В основном патенте № 40845 описан способ изготовления металлических слитков, при котором в щель между застывающей болванкой и стенками изложницы вводят снизу легкоплавкий металл (например, свинец), а с целью регулирования скорости и порядка затвердевания слитка применяется охлаждение или нагревание отдельных частей изложницы.
В предлагаемом видоизменении способа с целью регулирования теплопроводности стенок изложницы легкоплавкий металл или плавкая соль вводятся не только в щель между болванкой и стенкой изложницы, но и в щели, образуемые в самих стенках изложницы.
Согласно настоящему изобретению металли еская изложница имеет одну или более щелей, где помещается вещество, а также имеются средства для подведения металла со сравнительно низкой точкой плавления или плавкой соли в эту щель или в эти щели с возможностью удаления при желании. Благодаря этому удается менять теплопроводимость изложницы в той или в другой части, и вместе с тем удается регулиро(297)
вать охлаждающее действие на отливку во время или после литья по желанию.
При выполнении изобретения форму,, например, изложницу для отливки, можно устраивать с щелью в корпусе таким образом, что получается разделение при помощи двух стенок, каковые стенки- внутренняя и наружная объединяются основанием формы. Одна из стенок может быть сделана отдельною частью по отношению к другой стенке, которая в свою очередь может составлять одноцелое с основанием или не составлять, смотря по желанию.
При другой конструкции щель между внутренней и наружной стенками оставляется только в верхней части формы а нижняя часть делается сплошной.
В форме выполнения внутренняя стенка не является составной частью нижней половины корпуса, а делается отдельной частью и опирается на указанную нижнюю часть соответствующим образом.
В определенных случаях можно форму делать более, чем с двумя частями, так что получается больше щелей между частями. При форме выполнения.
пригодной для литья цилиндрических слитков, форма может состоять из нижней части, идущей заодно с основанием и имеющей направленное вверх трубчатое продолжение с образованием внутренней стенки на верхней части формы. Устроенная концентрично этому трубчатому продолжению втулка можег опираться на фланец, идущий наружу от основания формы, так что получается промежуточная стенка, а снаружи этой втулки можно ставить вторую втулку для получения наружной стенки. Внутренняя стенка, промежуточная втулка и наружная стенка отделены друг от друга соответствующим образом для получения щелей, куда подается низкоплавкий ме-. талл или плавкая соль.
Форма может быть составлена из частей, сделанных из различных металлов.
Если ставится больше, чем одна щель в форме, то низкоплавкий металл может заполнять одну щель, а плавкая соль- другую, или же можно во всех щелях иметь один и тот же материал. Подача низкоплавкого металла или плавкой соли в щели внутри формы может быть контролируема независимо друг от друга.
Термическая проводимость для щели или щелей формы может быть уменьшена путем разделения их на отдельные камеры с помощью упругого заполнения из такого материала, лучще всего из металла, который в состоянии вынести соответствующие условия работы. Так например, можно применять асбест, набивочный отражательный материал или тонкие волнистые металлические листы, волны которых идут в вертикальном направлении, а в случае расположения волн по окружности, с перфорированием металла, чтобы образовавшийся поток низкоплавкого металла или плавкой соли мог попасть в щель.
Хотя настоящее изобретение может быть применяемо независимо, рекомендуется применять его при изготовлении металлических отливок с введением низкоплавкого металла или плавкой соли внутрь щели, имеющейся ме:-кду отливкой и формой, благодаря сжатию отливки или растяжению формы. Щель или щели внутри стенок формы могут быть устроены сообщающимися с внутренней
полостью формы или эти щели могут сообщаться друг с другом, так что низкоплавкий металл или плавкая соль мржет попадать сначала в одну из щелей, а оттуда проходить в другую. Так например, в том случае, когда при изготовлении слитка желательно поддерживать твердую наружную оболочку слитка для избежания осевых трещин или других недостатков, низкоплавкий металл может быть подведен в щель между отливкой и формой как раз перед началом литья. Низкоплавкий металл поднимается в щель, но еще до того, как нагреется форма или части, смежные с щелью, металл будет затвердевать при входе в эту щель или же при прохождении через отверстие изнутри формы по направлению к этой щели, а потому будет задерживаться течение в щель. После окончания литья низкоплавкий металл удерживается внутри формы, пока наружная часть слитка не затвердеет на достаточную глубину, чтобы можно было удалить поддержку, нужную для низкоплавкого металла. Толщина внутренней стенки формы делается достаточной для получения одинакового затвердевания наружной части слитка до надлежащей глубины перед тем, как понизится уровень низкоплавкого металла в щели, непосредственно окружающей слиток. Хорошее термическое соединение между слитком и внутренней стенкой формы, полученное благодаря низкоплавкому металлу, вызывает нагревание внутренней стенки,так что низкоплавкий металл может вытечь в пространство вокруг внутренней стенки, не затвердевая. Уровень низкоплавкого металла в обеих щелях может быть изменен для образования полного затвердевания слитка в направлении от основания к верхушке.
В некоторых случаях можн1 1 низкоплавкий металл или плавкую соль вводить в форме твердого вещества еще до заливания при отливке. Твердое вещество расплавляется теплом отливки, так что разжиженный металл или разжиженная соль может подняться в щелях до надлежащей высоты и в надлежащем соотношении для контроля, по желанию, охлаждения.
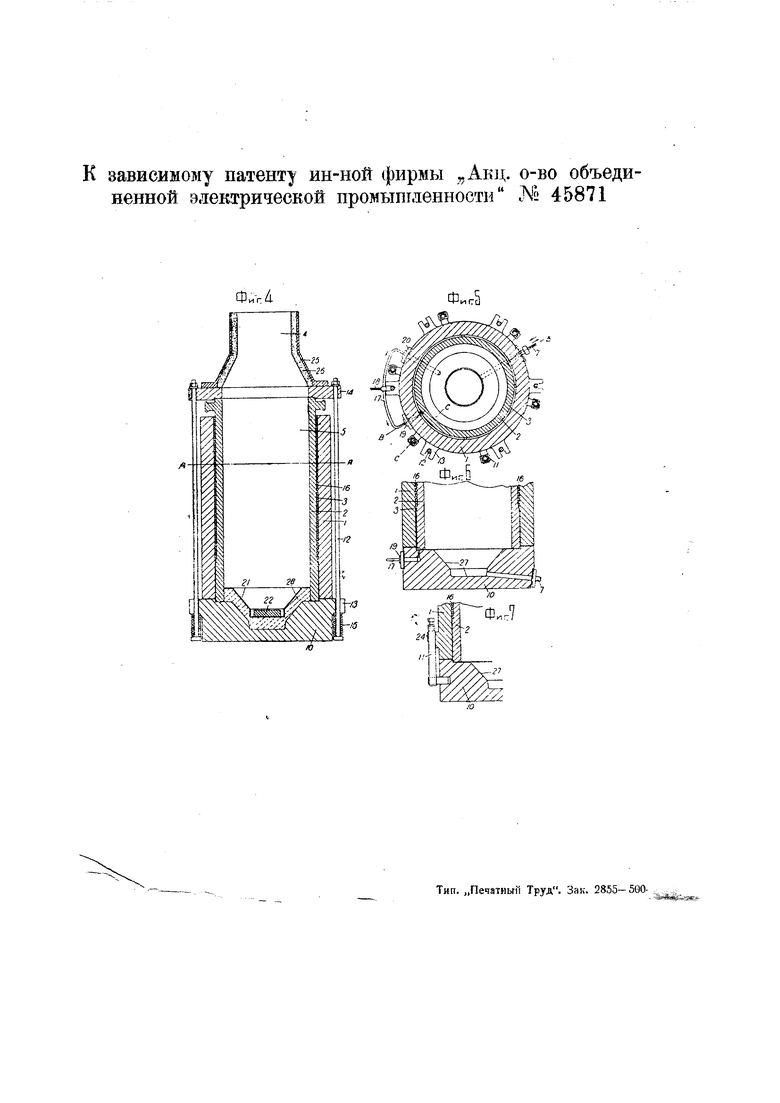
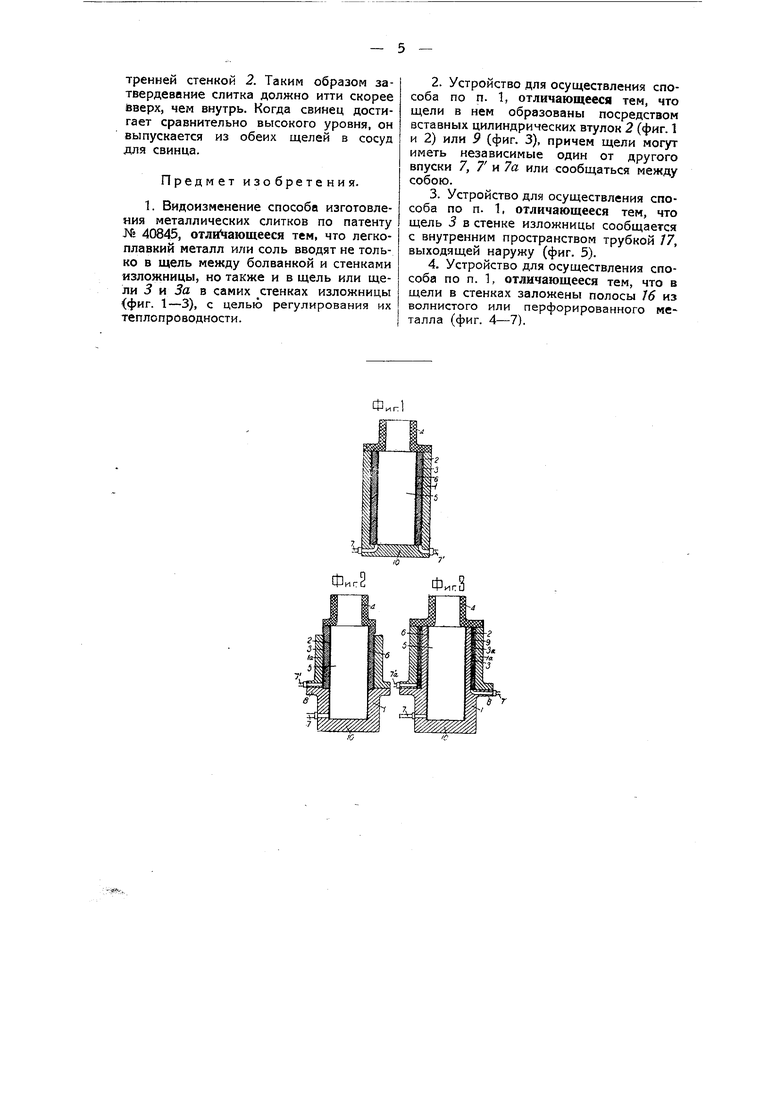
На чертеже фиг. 1, 2 и 3 изображают схематически три различных типа изложниц для слитков; фиг. 4-то же, с применением полосы волнистого или перфорированного металла; фиг. 5-поперечный разрез по АА фиг. 4; фиг. б- вертикальный разрез по ВВ фиг. 5; фиг. 7-то же частичный разрез по СС фиг. 5.
Из.пожница для слитков, показанная на фиг. 1, имеет нижнюю часть-корпус / из литой стали с основанием, согдиненным с частью Ю; корпус снабжается внутренней чугунной втулкой или рубашкой 2, поставленной с определенным зазором от корпуса 7, так что получается кольцевая щель 3. Форма снабжается наполнительной головкой 4 из огнеупорного материала. При наполнении слитка 5 в момент затвердевания между поверхностью слитка и внутренней поверхностью втулки 2 образуется щельб. Низкоплавкий металл, например, свинец или другое плавкое вещество пропускается через отверстие 7, имеющееся в основании 0 формы для наполнения всей или только части щели 6. Отдельный впуск 7 может быть устроен для подачи того же или иного вещества в щель 3 или же обе щели 5 и 6 могут сообщаться около своих нижних концов, например, посредством трубы, на которой можно ставить клапан так, что уровень вещества в каждой щели может быть до известной степени урегулирован отдельно.
При выполнении по фиг. 2 щель 3 между чугунной рубашкой 2 и наружной стенкой формы делается только в верхней части изложницы, а нижняя часть корпуса делается сплошной из литой стали. Втулка 2 не идет до основания формы, но покоится навыемке, образованной на нижней части корпуса 7.
Наружная рубащка 7- из литой стали представляет собой наружную стенку верхней части формы и опирается на фланец 8, сделанный на нижней части корпуса формы. Впуск 7 имеет сообщение с внутренней частью формы, а другой впуск 7 устраивается для кольцевой щели 3 или же последняя может при помощи особого канала сообщаться с внутренней частью формы, как будет сказано ниже.
При устройстве по фиг. 3 промежуточная втулка Я например, из чугуна, ставится между внутренней стенкой 2
формы из литой стали, составляющей одно целое с основанием 7 и с нижней частью формы, с одной стороны, и наружной стенкой 7й,-с другой стороны. Зтулка 9 и стенка 7а опираются на фланец 8 нижней части 7 с основанием W, так что оставляются кольцевые щели 3, За. Так же, как и при устройстве по фиг. 2, имеется впуск 7 для сообщения с полостью формы, и отдельные впускя 7 и 7а могут быть устроены для щелей 3 и 3(1, соответственно, между промежуточной втулкой 9 и внутренней стенкой 2, а также и наружной стенкой 7а. Эти щели 3 н За могут быть соединены между собой при помощи управляемых каналов, так что достигается регулирозка уровня вещества, о чем будет сказано нижг.
Согласно устройству по фиг. 4, 5, б и 7 форма, показанная для изготовления цилиндрических слитков, имеет в основном два концентрично идущих цилиндра, из которых внутренний цилиндр 2-чугунный, а наружный цилиндр 7 -из литой стали, каковые цилиндры ставятся и притягиваются к фундаментной плите 76. Как видно на фиг. 7, наружный цилиндр 7 прикрепляется к фундаментной плите 10 посредством шести схватов 77, зацепляющих за выступы 24, сделанные у нижнего конца цилиндра, и, согласно фиг. 4, внутренний цилиндр 2 притягивается к фундаментной плите 70 посредством шести болтов 72, захватывающих выступы 75, сделанные на фундаментной плите W и проходящие через отверстия, имеющиеся в удерживающей {1лите J4, поставленной наверху цилиндра 2. Между головками болтов 72 и выступами 75 прокладываются пружины 75 для соответствующего сильного нажатия, что позволяет внутреннему цилиндру 2 расширяться под действием разогревания формы.
В щель 3 между внутренним цилиндром 7 2 и наружным цилиндром заложены полосы J6 из волнистого или перфорированного металла, в частности из волнистого железа. Полосы /6 содействуют изоляции цилиндра 2 по отношению к наружному цилиндру 7, так как устраняются циркуляционные потоки воздуха в щели 3. Вертикальные каналы оставляются между полосами /б
для облегчения пропуска свинца как внутрь щели, так и из нее. Питательная головка 4 из огнеупорного материала ставится на плите J4, причем имеется чугунное или стальное покрытие 25, выложенное огнеупорным материалом 26. Как видно на фиг. 5 и 6, впуск 7 делается в основании 10 для сообщения с внутренней полостью формы и этот впуск О1ужит для подачи и увода в расплавленном состоянии свинца или другого плавкого материала как внутрь формы, так и из формы наружу. Впуск 7 может быть соответствующим образом соединен с тиглем для плавления свинца, откуда последний может быть подаваем в форму под давлением. Впуск/устраивается для возможности нагревания электрическим путем уже известным образом, чтобы свинец был в случае надобности в расплавленном состоянии.
Трубка /7 ставится снаружи формы и сообщается у одного конца с впуском 19, показанным на фиг. б, сообщающимся со щелью 3 между внутренним и наружным цилиндром 2 и /, а на другом конце имеется впуск 20, сообщающийся с внутренней частью формы. Труба /7 служит для того, чтобы путем нагревания электрическим образом или путем охлаждения регулировать температуру. Проводник 18 служит для подачи электрического тока к трубе 17.
В качестве варианта, вместо подачи низкоплавкого металла извне, такая подача может производиться и внутри самой формы. При этом имеется слой 28 свинца (фиг. 4) достаточного объема для наполнения щели, образованной между слитком и внутренней стенкой 2 при затвердевании слитка, каковой свинец может протекать при условии образования углубления 27 в основании 10 формы еще до того, как начинается отливка. Слой 28 свинца защищается от расплавляемого металла посредством стальной плиты 21, покрывающей его поверхность, а стальной слой 22 располагается в центральной части этой плиты для защиты от потока расплавленного металла при отливке.
Еще до начала отливки труба 17, соединяющая внутреннюю часть формы со щелью 3, охлаждается, так что свинец внутри находится в твердом состоянии, не будучи подаваем в трубу. Пр наливании стали в форму свинцовый слой 28 расплавляется и расплавленный свинец поднимается в щели, образованные между слитком и изложницей в силу сжатия слитка и расщирения формы,, в виду чего образующаяся слитковая корка поддерживается и тепло может быть быстро передаваемо к внутренней стенке 2. В результате различной плотности стали и свинца уровень последнего поднимается примерно на 0,7 высоты уровня стали. Размеры внутренней стенки 2 рассчитываются таким образом, что означенной высоты достаточно для того, чтобы определенная толщина на поверхности слитка затвердела, и когда такое состояние уже достигнуто, свинец 28 выпускается из щели через отверстие 7 для подачи в сосуд для расплавления свинца. При очистке формы таким образом слиток погружается к основанию формы, а следовательно, на верщине формы остается полость между конической частью головки слитка и наполнительной головкой 4. Получивщаяся таким образом больщая воздушная полость действует в качестве изолятора тепла к задерживает дальнейщее охлаждение этой части головки.
Затем слиток 5 может быть медленно охлаждаем снизу по направлению кверху соответствующим образом путем подведения свинца в форму из сосуда со свинцом, а при подогревании трубки 17 обеспечивается проход расплавленного свинца между двумя щелями и, следовательно, свинец поднимется в обеих щелях на одинаковый уровень. В результате получается поток тепла от внутренней стенки 2, имеющей высокую температуру, к наружной стенке /, которая является сравнительно холодной, а также получается соответствующий путь от слитка 5 к стенке 2. Таким образом достигается сравнительно быстрая передача тепла от слитка к наружной стенке / формы до той точки, где свинец перестает наполнять щели; от этой точки, идет сравнительно медленная передача тепла из-за высокой температуры внутренней стенки, из-за неспособности ее быстро передавать тепло к наружной стенке в виду наличия щели 3, а также нормальной щели между слитком и внукзависимому патенту иы-ной фирмы ,.,, о-во объединенной э.11ек грической промышленности № 45871
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| Устройство для отливки полого слитка | 1983 |
|
SU1130431A1 |
| Способ производства металлических отливок | 1931 |
|
SU42915A1 |
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ СТАЛЬНЫХ СЛИТКОВ | 2005 |
|
RU2285579C1 |
| Сжимающийся сердечник для отливки пустотелых изделий | 1932 |
|
SU38963A1 |
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ ОТРАБОТАННЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1997 |
|
RU2146298C1 |
| ЛИТЕЙНОЕ ОБОРУДОВАНИЕ | 1996 |
|
RU2147968C1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛУРГИЧЕСКИХ ЗАГОТОВОК, ФАСОННОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2573283C1 |
| Изложница для слитков | 1980 |
|
SU1014636A1 |
Тип. „Печатный Труд. Зак. 2855-500 щ,:.
тренней стенкой 2. Таким образом затвердевание слитка должно итти скорее бверх, чем внутрь. Когда свинец достигает сравнительно высокого уровня, он выпускается из обеих щелей в сосуд для свинца.
Предмет изобретения.

