1
Предлагаемое устройство относится к технике сварки неповоротных стыков труб, лревмущественно в стесненных монтажных условиях, IB особенности При многопроходной свар1 е.
Известно устройство для сварки неповоротных стыков труб, содержащее корпус, кулачковое устройство, управление циклом сварки, замыкающее ,и размыкающее в определенной последовательности контактные группы, управляющие различными параметрами цикла сварки.
Предлагаемое устройство отличается от известного тем, что кулачковый мехаиизм управления циклом аварки снабжен потенциометром .и дополнительным кулачком, установленным на оси основного кулачка и связанным с потенциометром посредством предусмотренных шарнирно закрапленного на корпусе рычага и жестко связанного с рычагом зубчатого сектора, при этом привод перемещения горелки связан с основным и дополнительньш кулачками кинематической системой, обеспечивающей непрерывное вращательное движение основного кулачка и прерывистое - дополнительного кулачка.
Это позволяет уменьщить габариты устройства и обеспечить плавное изменение скорости сварки, что повышает .качество выполнения ЩБ01В при многопроходной сварке.
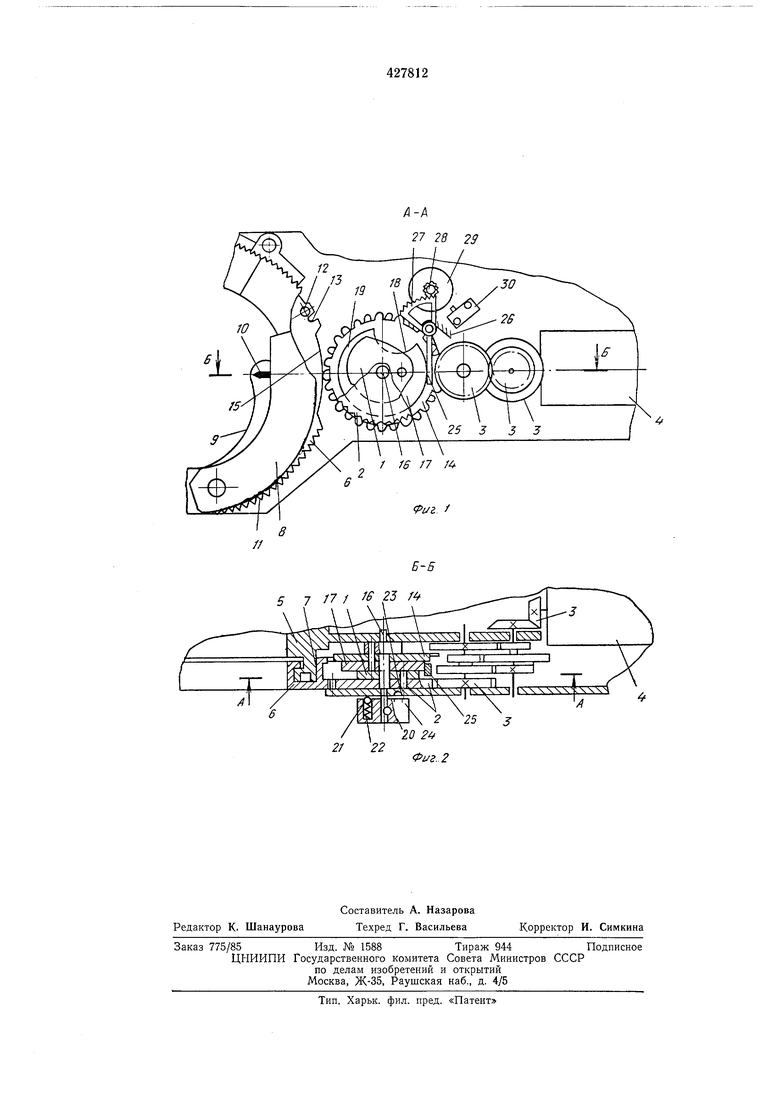
На фиг. 1 показано устройство для сварки неповоротных стыков труб, общий вид; на фиг. 2 - то же, разрез.
Устройство содержит кулачок 1, жестко связанный с шестерней 2, сцеплениой через цилиндрический редуктор 3 с двигателем 4, закрапленным на корпусе 5. Другой частью шестерня 2 сцеплена с планшайбой 6, свободно сидящей в Цилиндрических направляющих
7жорпуса 5. Па планшайбе 6 шарнирно закреплена горелка 8 с .копиром 9. На горелке
8закреплен электрод 10. На планшайбе 6 параллельно зубчатому венцу 11 выполнены цевка 12 и паз 13, через -которые планшайба 6 входит IB зацепление с ведомым цевоч-ным колесом 14. По 1венцу цевочного зацепления планшайбы 6, кроме места крепления цевки 12 и паза 13, и-меется цилиндрическая поверхность 15, несколько меньшая требуемой для нормального зацепления. Цевочное колесо 14 жестко сидит на оси 16 вместе с дополнительным кулачком .17. Наружная поверхность дополнительного кулачка 17 имеет впадину /S и
профилированную noBCtpXHOCTb 19. Кулачок / и шестерня 2 свободно сидят на оси 16, на которой жестко закреплена рукоятка 20 с фиксатором 21 и пружиной 22. На корпусе 5 Имеются лунки 23 для фиксатора 21. На поверхности рукоятки 20 нанесена, шкала 24. Рычаг 26 шарнирно закреплен на корпусе 5 и, подпружиненный пружиной (26, опирается одним плечом на профилированную кулачковую поверхность 19 до:полнительно1го кулачка 17, другое плечо рычага 25 выполнено ,в виде зубчатого сектора 27, зацепленного с шестерней 28, жестко скрепленной с потенциометром .29 управления скоростью, например, скоростью сварки. (Контактная груипа 30, выполненная в виде Микропереключателя, закреплена иа корпусе 5.
Предлагаемое устройство работает следующим образом.
При повороте рукоятки 20 ось 16 перемещает дополнительный кулачок 77 с цевочным Колесом 14, задавая его положением нужное количество сварных проходов. Поверхность 15 ие ярепятствует повороту цевочного колеса 14. Выставку цевочного колеса 14 обеспечивает фиксатор 21, пружина 22, лунка 23. Шкала 24 позволяет устанавливать необходимое количество проходов цри настройке и IKOHтролировать оставшееся количество проходов до конца цикла сварки.
Двигатель 4 через цилиндрический редуктор 3 и шестерню 2 вращает планшайбу 6 с закрепленными на ней горелкой 8, копиром 9, электродом 10. Планшайба 6 скользит в цилиндрических направляющих 7 корпуса 5. Цевка 12 и паз 13 перемещают дискретно цевочное колесо 14 со 1скреплен,ньш с ним дополнительным кулачком 17. Пружина 26 прижимает рычаг 25 к профилированной поверхности 19 дополнительного «улачка 17. По окончании лоследнего прохода в момент зацепления планшайбы 6 с цавочным колесом 14 рычаг 2.5 соскакивает с профилированной поверхности 19 во впадину 18 и начинает окользить по кулачку i/. Передаточное отношение между шестерней 2 и планшайбой 6 - целое число и кулачок / закреплен относительно
шестерни 2 таким образом, что начальное положение кулачка / всегда противостоит рычагу 25 в момент зацепления цевки 12 и паза / с цевоч1нььм колесом 14. :Кулачок 1 через
рычаг 25, зубчатый сектор 27 и шестерню 38 изменяет сигналы на нотенциометре 25. который, в свою очередь, изменяет скорость сварки. В Конце цикла зубчатый ;се;ктор 27 воздействует на контактную группу 30, которая выдает сигнал иа окончание сварки, например, иа выключение сварочного тока и остановку двигателя.
Поворотом рукоятки -20 можно изменять по мере надобности количество проходов и в
процессе сварки.
Предмет и 3 о б р е т е (Н и я
Устройство для сварки иеповоротных стыков труб, содержащее корпус, кулачковый механизм, управление циклом сварки, сварочную горелку и (Привод ее перемещения, отличающееся тем, что с целью по1вышения качества многопроходной аварки за Счет плавного изменения скорости сварки и сокращения габаритов устройства, кулачковый механизм управления циклом сварки снабжен потенциометром управления скоростью сварки И
дополнительным кулачком, установленным на оси основного кулачка и связанным с потенциометром посредством предусмотренных шарнирно закрепленного на корпусе рычага и жестко связанного с рычагом зубчатого сектора, при этом привод перемещения горелки связан с основным и дополнительным кулачком Кинематической системой, обеспечивающей непрерывное вращательное движение основного кулачка и прерывистое - дополнительного кулачка.
2J 22
Фиг.. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для многопроходной сварки кольцевых неповоротных швов | 1986 |
|
SU1389961A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Поворотно-делительный стол | 1990 |
|
SU1773685A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |