Изобретение относится к области сварки и может айтк применение прк строительстве моь :ажных заводских и технологических трубопроводов. Известно также устройство для сварки неповоротных стыков, имеющее S-образвый корпус, вращающуюся планшайбу со сварочной горелкой и ме ханизм крепления устройства на трубе, состоящий из неподвижно закрепленного сменного индивидуального вкладыша штанги, возвратно-поступательно перемещающейся относительно корпуса с помощью пары винт-гайка l|. йтанга на консольной части имеет также смен ный вкладыш, который поджимает свари ваемую трубу к верхнему, неподвижно закрепленному сменному вкладышу, осу ществляя центрирование и крепление механизма на трубе. При такой конструкции механизма зажима увеличиваетс габарит устройства за счет выступления резьбовой части штанги и пары винт-гайка за корпус устройства,кроме того, при съеме устройства со сва ренной трубы необходим поворот консольной части штанги, что затрудняет юаботу в особо стесненных монтажных условиях. При этом необходимо изготовление индивидуальных сменных вкладышей на свариваемый типоразмер труб с высокой точностью обработки() внутренних цилиндрических поверхностей вкладышей, чтобы избежать рассогласование размеров вкладышей и свариваемой трубы. А это требует дополнительных производственных мощностей и затрат при изготовлении сменных вкладышей к указанному механизму зажима. Известно также устройство для оварки неповоротных стыков труб, наиболее близкое к данному изобретению по, .техническо сутцности, содержащее ра.зъемный корпус, планшайбу со сварочной горелкой и механизм крепления корпуса на трубе 2 . Механизм крепления корпуса на трубе состоит из зажимных призм. Однако такое выполнение не обеспечивает хорошего центрирования устройства на трубе, устройство имеет большие габариты. Целью данного изобретения является обеспечение самоцентрирования уст ройства и повышение удобства обслуживания.
Для этого предлагаемое устройство снабжено пружинным ободом с зубчатыми секторами, установленными внутри корпуса, механизм крепления корпуса выполнен в виде закрепленных в корпусе с возможностью поворота одного приводного и двух холостых кулачков, внутренняя поверхность которых, обращенная к трубе, выполнена цилиндрической, а внешняя - зубчатой, кинематлчески связанной с зубчатыми секторами .
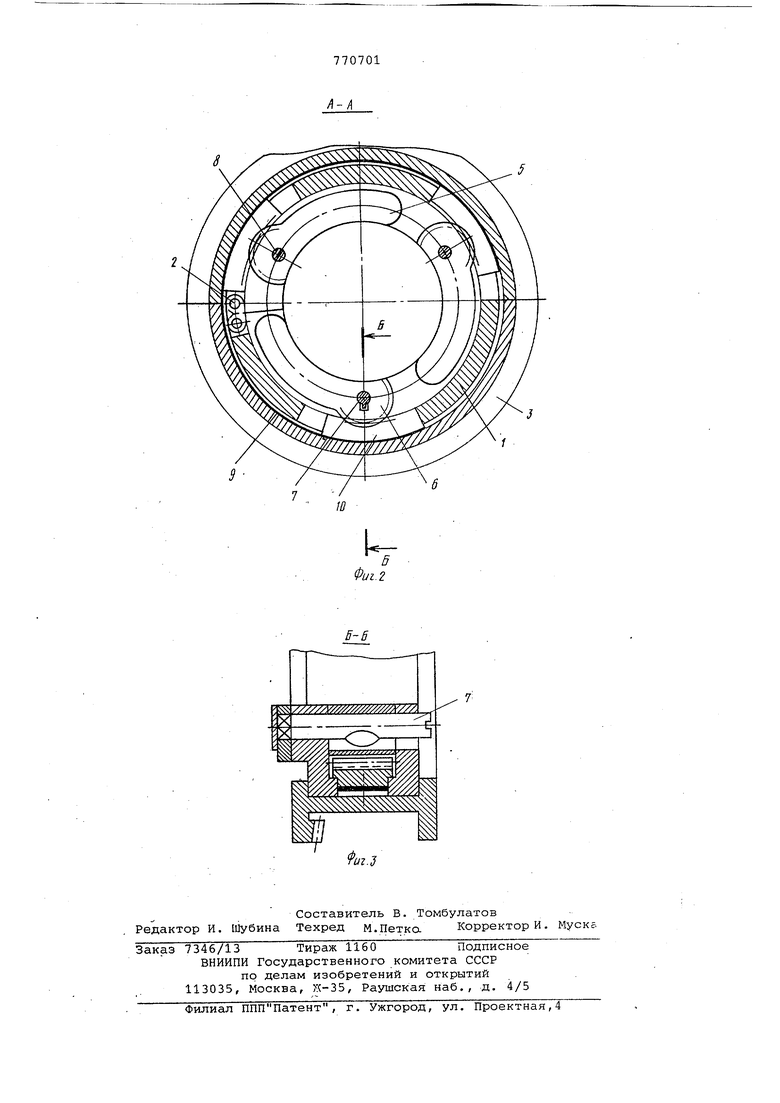
На фиг. 1 показано предлагаемое устройство, общий вид на фиг. 2 разрез А-А на фиг. 1 на фиг. 3 -разрез Б-Б на фиг. 2 (сцепление приводного кулачка с зубчатым сёктором пружинного обода).
Устройство для сварки неповоротных стыков труб содержит разъемный корпус 1, состоящий из двух частей, связанных шарнирами 2, и закрепленную на нем планшайбу 3 со сварочной горелкой 4. Внутри корпуса смонтировны два холостых кулачка 5 и один приводной кулачок б, установленные с возможностью вращения относительно осей 7 и 8. Пружинный обод 9, установленный внутри корпуса 1, имеет зубчатые секторы 10. У кулачков 5 и б внутренняя часть выполнена в виде цилиндрической поверхности, а внешняя - зубчатой, которая входит в зацепление с зубчатыми сектбрами 10 пружинного обода 9.
Перед установкой устройства на свариваемую трубу кулачки 5 и б разведены на размер, больший ,чем наружный диаметр свариваемой трубы. Устройство устанавливается на трубу и спецключом 7 отжимается в осевом направлении и поворачивается. При этом кулачок 6, поворачиваясь,через зацепление зубчатых секторов вращает пружинный обод 9 с зубчатыми секторами 10.
Совместный поворот зубчатых секторов 10 обеспечивает через зубчатое зацепление поворот двух кулачков 5. Поворачиваясь,кулачки 5и б охватываю;р своими внутренними цилиндрическими поверхностями свариваемую трубу, а следовательно крепят и центрируют устройство.
По окончании процесса сварки стыка трубопроводов отжимом и вращением оси 7 разводят кулачки от сваренного трубопровода, раскрывают корпус относительно шарнира 2 и производят съем устройства со сваренных труб.
Использование устройства для сварки неповоротных стыков обеспечивает; самоцентрирование и закрепление устройства на свариваемой трубе отсутствие индивидуальных сменных вкладышей на свариваемые типоразмеры труб; удобство в обслуживании; минимальные размеры по сравнению с существующими конструкциями подобных сварочных устройств, за счет конструктивного расположения механизма крепления внутри разъемного корпуса.
Формула изобретения
Устройство для сварки неповоротных стыков труб, содержащее разъемный корпус, планшайбу со сварочной горелкой и механизм крепления корпуса на трубе, отличающееся тем, что, с целью обеспечения самоцентрирования устройства и повышения удобства обслуживания, оно снбжено пружинным ободом с зубчатыми секторами, установленным внутри корпуса,механизм крепления корпуса выполнен в виде Закрепленных в корпус с возможностью поворота одного приводного и двух холостых кулачков, внутренняя поверхность которых, обращенная к трубе, выполнена цилиндрической, а внешняя - зубчатой, кинематически связанной с зубчатыми секторами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 519304, кл. В 23 К.37/02, 1973.
2.Авторское свидетельство СССР № 413009, кл. В 23 К 37/02, 1971.
7 Pui.i .2

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU427812A1 |
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU929371A1 |