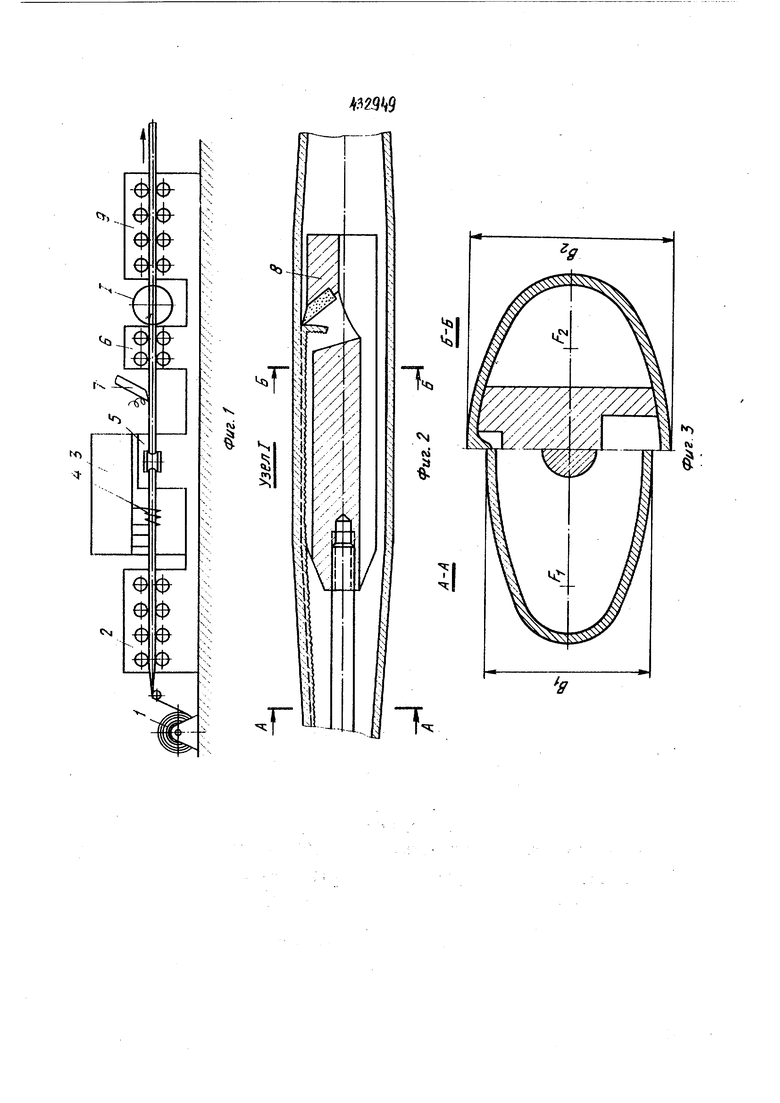
йзобрвтбвид охноситоя к хр бопрокатвому производству, в част ности к получению сварных труб. Известен трубоэдектросварочный став, вкшочающий последоватедьво установленные фориовочные клети, узел сварки, роликовую сжимающую клеть, наружный и внутренний гратоснииатели, выходную часть о отделочньши клетяии. Цель изобретения - обеспечить надежность и стабильность процесса снятия внутреннего грата в трубах малого диаметра в ЛИВИИ става. Это достигается тем, что внутренний гратосниматель размещен между роликовой сжимающей клетью и выходной частью с отделочными клетями. На фиг.1 показав трубоэлектросварочный став; ыа фиг«2 - узе 1 на фиг.Х; на фиг.З - совмещевный разрез по А-А а Б-Б на фиг.2. Предлагаемый стан содержит последовательно установленные клети I, в которых поперечному сечению ленты, поступающей из загрузочного устройства 2, придают форму трубной заготовки; узел сварки, состоящий из сварочной головки 3 с индуктором 4, обеспечивающих получение и подвод вы сокочастотной энергии для разогрева кромок трубной заготовки и опорной сварочной клети 5; роликовую сжимающую клеть б, наружный 7 и внутренний 8 гратосниматели и выходную часть с отделочными правильными и калибрующими клетями 9. Трубная заготовка, получившая после сварки кромок в сварочной клети 5 KDVгл ю форму, по дается в роликовую сжимающую клеть 6, которая придаез круглому профилю грубы эллипсовидный профиль так, что сварной шов должен лежать на вершине малой оси эллипса. Внутренний грат снимаетсн внутренним гратоснимателем 8. ко торыи установлен за роликовой сжимающей клетью 6. При этом гра тосниматель 8 будет работать баз обрывов и ослаблений (при размере внутреннего диаметра трубы больше наружного диаметра голов-ки гратоснимателя), так как размер Вт эллипса, полученного в клети б, в свободном состоянии трубы меньше диаметрального размера головки гратоснимателя В. Это обеспечивает прохохдание гра тоснимателя 8 с натягом до величины Вр. Возможность получения постоянного натяга обеспечивается за счет свободных участков эллипсной трубы, лежащих в районах эллипсных фокусов Рт и fp, выполняющих роль пружин при раздаче трубы внутренним гратоснимателем В. После срезания внутреннего грата отделочные клети 9 вновь придают трубе круглую форму в поперечном сечении. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Трубоэлектросварочный стан, включающий последовательно установленные формовочные клети, узел сварки, роликовую сжимающую клеть, наружный и внутренний гратосниматели, выходную часть с отделочными клетями, отличающийся тем, что, с целью обеспечения надежного и стабильного процесса снятия внутреннего грата в трубах малого диаметра, внутренний гратосниматель размещен между роликовой сасимающей клетью и выходной частью с отделочными клеТЯМИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1976 |
|
SU623607A1 |
| Трубоэлектросварочный стан | 1977 |
|
SU667268A1 |
| Способ обработки внутренней поверхности сварных труб и трубоэлектросварочный стан для его осуществления | 1976 |
|
SU647029A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ производства сварных труб | 1975 |
|
SU551072A1 |
| Гратосниматель для обработки труб | 1982 |
|
SU1038073A1 |
| Трубоэлектросварочный стан | 1976 |
|
SU612727A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| Способ изготовления прямошовных труб | 1988 |
|
SU1722647A1 |