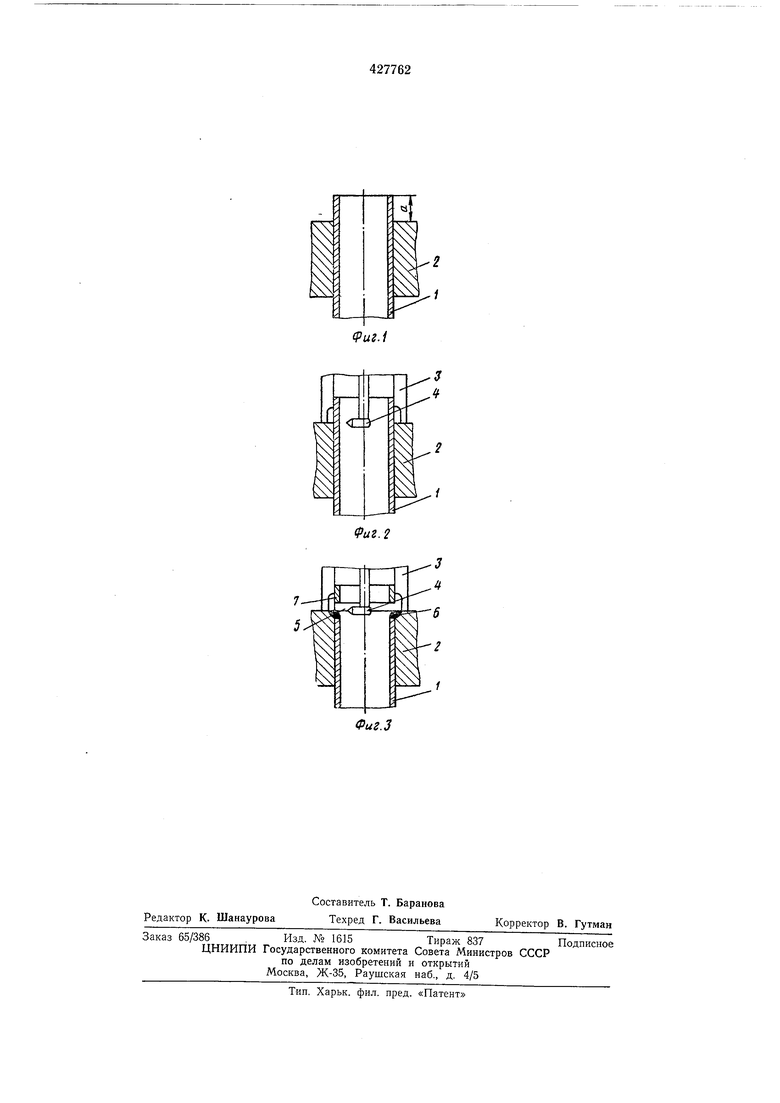
Изобретение относится к области сварки труб с трубными решетками и может найти применение в химической, энергетической, судостроительной и других отраслях промышленности. Известен способ сварки труб с трубными решетками неплавящимся электродом, при котором торцы трубы устанавливают выступаюШ.ИМП над поверхностью трубной решетки, а сварку производят изнутри с последуюш,ей обрезкой выступающих частей труб. Основным недостатком этого способа является то, что после сварки операция обрезки производится с помощью других инструментов или приемов, что приводит к загрязнению мест сварки и снижает производительность процесса изготовления трубных реше. ток. Для устранения указанных недостатков сварку и резку производят одновременно, для чего электрод располагают таким образом, чтобы продольная ось его лежала в плоскости обрабатываемой поверхности решетки. На фиг. 1 показана сборка соединения; на фиг. 2 - соединение в сборе со сварочным устройством; фиг. 3 иллюстрирует процесс сварки и обрезки выступающей части трубы. В процессе сборки трубной системы под сварку (фиг. 1) трубы / вставляются в отверстие трубной доски 2. При этом конец трубы выступает над поверхностью трубной рещетки (выступ а). Конечная часть трубы / зажимается цангой 3 сварочной головки. Головка устанавливается таким образом, чтобы ось неплавящегося электрода 4 была расположена в плоскости наружной поверхности трубной решетки. При зажигании сварочной дуги 5 (фиг. 3) стенка трубы проплавляется на всю толщину и частично расплавляется металл трубной доски, образуя шов 6. При этом од-: повременно электрической дугой обрезается часть трубы, выступающая над трубной доской. Отрезанная дугой часть трубы 7 остается зажатой в цанге устройства. Предмет изобретения Способ сварки труб с трубными решетками неплавящимся электродом, при котором торцы трубы устанавливают выступающпмп над поверхностью трубной решетки, а сварку пропзводят изнутри с последующей обрезкой выступающих частей труб, отличающийся тем, что, с целью повышения производительности процесса за счет совмещения процессов сварки и обрезки выступающих частей труб, электрод располагают таким образом, чтобы продольная ось его лежала в плоскости поверхности решетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ герметичной сварки труб с трубными решетками | 1984 |
|
SU1234131A1 |
| Способ соединения труб с трубной решеткой | 1982 |
|
SU1038151A1 |
| Установка для сварки труб в трубных досках | 1986 |
|
SU1412919A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ | 1967 |
|
SU195581A1 |
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |