1
Изобретение относится к области сварочного производства.
Известен способ регулирования сварочных процессов, при котором периодически измеряют излучение сварочной ванны, преобразуют измеряемую величину в электрический сигнал и подают его в устройство управления сварочной установкой.
Целью изобретения является обеспечение возможности автоматизации контроля длины дугового промежутка.
Это достигается тем, что но цредлагаемому способу после измерения излучения сварочной ванны производят оптическое выделение излучения конца электрода и по интервалу времени между соответствующими всплесками интенсивности излучения устанавливают требуе.л1ую величину длины дугового промежутка.
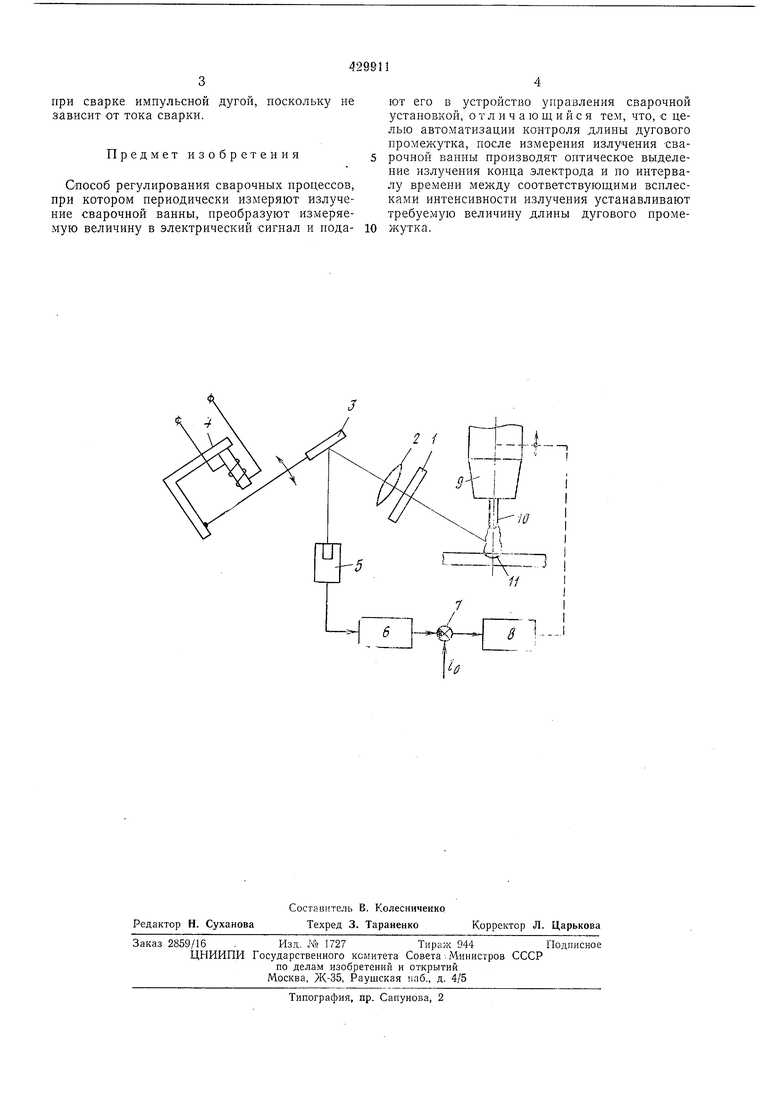
На чертеже приведена принципиальная схема системы, реализующей предлагаемый сиособ регулирования сварочных процессов.
Система состоит из светофильтра 1, объектива 2 и зеркала 3. Последнее кинематически связано с приводным электромагнитом 4. В систему также входят фотодатчик 5, устройство 6 обработки, элемент 7 сравнения, привод 8 перемещения сварочной горелки 9, сварочный электрод 10 и сварочная ванна И.
Установлено, что спектр светового излучеия сварочной дуги отличается от спектра из. 2
лучения конца электрода и сварочной ванны, т. е. последнее можно выделить и использовать для автоматического регулирования длииы дугового промежутка.
Предлагаемый способ осуществляется следующим образом.
Из суммарного излучения последовательно выделяют излучение конца электрода 10 и сварочной ванны 11 с помощью светофильтра
1. Последовательность выделения излучения обеспечивает оптическая система, состоящая из объектива 2 и зеркала 3, колеблющегося под воздействием электромагнита 4. При колсбаппи зеркала 3 изображение конца электрода 1 и сварочной ванпы 11 последовательно проектируется па фотодатчик 5. Последний преобразует световое излучение в импульсные сигналы, которые поступают в устройство 6 обработки, где они преобразуются в сигнал,
пропорциональный длине дугового промежутка, который подают в элемент 7 сравнения.
В элементе 7 сравнения действительный и заданный сигналы дуги /о сравнивают, а полученный сигнал рассогласования соответствующего знака подают на привод 8, который корректирует положепие горелки 9, а следовательпо, и длину дугового промежутка.
Предлагаемый способ обеспечивает возможность бесконтактного регулирования длины
дугового промежутка и особенно эффективен
при сварке импульсной дугой, поскольку не зависит от тока сварки.
Предмет изобретения
Способ регулирования сварочных процессов, при котором периодически измеряют излучение сварочной ванны, преобразуют измеряемую величину в электрический сигнал и подают его в устройст)зо управления сварочной установкой, отличающийся тем, что, с целью автоматизации контроля длины дугового промежутка, после измерения излучения сварочной ванны производят оптическое выделение излучения конца электрода и по интервалу времени между соответствующими всплесками интенсивности излучения устанавливают требуемую величину длины дугового промежутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования длины дуги при сварке плавлением | 1974 |
|
SU561641A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением (его варианты) | 1982 |
|
SU1063554A1 |
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| Способ автоматического регулирования длины дуги при электродуговой сварке и резке | 1982 |
|
SU1074673A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПАРАМЕТРОВ, ВЛИЯЮЩИХ НА СВАРОЧНЫЙ ПРОЦЕСС | 1970 |
|
SU268565A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1136906A1 |
. . J
... ,
д II
-нИК)
