1
Изобретение относится к способам удаления внутреннего грата в трубах большой длины преимущественно толстостенных из цветных металлов. Оно предназначено для использования в металлургической промышленности при производстве продольно-сварных труб.
Известен способ обработки внутренней поверхности труб, при котором сварную трубу деформируют в направлении, перпендикулярном к движению трубы с изменением ее поперечного сечения, срезают с деформированной поверхности трубы внутренний грат, а затем трубу правят и калибруют 1. При этом деформацию трубы осуществляют на отдельных участках, периодически чередующихся с участками, не подверженными деформации, а после правки и калибровки срезают оставшийся внутренний грат 1. Это позволяет облегчить удаление стружки из внутренней полости трубы за счет стабилизации процесса измельчения.
Данный способ не позволяет производить удаление внутреннего грата с толстостенных труб вследствие затирания инструмента в процессе раздачи ее изнутри.
Наиболее близким решением из известных является способ обработки внутренней поверхности труб, при котором трубу в
процессе ее перемещения изгибают по радиусу, в зоне изгиба срезают грат режущим инструментом, шарнирно установленным на штанге, а затем трубу повторно изгибают,
5 сообщая ей первоначальное направление перемещения 2J.
Недостатком известного способа является отсутствие измельчения срезаемой стружки, что вызывает трудности в процессе промывки внутренней полости трубы от стружки и щлама.
Целью изобретения является облегчение удаления стружки из внутренней полости трубы путем измельчения срезаемой струж15 ки.
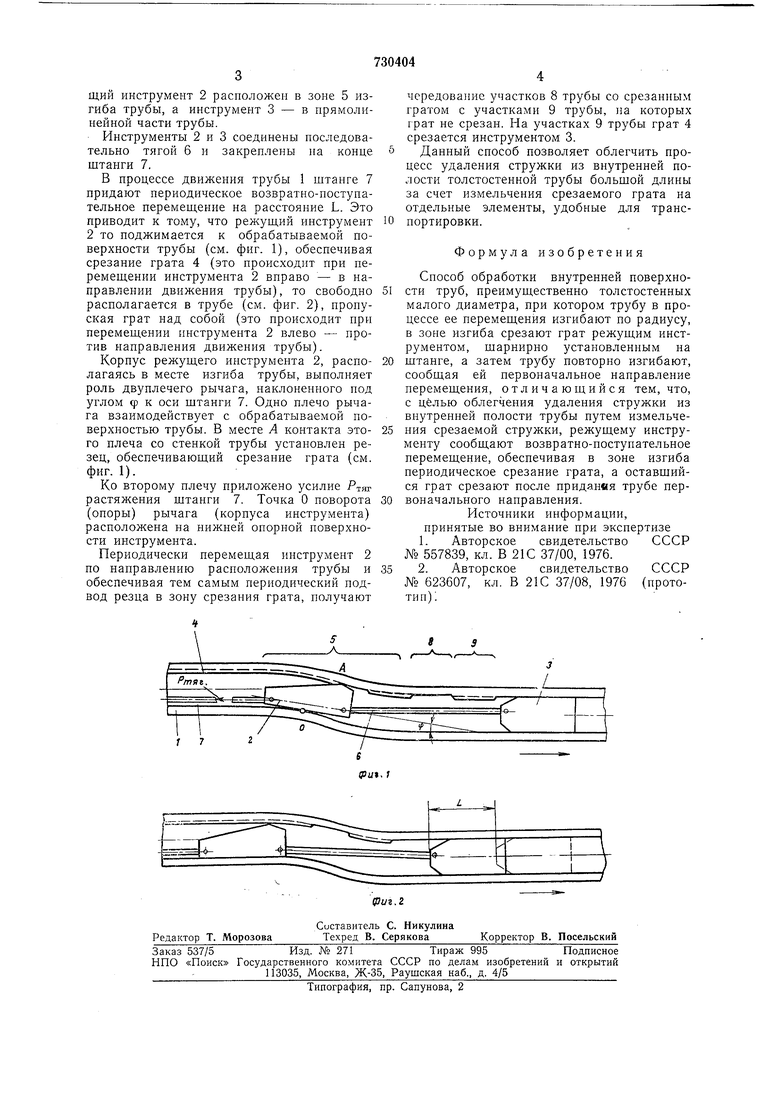
Указанная цель достигается тем, что режущему инструменту сообщают возвратнопоступательное перемещение, обеспечивая в зоне изгиба периодическое срезание гра20 та, а оставщийся грат срезают после придания трубе первоначального направления. На фиг. 1 изображена труба с расположенными вн)три инструментами для срезания грата (вид соответствует периоду
25 срезания грата инструментом, расположенным в зоне изгиба трубы); на фиг. 2 - то же (вид соответствует периоду отсутствия срезания грата этим инструментом).
В трубе 1 размещены режущие инстру30 менты 2 и 3 для срезания грата 4. Режу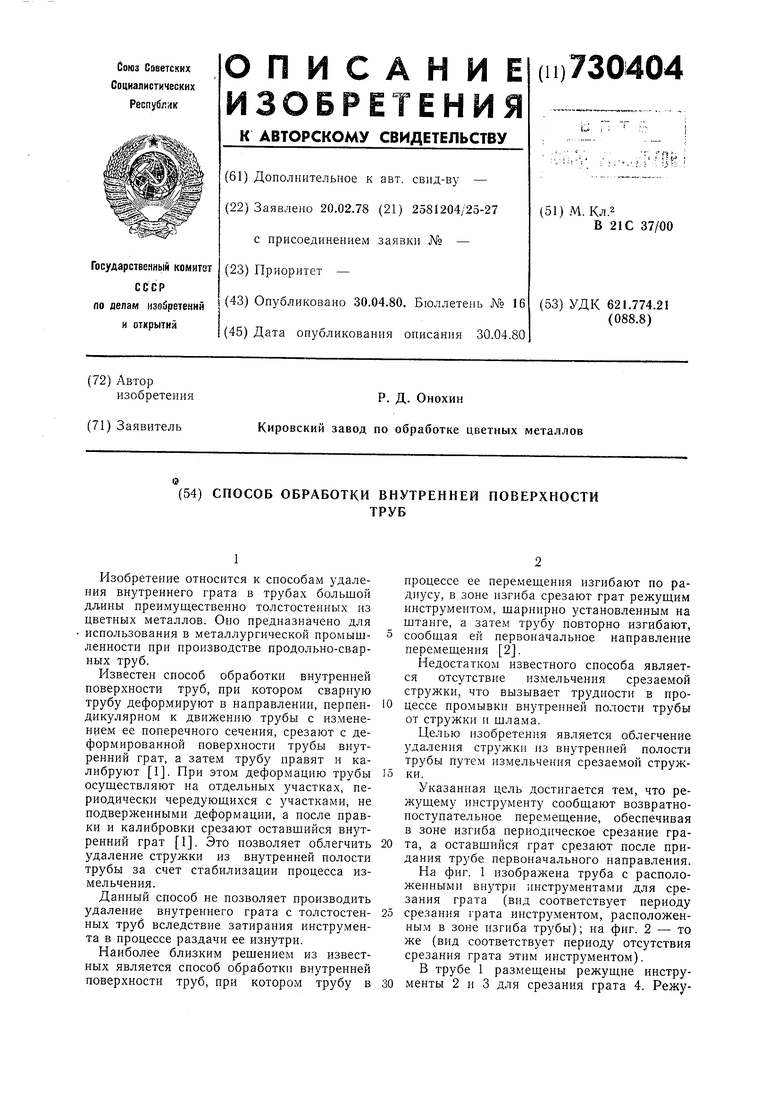
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1977 |
|
SU667268A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, и инструмент для его осуществления | 2023 |
|
RU2820230C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| УЗЕЛ С КОЛЬЦЕВЫМ РЕЖУЩИМ ИНСТРУМЕНТОМ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВТУЛКА И ОПРАВКА | 2014 |
|
RU2675439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ | 1996 |
|
RU2100115C1 |
| Устройство для удаления внутреннего грата | 1980 |
|
SU927459A1 |
| Способ изготовления сварных прямошовных труб | 1987 |
|
SU1669607A1 |
| Способ удаления продольного внутреннего грата | 1981 |
|
SU1013105A1 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
