(54) УСТРОЙСТВО ДЛЯ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРОДА
ходимо при сварке корневого шва и для устранения дефектов.
Цель изобретения - повышение прО иэводительности при автоматической многопроходной сварке неповоротных кольцевых стыков путем обеспечения дистанционного управления перемещением горелки., Указанная цель достигается тем, tiTO устройство для сварки с коле банйями электрода, содержащее корйус, в котором расположен вал с подвижно установленным на нем кулачком, кинематически связанным через вилку с виШом, расположённым параллельно валу, и с рычагом, взаимодействующим с горелкой, снабжено системой управления с датчиком положения горелки по ширине разделки и датчиком величины амплитуды колебаний, а также установленным на вклке копиром с профилем, подобным профилю кулачка и закрепленным на рычаге толкателем, кинематически взаимодействующим с датчиком положения горелки по ширине разделки, при этом копир кинематически связан с датчиком величины амплитуды колебаний.
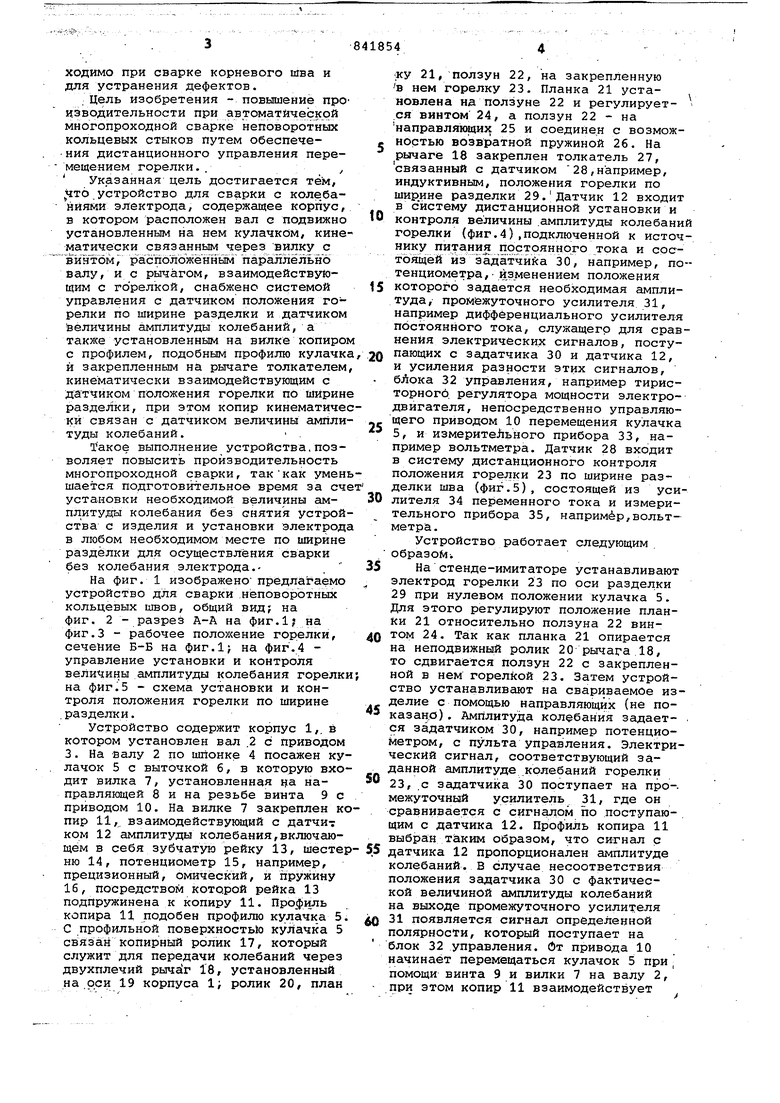
Такое выполнение устройства,позволяет повысить производительность многопроходной сварки, таккак уменьшается подготовительное время за сче установки необходимой величины амплитуды колебания без снятия устройства с изделия и установки электрода в любом необходимом месте по ширине разделки для осуществления сварки без колебания электрода.На фиг. 1 изображено предлагаемо устройство для сварки нёповоротных кольцевых швов, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.3 - рабочее положение горелки, сечение Б-Б на фиг.1) на фиг.4 управление установки и контроля величины амплитуды колебания горелки на фиг.5 - схема установки и контроля положения горелки по ширине .разделки.
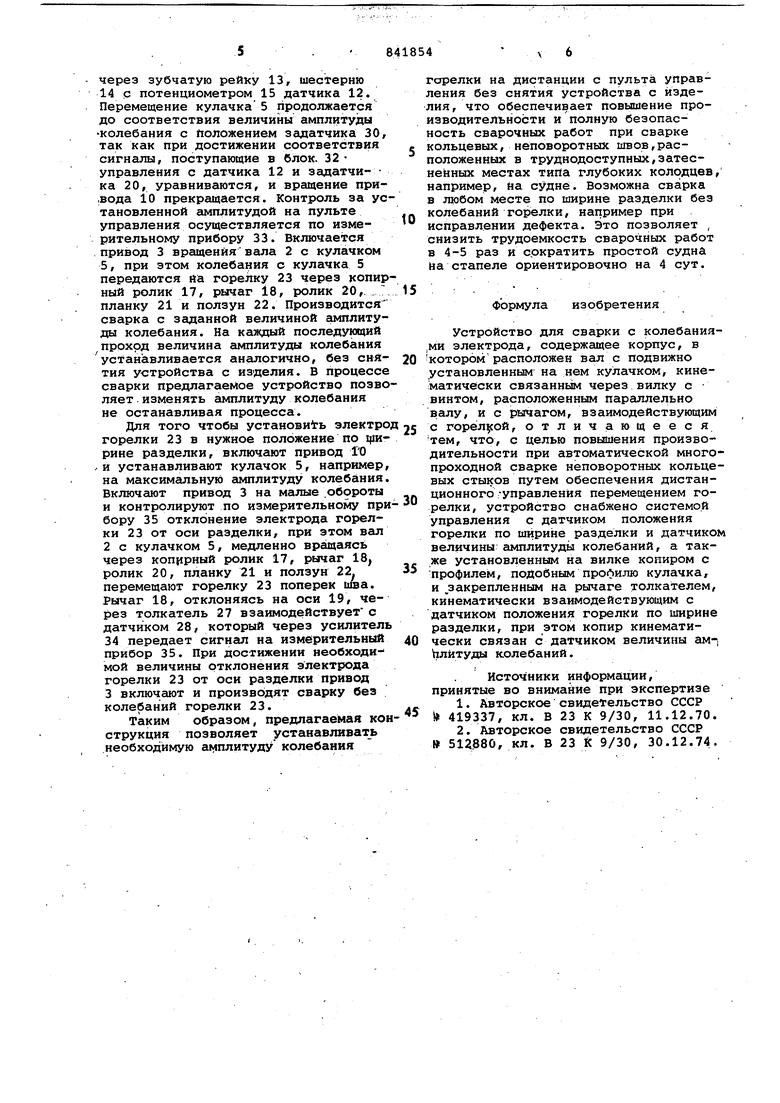
Устройство содержит корпус 1,. в котором установлен вал .2 с приводом 3. На валу 2 по шпонке 4 посажен кулачок 5 с выточкой б, в которую входит вилка 7, установленная ца направляющей 8 и на резьбе винта 9с приводом 10. На вилке 7 закреплен копир 11, взаимодействукядий с датчит ком 12 амплитуды колебания,включающем в себя зубчатую рейку 13, шестерню 14, потенциометр 15, например, прецизионный, омический, и пружину 16, посредством которой рейка 13 подпружинена к копиру 11. Профиль копира 11 подобен профилю кулачка 5. С профильной поверхностью куЛачка 5 связа.н копирный ролик 17, который служит для передачи колебаний через двухплечий рычо1Г 18, установленный на оси 19 корпуса 1; ролик 20, план
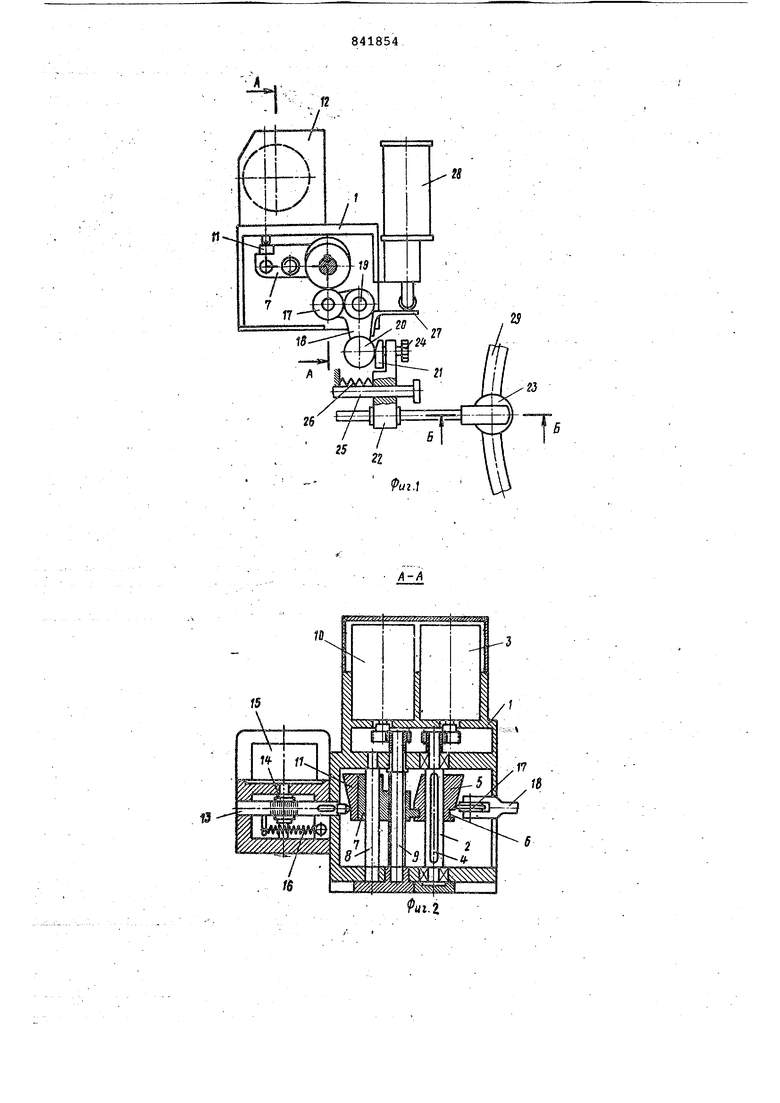
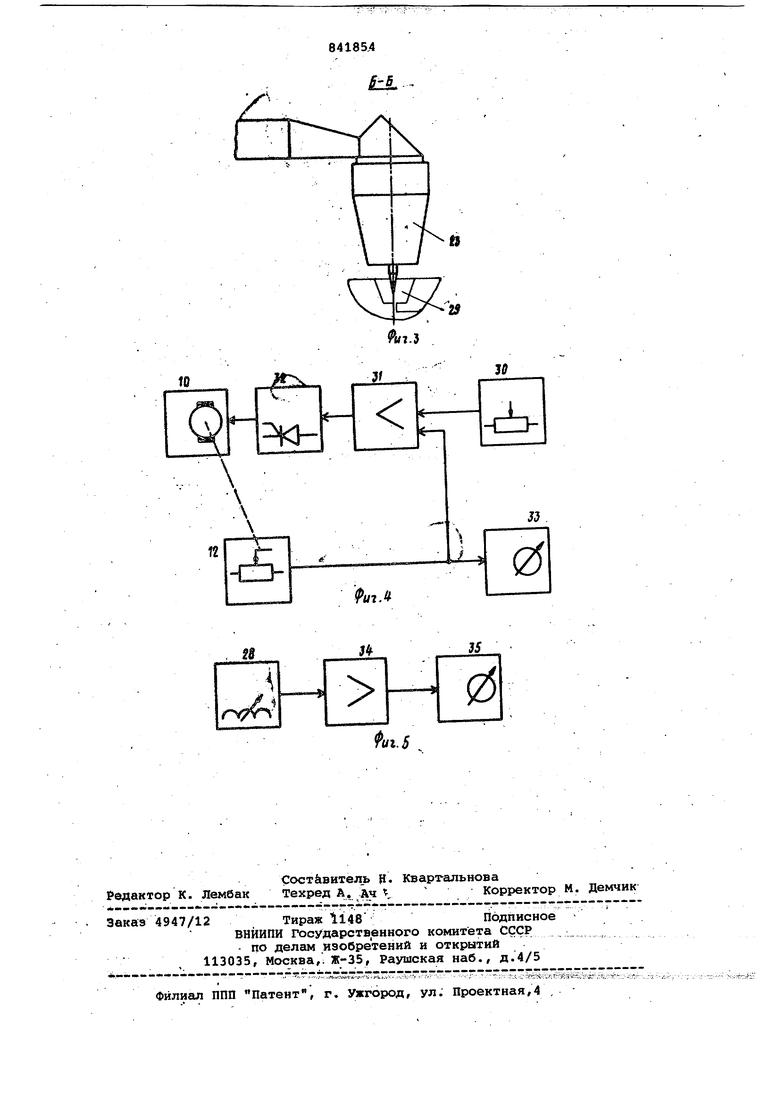
ку 21, ползун 22, на закрепленную в нем горелку 23. Планка 21 установлена на ползуне 22 и регулируется винтом 24, а ползун 22 - на направляющих 25 и соединен с возможностью возвратной пружиной 26. На рычаге 18 закреплен толкатель 27, связанный с датчиком 28,например, индуктивным, положения горелки по ширине разделки 29.Датчик 12 входит в систему дистанционной установки и контроля величины .амплитуды колебани горелки (фиг.4).подключенной к источнику питания постоянного тока и состоящей из эадатчика 30, например, потенциометра, йз менением положения которого задается необходимая амплитуда, промежуточного усилителя 31, например дифференциального усилителя постоянного тока, служащего для сравнения электрических сигналов, поступающих с задатчика 30 и датчика 12, и усиления разности этих сигналов, бЛока 32 управления, например тиристорногО. регулятора мощности электродвигателя, непосредственно управляющего приводом 10 перемещения кулачка 5, и измерительного прибора 33, например вольтметра. Датчик 28 входит в систему дистанционного контроля положения горелки 23 по ширине разделки шва (фиг.5), состоящей из усилителя 34 переменного тока и измерительного прибора 35, например,вольтметра.
Устройство работает следующим образом-.
На стенде-имитаторе устанавливают электрод горелки 23 по оси разделки 29 при нулевом положении кулачка 5. Для этого регулируют положение планки 21 относительно ползуна 22 винтом 24. Так как планка 21 опирается на неподвижный ролик 20 рычага 18, то сдвигается ползун 22 с закрепленной в нем горелкой 23. Затем устройство устанавливают на свариваемое изделие с помощью направляющих (не показано) . Амплитуда колебания задается задатчиком 30, например потенциометром, с пульта управления. Электрический сигнал, соответствующий заданной амплитуде колебаний горелки 23, ,с задатчика 30 поступает на промежуточный усилитель 31, где он сравнивается с сигналом по поступающим с датчика 12. Профиль копира 11 выбра:н таким образом, что сигнал с датчика 12 пропорционален амплитуде колебаний. В случае несоответствия положения задатчика 30 с фактической величиной амплитуды колебаний на вьаходе промежуточного усилителя 31 появляется сигнал определенной полярности, который поступает на блок 32 управления, бт привода 10 начинает перемещаться кулачок 5 при, помощи винта 9 и вилки 7 на валу 2, при этом копир 11 взаимодействует
через зубчатую рейку 13, шестерню 14 с потенциометром 15 датчика 12. Перемещение кулачка5 продолжается до соответствия величины амплитуды колебания с йоложением задатчика: 30, так как при достижении соответствия сигналы, поступающие в блок. 32 управления с датчика 12 и задатчи- ка 20, уравниваются, и вращение привода 10 прекращается. Контроль за установленной амплитудой на пульте управления осуществляется по измерительному прибору 33. Включается привод 3 вращения вала 2 с кулачком 5, при зтом колебания с кулачка 5 передаются йа горелку 23 через копирный ролик 17, рычаг 18, ролик 20,. ,7 планку 21 и ползун 22. Производится сварка с заданной величиной амплитуды колебания. На каждый последующий проход величина амплитуды колебания
устанавливается аналогично, без снятия устройства с изделия. В процессе сварки предлагаемое устройство позволяет изменять амплитуду колебания не останавливая процесса.
Для того чтобы установись электрод горелки 23 в нужное положение по щкрине разделки, включают привод 10
и устанавливают кулачок 5, например, на максимальную амплитуду колебания. Включают привод 3 на малые обороты и контролируют по измерительному прибору 35 отклонение электрода горелки 23 от оси разделки, при этом вал
2с кулачком 5, медленно вращаясь через копррный ролик 17, рычаг 18, ролик 20, планку 21 и ползун 22. перемещают горелку 23 поперек шва. Рычаг 18, отклоняясь на оси 19, через толкатель 27 взаимодействует с датчиком 28, который через усилитель 34 передает сигнгш на измерительный прибор 35. При достижении необходимой величины отклонения электрода горелки 23 от оси разделки привод
3включают и производят сварку без колебаний горелки 23.
Таким образом, предлагаемая конструкция позволяет устанавливать необходимую амплитуду колебания
горелки на дистанции с пульта управления без снятия устройства с изделия, что обеспечи:|ает повышение производительности и полную безопасность сварочных работ при сварке кольцевых, неповоротных швов,расположенных в труднодоступных,затесненных местах типа глубоких колодцев, например, на судне. Возможна сварка в любом месте по ширине разделки без колебаний горелки, например при
0 исправлении дефекта. Это позволяет , снизить трудоемкость сварочных работ в 4-5 раз и сократить простой судна Иа стапеле ориентировочно на 4 сут.
15
Формула изобретения
Устройство для сварки с колебания.ми электрода, содержащее корпус, в
0 котором расположен вал с подвижно установленным на нем кулачком, кинематически связанным через вилку с винтом, расположенным параллельно валу, и с рычагом, взаимодействующим с горёл сой, отличающееся
5 тем, что, с целью повышения производительности при автоматической многопроходной сварке неповоротных кольцевых стыков путем обеспечения дистанционного ;управленйя перемещением го0релки, устройство снабжено системой управления с датчиком положения горелки по ширине разделки и датчиком величины амплитуды колебаний, а также установленным на вилке копиром с
5 профилем, подобным проЛилю кулачка, и .закрепленным на рычаге толкателем, кинематически взаимодействующим с датчиком положения горелки по ширине разделки, при этом копир кинемати0чески связан с датчиком величины амhлитyды колебаний.
Источники информации, принятые во внимаййе при экспертизе
1.Авторское свидетельство СССР
5
t 419337, кл. В 23 К 9/30, 11.12.70.
2.Авторское свидетельство СССР
512880, кл. В 23 С 9/30, 30.12.74.
Яay
.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU427812A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1990 |
|
SU1759580A1 |
й.
IS
s-l..
2S
