I
Изобретение относится к области трубосварочного производства, в частности к установке для изготовления продольно-сварных толстостенных труб.
Известен трубоэлектросварочный стан, содержащий последовательно установленные формировочные клети, узел сварки, внутренний гратосниматель и выходную часть с отделочными клетями l .
Однако известный .стан не обеспечивает стабильного процесса обработки внутренней поверхности труб, так как используемый в нем внутренний гратосниматель не рассчитан на слежение за колебаниями размера внутреннего диаметра трубы. Это приводит или к недосрезанию грата при превышении внутреннего диаметра трубы,, или к работе гратоснимателя с натягом при занижении внутреннего диаметра трубы что приводит к обрыву головки гратоснимателя.
Известен также трубоэлектросварочный стан, содержащий последовательно установленные формовочные клети, узел сварки, деформирующую клеть, внутренний гратосниматель и
ВЫХОДНУЮ часть с отделочными клетями 2 .
Указанный стан позволяет стабилизировать процесс удаления внутреннего грата с труб малого диаметра за счет овализации трубы в деформирующей клети, так как при этом сохраняется постоянство натяга между трубой и гратоснимателем.
Однако этот стан не позволяет стабилизировать процесс обработки внутренней поверхности толстостенных труб малого диаметра, так как усилие раздачи изнутри при этом
слишком велико и приводит к затиранию и обрыву головки гратоснимателя. Целью изобретения является стабилизация процесса удаления внутреннего грата с толстостенных труб малого
диаметра.
Цель достигается тем, что деформирующая клеть выполнена в виде двух комплектов последовательно установленных гибочных роликов, а внутренний
гратосниматель размещен в месте
расположения первого комплекта указанных роликов.
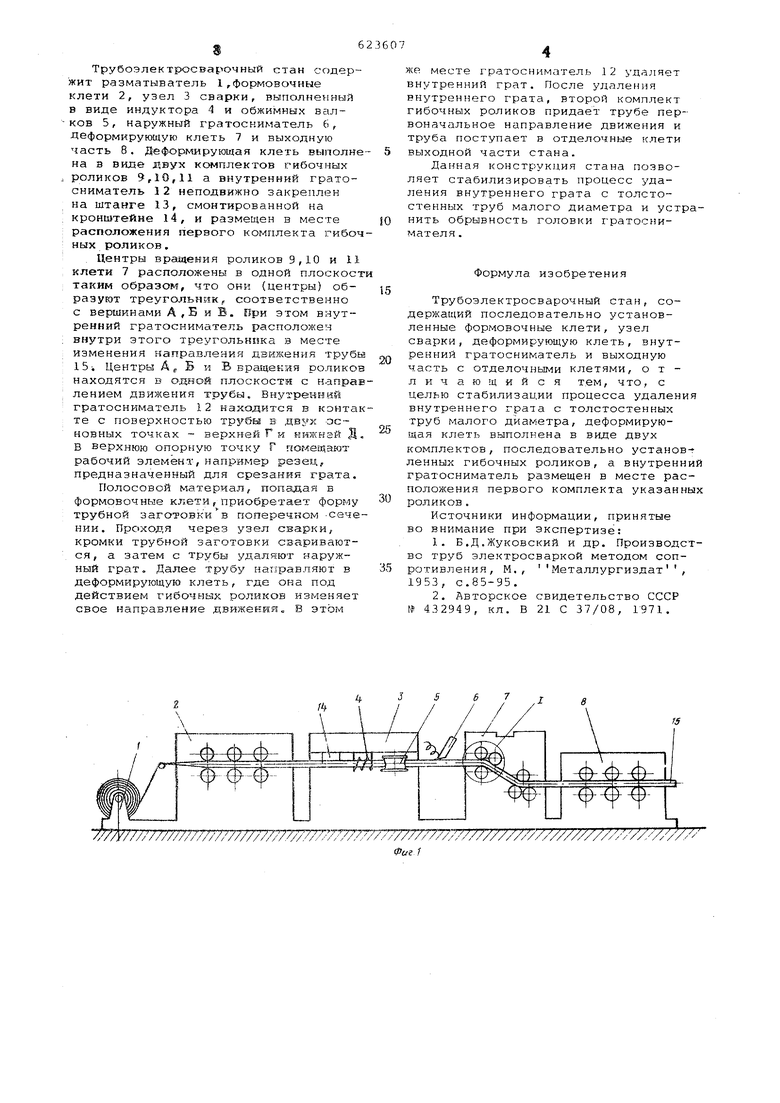
На фиг.1 изображен описываемый трубоэлектросварочный стан, общий
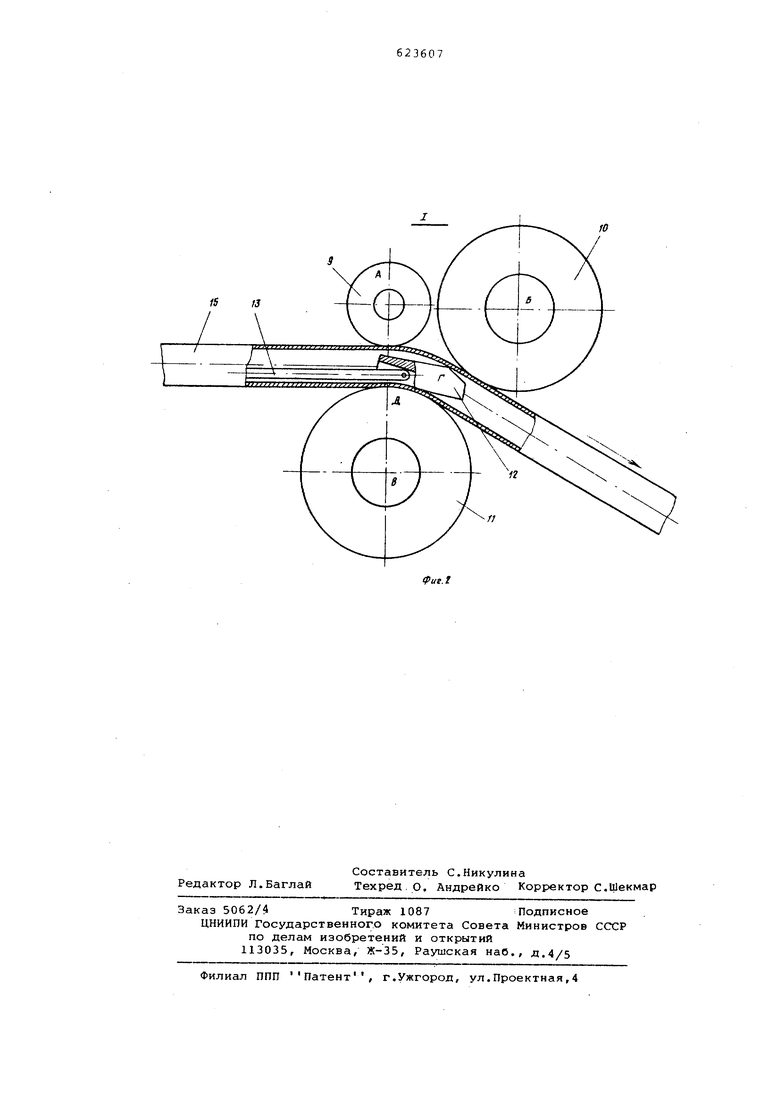
вид; на фиг.2 - узел I на фиг.1. g Трубоэлектросварочный стан содер жит разматыватель 1,Формовочные клети 2, узел 3 сварки, выполненный в виде индуктора 4 и обжимных валков 5, наружный гратоскиматель 6, деформирующую клеть 7 и выходную часть 6, Деформирующая клеть выполн на в виде двух комплектов гибочных роликов 9,10,11 а внутренний гратосниматель 12 неподвижно закреплен на штанге 13, смонтированной на кронштейне 14, и размещен в месте расположения первого комплекта гибо ных роликов. . Центры вращения роликов 9,10 и 11 клети 7 расположены в одной плоскос таким образом, что они (центры) образуют треугольник, соответственно с вершинами А,Б и В, При этом внутренний гратосниматель расположен внутри этого треугольника в месте изменения направления движения труб 15i Центры Д„ Б и В вращения ролико находятся в одной плоскости с напра лением движения трубы. Внутренний гратосниматель 12 находится в конта те с поверхностью трубы в двух основных точках верхней Г и нижнэй Д В верхнюю опорную точку Г гюкещают рабочий элемент,например резец, предназначенный для срезания грата. Полосовой материал, попадая в формовочные клети , приобретает форму трубной заготовкив поперечном сече нии. Проходя через узел сварки, кромки трубной заготовки свариваются, а затем с трубы удаляют наружный грат. Далее трубу направляют в деформирующую клеть, где она под действием гибочных роликов свое направление движения. 8 этом же месте гратосниматель 12 удаляет внутренний грат. После удаления внутреннего грата, второй комплект гибочных роликов придает трубе первоначальное направление движeF ия и труба поступает в отделочные клети выходной части стана. Данная конструкция стана позволяет стабилизировать процесс удаления внутреннего грата с толстостенных труб малого диаметра и устранить обрывность головки гратоснимателя. Формула изобретения Трубоэлектросварочный стан, содержащий последовательно установленные формовочные клети, узел сварки, деформирующую клеть, внутренний гратосниматель и выходную часть с отделочными клетями, отличающийся тем, что, с целью стабилизации процесса удаления внутреннего грата с толстостенных труб малого диаметра, деформирующая клеть выполнена в виде двух комплектов, последовательно установ-г ленных гибочных роликов, а внутренний гратосниматель размещен в месте расположения первого комплекта указанных роликов. Источники информации, принятые во внимание при экспертизе: 1.Б.Д.Жуковский и др. Производство труб электросваркой методом сопротивления, М,, Металлургиздат, 1953, с.85-95. 2.Авторское свидетельство СССР tf 432949, кл. В 21 С 37/08, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУ БОЭЛЕКТРХ ВАРОЧНЫЙ СТАН | 1971 |
|
SU432949A1 |
| Трубоэлектросварочный стан | 1977 |
|
SU667268A1 |
| Способ обработки внутренней поверхности сварных труб и трубоэлектросварочный стан для его осуществления | 1976 |
|
SU647029A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| Трубоэлектросварочный стан | 1976 |
|
SU612727A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ производства сварных труб | 1975 |
|
SU551072A1 |
| Гратосниматель для обработки труб | 1982 |
|
SU1038073A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
/ /
ff
Фиг
