Предметом изобретения является способ производства металлических отливок, в частности, стальных отливок.
Уже известно устранение некоторых дефектов в отливках путем введения в изложницу в известной стадии процесса соответствующего металла или сплава с низкой точкой плавления.
Согласно предлагаемому способу те же дефекты или некоторые из них имеется в виду устранить введением в изложницу металла или сплава с низкой точкой плавления до -впуска в нее металла.
При осуществлении этого способа некоторое количество легкоплавкого металла, напр, свинца, в случае производства стальных отливок, вводится в изложницу, где ему дают застыть до впуска металла, или же свинец вводят в изложницу в твердом состоянии в форме диска, бруска, кольца или в иной какой-нибудь подходящей форме. Твердый легкоплавкий металл покрывают крышкой, образующей ложное дно изложницы и обладающей теплоемкостью и теплопроводностью, при которых металл может быть влит полностью или частично, прежде чем легкоплавкий металл начнет
(411)
разжижаться. Крышка может быть выполнена из любого материала, например из чугуна, стали или из двух или более материалов, как например чугун, обложенный с одной или с обеих сторон огнеупорным материалом малой теплопроводности, например асбестовыми листами. Легкоплавкий металл всплывает в пространство между болванкой и изложницей, образовавшееся вследствие сжатия болванки при охлаждении или вследствие расширения изложницы от нагревания. В случае надобности, сопротивление тепловому потоку со стороны легкоплавкого металла дна изложницы и нижних частей стенок ее может быть повышено для того, чтобы большую часть тепла, отдаваемого нижней частью болванки, употребить на разжижение легкоплавкого металла. Уровень, до которого легкоплавкий металл поднимается в изложнице, может быть контролирован регулированием количества легкоплавкого металла, первоначально введенного, до количества, достаточного для того, чтобы заставить всплыть заготовку.
Степень разжижения легкоплавкого металла определит степень поднятия его
уровня в изложнице и, следовательно, степень, в которой охлаждение нижней части болванки активнее охлаждения ее верхней части. Это ступенчатое охлаждение можно варьировать, меняя конструкцию изложницы, например,делая ее стенки толще книзу или искусственно охлаждая изложницу, например прогоняя воздух по поверхности ее в направлении снизу вверх.
При болванках малых и средних размеров риск получения трещин и иных дефектов у многоугольных и квадратных болванок сводится к нулю, и в таких случаях предлагаемый способ применяется преимущественно для регулирования охлаждения болванки в направлении снизу кверху. В случае крупных отливок, когда приходится считаться с риском трещин в наружной зоне, необходимо противодействовать тенденции к трещинам со стороны металла, остающегося жидким в затвердевшей наружной корке во время литья, путем создания, как известно, давления в пространстве между поверхностью болванки и изложницей.
При применении предлагаемого способа с этой целью ложное дно должно получить соответствующую форму. Например, оно может быть гладким или иметь форму тарелки и чащки и обладать сравнительно малой теплоемкостью и тепловым сопротивлением,такчто легкоплавкий металл под ним начинает разжижаться вскоре после начала литья, и уровень его между болванкой и изложницей подымается, как только болванка станет формироваться в изложнице. Постепенное охлаждение болванки, уменьшение толщины дна изложницы по направлению к ее вершине тоже может оказать свою помощь, как уже упоминалось. Постепенное охлаждение может быть осуществлено изменением уровня легкоплавкого металла в изложнице, что может быть достигнуто либо изменением количества первоначально легкоплавкого металла, либо выпуском желаемого количества его из изложницы через отверстие, нормально закрытое например пробкой или как-нибудь иначе.
В некоторых случаях бывает желательно вести разжижение легкоплавкого металла в две стадии; согласно одному из способов, некоторое количество легкоплавкого металла помещают на дно изложницы и закрывают его крышкой, затем на эту крышку помещают другую порцию этого металла и закрывают другой крышкой. Теплоемкость и сопротивление теплопроводности второй крышки выбираются значительно ниже, чем для первой крышки. Когда вливают жидкий металл, легкоплавкий металл между первой и второй крышками быстро разжижается и подымается в пространстве, образовавшемся между наружными поверхностями болванки и внутренними стенками изложницы, и подымает болванку как поплавок, пока не окончится вливание, во всяком случае в течение времени, достаточного для того, чтобы наружный слой болванки затвердел настолько, чтобы удерживал свою жидкую сердцевину без риска. После этого выпускают из изложницы через отверстие достаточное количество легкоплавкого металла, пока болванка не усядется на нижнюю крышку. Затем отверстие закрывают, и вследствие термического сопротивления нижней крышки легкоплавкий металл под нею немедленно плавится. Расплавленный металл снова поднимается между болванкой и стенками изложницы, и в продолжение окончательных стадий застывания болванки может быть достигнуто охлаждение ее снизу вверх.
В некоторых случаях может понадобиться предусмотреть средства против того, чтобы нижняя крышка всплывала при разжижении первой порции легкоплавкого металла. Для этой цели на дне изложницы могут быть предусмотрены выступы или ребра, под которыми располагают крышку.
Когда применяют более чем одно ложное дно или крышку, эти органы и куски легкоплавкого металла, расположенные под ними, могут состоять из различных металлов или обладать разными коэфициентами теплопроводности и разными точками плавления.
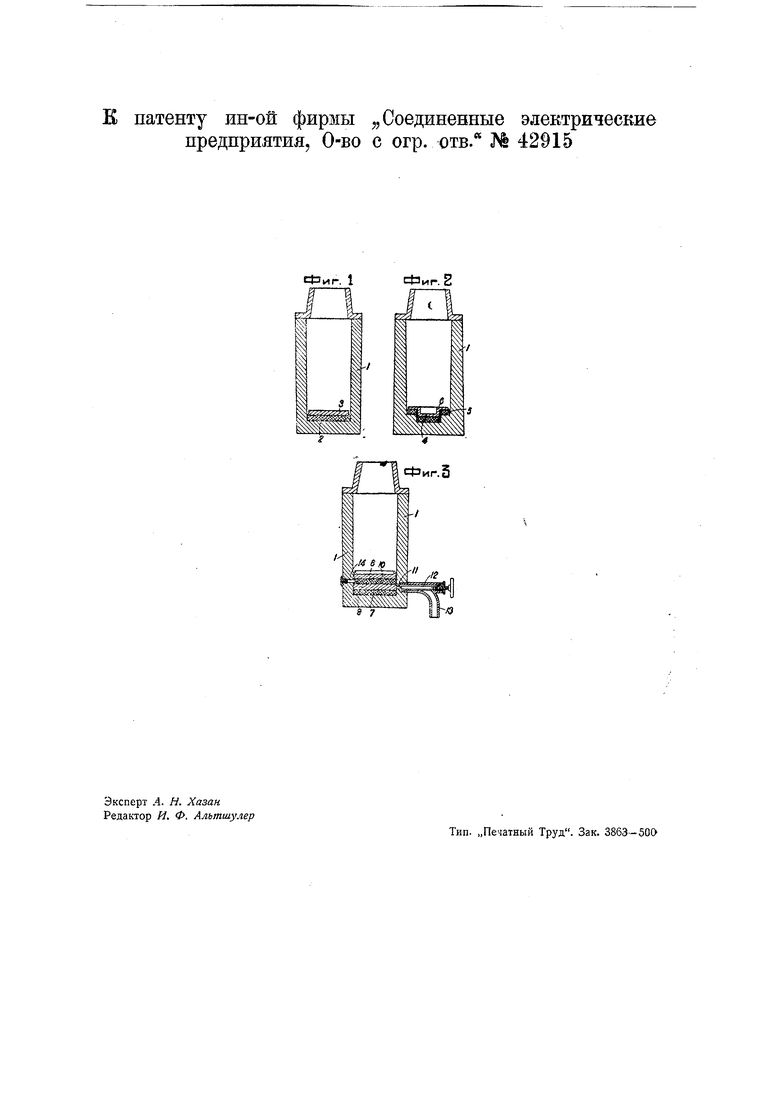
На чертеже фиг. 1 изображает в продольном разрезе изложницу, снабженную ложным дном; фиг. 2-то же по другому варианту и фиг. 3-то же снабженную упором.
Для осуществления предлагаемого способа производства металлических отливок твердый легкоплавкий металл 2,
например свинец, помещенный в изложницу 7, покрывают крышкой 3 из плохо теплопроводящего материала, образующего ложное дно изложницы (фиг. 1).
По фиг. 2 легкоплавкий металл помещают в виде двух кусков 4, расположеиных в углублении дна изложницы их 5, расположенных несколько выше и упирающихся в выступы, образованные в дне изложницы. Части 4 я 5 могут быть из одного металла или из разных металлов, и оба покрыты крышкой б соответствующего сечения, образующей ложное дно. Изложница 7 показана здесь щире у основания, чем в верхней части.
По фиг. 3 два диска 7 и 5 легкоплавкого металла, расположенные на дне изложницы, разделены прокладкой 9 из материала, обладающего соответствующими теплоемкостью и теплопроводностью, а верхний диск 8 покрыт диском 10, также обладающим соответствующими теплоемкостью и теплопроводностью, которые могут быть отличными от тех же свойств прокладки 9, и , образует ложное дно изложницы. В стенке изложницы 7 имеется отверстие //, доходящее до внутренности изложницы и закрываемое пробкой 72, которую можно ввинчивать в часть 7J и вывинчивать из нее для выпуска из изложницы расплавленного легкоплавкого металла.
Через стенку изложницы проходит упор 74, служащий для того, чтобы не дать прокладке 9 всплыть в изложнице после разжижения легкоплавкого металла.
Первоначальное расположение легкоплавкого металла на дне изложницы целесообразно, однако такое расположение не обязательно, так как один или несколько кусков легкоплавкого металла могут быть расположены также и на
разных уровнях изложницы. Расплавленный теплотой отливки металл заполняет промежуток между отливкой и стенками изложницы, причем предусмотрены специальные средства для того, чтобы впустить легкоплавкий металл в этот промежуток.
Предмет патента.
1.Способ производства металлических отливок, по которому жидкий легкоплавкий металл вводится в пространство, образующееся вследствие сжатия слитка при его застывании и расширении изложницы, отличающийся тем, что легкоплавкий металл в жидком виде или в виде твердых кусков вводят в изложницу до вливания в нее отливаемого металла.
2.Прием осуществления способа по п. 1, отличающийся тем, что твердый легкоплавкий металл 2 (фиг, 1), помещенный в изложницу 7, покрывают крыщкой 3 из плохотеплопроводящего материала, образующей ложное дно изложницы (фиг. 1).
3.Прием осуществления способа по п. 1, отличающийся тем, что на дне изложницы помещают°на разных уровнях несколько кусков легкоплавкого металла (фиг. 2).
4.Прием осуществления способа по п. 3, отличающийся тем, что располагаемые на дне изложницы куски легкоплавкого металла отделяют один от другого прокладками из материала соответственно подобранной теплопроводимости и теплоемкости.
5.Изложница для производства отливок по пп. 1-4, отличающаяся тем, что она снабжена выдвижным упором 14 или иными этого рода приспособлениями для устранения возможности всплывания прокладки 9, расположенной под верхним куском легкоплавкого металла, после разжижения последнего. к патенту ин-ой фирмы преднриятия, 0-во ,, Соединенные электрические с огр. отв. № 42915

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| Способ изготовления металлических слитков | 1933 |
|
SU45871A1 |
| Сердечник для отливки полых металлических предметов | 1915 |
|
SU2116A1 |
| Способ ведения сифонной отливки спокойной стали | 1931 |
|
SU31585A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 2005 |
|
RU2302475C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| Способ и устройство для получения отливок из трудноплавких карбидов тяжелых металлов | 1925 |
|
SU25930A1 |
| Способ футеровки изложницы для центробежного литья | 1983 |
|
SU1133024A1 |
| Способ ввода легкоиспаряющихся модификаторов в жидкий чугун "алазен | 1981 |
|
SU1077929A1 |
CtSnr. 1
ХЗ

