1
Известен способ обработки внутренней поверхности труб, при котором трубу сжимают, придавая ей овальную форму с малой вертикальной осью, и удаляют внутренний грат.
Недостатком известного способа является съем грата в момент сжатия трубы, так как при этом невозможно увеличение размера трубы по малой оси овала, что приводит к затиранию инструмента, удаляющего грат.
С целью стабилизации процесса обработки и повышения качества труб, по предложенному способу трубу сжимают перед зоной удаления внутреннего грата, а заданную конфигурацию трубы получают в зоне удаления внутреинего грата путем раздачи ее изнутри.
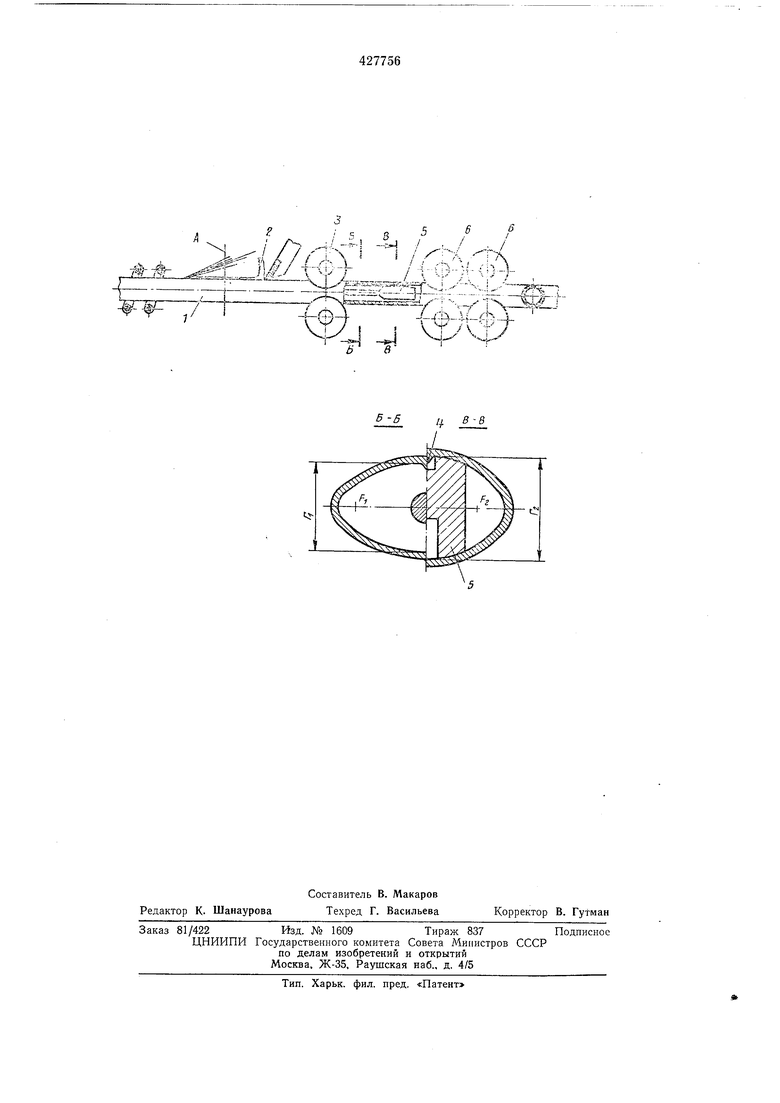
Чертеж иллюстрирует предлагаемый способ обработки внутренней поверхности труб.
Кромки трубной заготовки сводят, образуя сваренную трубу 1, не доходя до оси А обжИМ.ных (опорных) валкав (на чертеже не показаны). После орезаиия нар|уж1ного грата 2 трубу 1 пропускают через клеть 3 с роликами, которые сжимают трубу в поперечном сечении. При этом необходимо, чтобы сварной шов находился на вершине малой оси овала. После этого производят съем внутреннего грата 4 инструментом 5. При этом размер FI малой оси овала трубы в свободном состоянии ее меньше наружного диаметра инструмента, что обеспечивает постоянный натяг пары «головка-труба. Поскольку труба имеет возможность увеличения размера по малой оси овала до величины FZ за счет запаса (гибких стенок) по длинной оси овала в районе его фокусов FI и Fz, затирание исключено.
Далее трубу овальной формы со срезанным внутренним гратом направляют в клети 6 правильных и калибровочных роликов, где она получает круглую форму поперечного профиля.
Предмет изобретения
Способ обработки внутренней поверхности труб, включающий сжатие трубы в вертикальном направлении с изменением ее поперечного сечения и удаление внутреннего грата, отличающийся тем, что, с целью стабилизации процесса обработки и повышения качества труб, трубу сжимают перед зоной удаления внутреннего грата, а заданную конфигурацию трубы получают в зоне удаления внутреннего грата путем раздачи ее изнутри.
. s/
-Ц I .J U
л / / ,-:v i
/ TViH
Г // - I
i :M i 5s fr;r- -J isS7f-.:: TSiso
4 J vr/44:/
; . ; у j-,i-t-4--;-i ;-.
/-:/ .Л
1
i J-K ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1976 |
|
SU623607A1 |
| Способ обработки внутренней поверхности сварных труб и трубоэлектросварочный стан для его осуществления | 1976 |
|
SU647029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ | 1996 |
|
RU2100115C1 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| Способ обработки внутренней поверхности труб | 1978 |
|
SU730404A1 |
| Способ удаления внутреннего грата | 1985 |
|
SU1316724A1 |
| Металлическая труба для теплообменника и способ ее изготовления | 1980 |
|
SU1223830A3 |
| Технологический инструмент трубоэлектросварочного стана | 1983 |
|
SU1126352A1 |
| ТРУ БОЭЛЕКТРХ ВАРОЧНЫЙ СТАН | 1971 |
|
SU432949A1 |
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |