания.
На фиг. 6 и 7 отмечены существенные элементы привода.
Можно заметить цилиндры 15 тянущего устройства, при помощи которых верхний тянущий ролик может перемещаться посредством раскачивания.
Кроме того, можно увидеть цилиндры 16 петледержателя (из которых можно однако увидеть только один), при помощи которых может перемещаться ролик петледержателя.
Ножницы 8 приводятся в действие при помощи цилиндра 17 ножниц.
Дополнительно изображен цилиндр 18 для прижимного устройства 14 и цилиндр 19 рольганга.
Список ссылочных позиций
1 прокатный стан Стеккеля
2 реверсивная прокатная клеть
3 печная моталка
4 печная моталка
5 единый блок
6 единый блок
7 тянущее устройство
7′ верхний тянущий ролик
7′′ нижний тянущий ролик
8 ножницы
8′ верхнее лезвие рычажно-коленных ножниц
8′′ нижнее лезвие рычажно-коленных ножниц
9 петледержатель
10 машинная рама
11 ролик рольганга
12 рольганг
13 прокатываемый материал
14 прижимное устройство
15 цилиндр тянущего устройства
16 цилиндр петледержателя
17 цилиндр ножниц
18 цилиндр прижимного устройства
19 цилиндр рольганга
BS сторона обслуживания
AS сторона привода
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПРЕРЫВИСТОЙ РАЗВАЛЬЦОВКИ ГОРЯЧЕКАТАНОЙ ЛЕНТЫ | 1996 |
|
RU2174054C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2568550C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ СТЕККЕЛЯ | 2003 |
|
RU2252086C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |




Изобретение относится к области прокатки. Прокатный стан (1) Стеккеля включает, по меньшей мере, одну реверсивную прокатную клеть (2), соответствующую печную моталку (3, 4), расположенную со стороны входа и выхода относительно реверсивной прокатной клети (2). Повышение экономичности прокатки в сочетании с высокой функциональностью обеспечивается за счет того, что между расположенной со стороны входа печной моталкой (3) и, по меньшей мере, одной реверсивной прокатной клетью (2) и между, по меньшей мере, одной реверсивной прокатной клетью (2) и расположенной со стороны выхода печной моталкой (4) соответственно расположен единый блок (5, 6), который содержит тянущее устройство (7), ножницы (8) и петледержатель (9). 9 з.п. ф-лы, 7 ил.
1. Прокатный стан (1) Стеккеля, включающий, по меньшей мере, одну реверсивную прокатную клеть (2) и соответственно расположенные со стороны входа и выхода относительно нее печные моталки (3, 4), отличающийся тем, что между расположенной со стороны входа печной моталкой (3) и, по меньшей мере, одной реверсивной прокатной клетью (2) и между, по меньшей мере, одной реверсивной прокатной клетью (2) и расположенной со стороны выхода печной моталкой (4) соответственно расположен единый блок (5, 6), который содержит тянущее устройство (7), ножницы (8) и петледержатель (9).
2. Прокатный стан Стеккеля по п. 1, отличающийся тем, что между печными моталками (3, 4) расположены две соседние реверсивные прокатные клети (2).
3. Прокатный стан Стеккеля по п. 1, отличающийся тем, что он выполнен, по меньшей мере, с одной реверсивной прокатной клетью (2) между печными моталками (3, 4), в частности без черновой клети.
4. Прокатный стан Стеккеля по любому из пп. 1-3, отличающийся тем, что ножницы (8) выполнены в виде рычажно-коленных ножниц.
5. Прокатный стан Стеккеля по п. 4, отличающийся тем, что рычажно-коленные ножницы (8) имеют гидравлический привод.
6. Прокатный стан Стеккеля по любому из пп. 1-3, отличающийся тем, что тянущее устройство (7) выполнено в виде качающейся конструкции.
7. Прокатный стан Стеккеля по п. 6, отличающийся тем, что, по меньшей мере, один ролик тянущего устройства (7) имеет гидравлический установочный элемент.
8. Прокатный стан Стеккеля по любому из пп. 1-3, отличающийся тем, что единый блок (5, 6) имеет общую машинную раму (10) для тянущего устройства (7), ножниц (8) и петледержателя (9).
9. Прокатный стан Стеккеля по п. 8, отличающийся тем, что в общей машинной раме (10 ) установлен, по меньшей мере, один ролик (11) рольганга.
10. Прокатный стан Стеккеля по любому из пп. 1-3, 5, 7 или 9, отличающийся тем, что между обеими печными моталками (3, 4) расположен рольганг (12) для прокатываемого материала (13), проходящий, по меньшей мере, через одну реверсивную прокатную клеть (2).
| EP 0593398 A1, 20.04.1994 | |||
| Способ изготовления горячекатаной стальной полосы и установка для его осуществления | 1987 |
|
SU1801056A3 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ И/ИЛИ ЛИСТА | 1994 |
|
RU2114707C1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |

