вращения, внутренние гратосниматёли, калибрующие и правильные клети.
Кроме того, стан снабжен дополнительной деформирующей клетью, установленной за первым внутренним гратоснимателем/ а калибрующие и правильные клетиразмещены за вторым гратоснимателем.
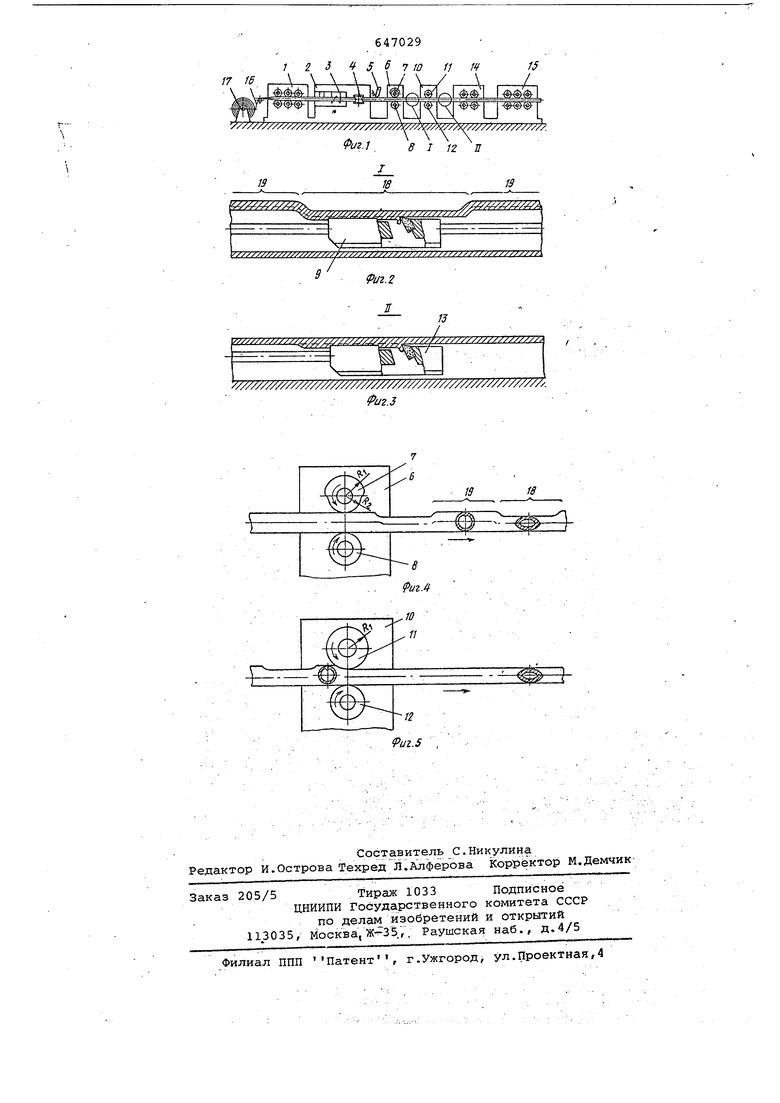
Па фиг.1 изображен стан, общий вид; на .фиг. 2 - узел 1 на фиг.1; на фиг.З - узел II на фиг.1; на фиг. 0 валковая деформиру1бщая клеть; на фиг.З - дополнительная деформирующая клеть,
Трубоэлектросварочный стан содержит последовательно установленные 15 формовочные клети 1, узел 2 сварки с индуктором 3 и сжимающими валк-ами 4, наружный гратосниматель 5, вал,ковую деформирующую клеть 6 с верх-, ним валком If ручей которого выпол- 20 ней с переменным радиусом относительно оси вращения, и нижним валком 8, За валковой деформирующей клетью установлен первый внутренний гратосниматель 9, дополнительная дефор- 25 мирующая клеть 10 с валками 11 и 12, . второй внутренний гратосниматель 13, калибрующие клети 14 и правильные . . : . клети 15. .; . . ; V . -Л:.; . . .V ...
Стан работает; следующим обра- 30 зом. Лента 16, разматываемая с руло- . на 17, поступает в формовочную клеть 1. В клети 1 поперечное сечение ленты, .получает профиль трубной загото вки. Далее, двигаясь через индуктор 3 и . ,,..
л- -
,сжимающие валки 4, трубная заготовка сваривается с образованием грата. Наружный грат срезается режущим ин- . струментом наружного гратоснимателя . 5, и трубаподается в валкЬвую деформирующую клеть 6, где трубу пери- . одически деформируют до образования
эллиптического профиля в поперечном сечении. Внутренний гратосниматель 9 обеспечивает снятие грата.только
на деформированных участках. 18 трубы, Оставляя нетронутыми участки гр атана недеформированных соседних участ- : ках 19. Попадая в дополнительную :...;;. деформирующую клеть 10, труба получает эллипсный профиль по всей длине 50 (деформируются оставшиеся участки ), после чего режущий инструмент второго внутреннего гратоснимателя 13 обеспечивает удаление оставшихся участков .;грата. . ..
Двигаясь дальше, трубапопадает в, калибрующие клети 14,которые придают ей вновь круглую форму в поперечном
,се 1ении,а в. правильных клетях 15 труба подвергается продольной правке.
Работая в деформированных трубах, гратосниматёли жесткой конструкции не затираются из-за уменьшения внутреннего размера трубы, так как в этих местах труба, выполняя роль компенсатора, имеет возможность раздаваться в вертикальном направлении, предотвращая обрыв головок гратоснимателей.
Раздельный съем грата, позволяет одновременно повысить в 2 раза стойкость режущего инструмента (при условии,что деформированные и недеформированные участки трубы будут иметь равную длину) и обеспечить получение, измельченной стружки.
Формула изобретения
1. Способ обработки внутренней поверхности сварных труб, при котором производят деформирование трубы по диаметру на отдельных участках в направлении, перпендикулярном движению трубы, удаление режущим инструментом с деформированных поверхностей внутреннего грата, правку, калибровку и удаление оставшегося грата, отличаю, щийся тем, что, с целью унификацй.и режущего инструмента, после удаления грата с деформированных поверхностей деформируют трубу по диаметру на участках с оставшимсЪ гратом в том же направлении что и ранее деформированн..е участки, удаляют оставшийся грат, а затем . трубу правят и калибруют. . -2, Трубоэлектросварочный стан для осущестйления способа по п. 1,содержащий формовочньае клети, валковую деформирующую клеть, ручей верхнего валка которой выполнен с переменным радиусом, относительно оси вращения, внутренние гратосниматёли, калибрующие и правильные клети, отлилаю щ и и с я тем, что онснабжен дополнительной деформирующей клетью, установленной за первым внутренним гратоснимателем, а калибрующие и пра-. Вильные клети размещены за вторым гратоснимателем. ;.
Источники информации, принятые о внимание при экспертизе
1.Авторское свидетельство СССР № 427756, кл. В 21 С 37/06, 1971.
2.Заявка 2339739/27, 9.03.76, о которой принято решение о выдаче вторского свидетельства,
3.Заявка 2367279/27,01.06.76,, о которой принято решение о выдаче вторского свидетельства.
7 f J S В 7 ro 11 n i
n 16 V
/ /y/- ///// ///(//W//)//(///////////////,
W
,
.L y / -rp-
- / //f - -f j /// ////// / ///J/ //7y/77
a . .Z Ш,
I I
Г1ПлГм 1 1 1 «./.
13
3
y///////w////////////7/////////// ///7////7////////// fuz.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1976 |
|
SU612727A1 |
| Трубоэлектросварочный стан | 1976 |
|
SU623607A1 |
| Трубоэлектросварочный стан | 1977 |
|
SU667268A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| Трубоэлектросварочный стан | 1989 |
|
SU1660783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Технологический инструмент трубоэлектросварочного стана | 1983 |
|
SU1126352A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1970 |
|
SU277153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ПОЛУЧАЕМЫХ КОНТАКТНОЙ СВАРКОЙ СОПРОТИВЛЕНИЕМ, ИМЕЮЩИХ УЛУЧШЕННЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ ШВОВ | 2006 |
|
RU2417851C2 |