1 .
Изобретение относится к области автоматизации процесса электродуговой сварки, в частности к способам автоматического регулирования длины дуги, и может найти применение преимущественно при дуговой сварке неплавящимся электродом в среде защитных газов.
Известен способ автоматического регулирования длины дуги при сварке плавлением цутем регистрации интенсивности светового потока излучения сварочной дуги с последующим использованием результата регистрации в виде функции автоматического регулирования 1J.
Недостатком данного способа автоматического регулирования длины дуги является низкая точность регулирования при сварке изделий малых толщин, обусловленная зависимостью результата регистрации интенсивности светового потока излучения дуги не только от величины дугового промежутка, но и от линейных размеров сварочной ванны.
Целью изобретения является повышение точности регулирования при сварке изделий малых толщин.
Это достигается тем, что при автоматическом регулировании длины дуги при сварке изделий малых толщин из светового потока выделяют область спектра излучения электронов и линий защитной атмосферы.
Наличие спектра металлов свариваемого изделия затрудняет стабилизацию длины дуги при коротких дугах.
На фиг. 1 представлена принципиальная
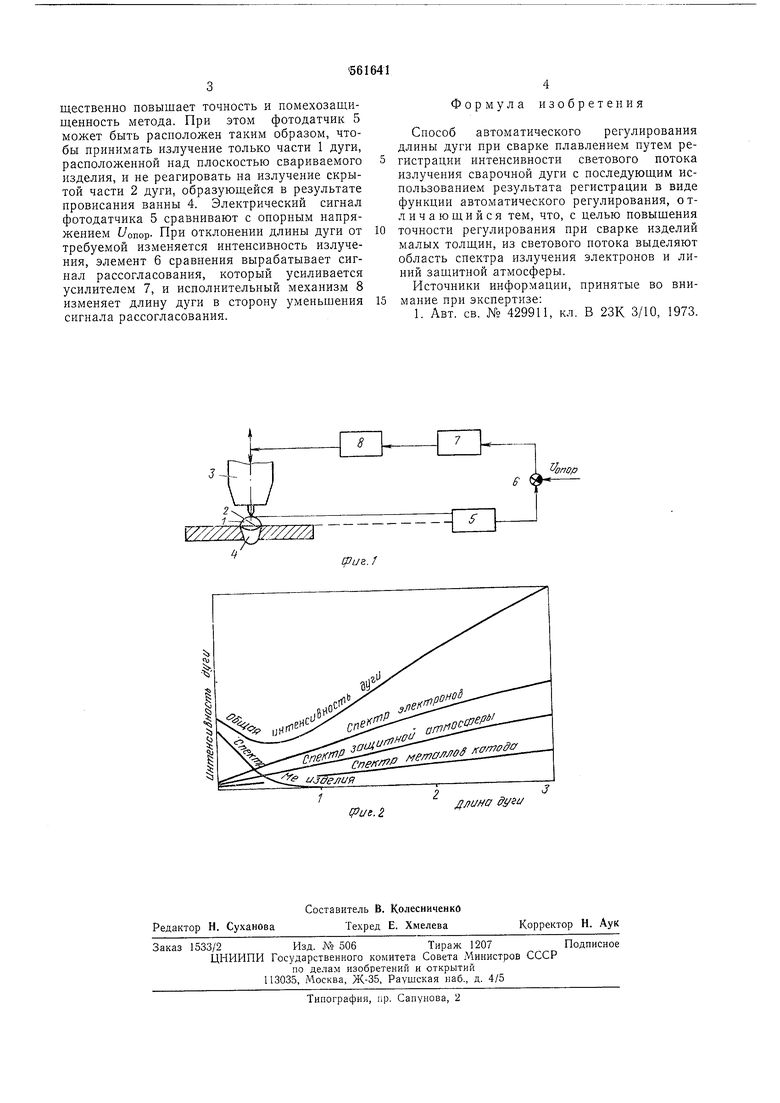
схема устройства, реализующего способ автоматического регулирования длины дуги; на фиг. 2 - график зависимости интенсивности излучения сварочной дуги от ее длины при сварке в аргоне.
На фиг. 1 даны следующие обозначения: 1 - расположенная над плоскостью свариваемого изделия часть дуги, 2 - скрытая часть дуги, 3 -сварочная горелка, 4 - сварочная ванна, 5 - фотодатчик, 6 - элемент сравнения, 7 - усилитель и 8 - исполнительный механизм.
Фотодатчик 5 состоит из монохроматора и фотоэлемента.
Способ осуществляется следующим образом.
Излучение дуги регистрируется фотодатчиком 5, где результат регистрации преобразуется в электрический сигнал, используемый в
виде функции автоматического регулирования. При этом монохроматор фотодатчика 5 выделяет участки спектра, свободные от излучения металлов свариваемого изделия. Наличие в выделенных интервалах только спектра
электронов и линий защитной атмосферы существенно повышает точность и помехозащищенность метода. При этом фотодатчик 5 может быть расположен таким образом, чтобы принимать излучение только части 1 дуги, расположенной над плоскостью свариваемого изделия, и не реагировать на излучение скрытой части 2 дуги, образующейся в результате провисания ванны 4. Электрический сигнал фотодатчика 5 сравнивают с опорным напряжением Lonop. При отклонении длины дуги от требуемой изменяется интенсивность излучения, элемент 6 сравнения вырабатывает сигнал рассогласования, который усиливается усилителем 7, и исполнительный механизм 8 изменяет длину дуги в сторону уменьшения сигнала рассогласования.
Формула изобретения
Способ автоматического регулирования длины дуги при сварке плавлением путем регистрации интенсивности светового потока излучения сварочной дуги с последующим использованием результата регистрации в виде функции автоматического регулирования, о тличающийся тем, что, с целью повышения точности регулирования при сварке изделий малых толщин, из светового потока выделяют область спектра излучения электронов и линий защитной атмосферы.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 429911, кл. В 23К 3/10, 1973.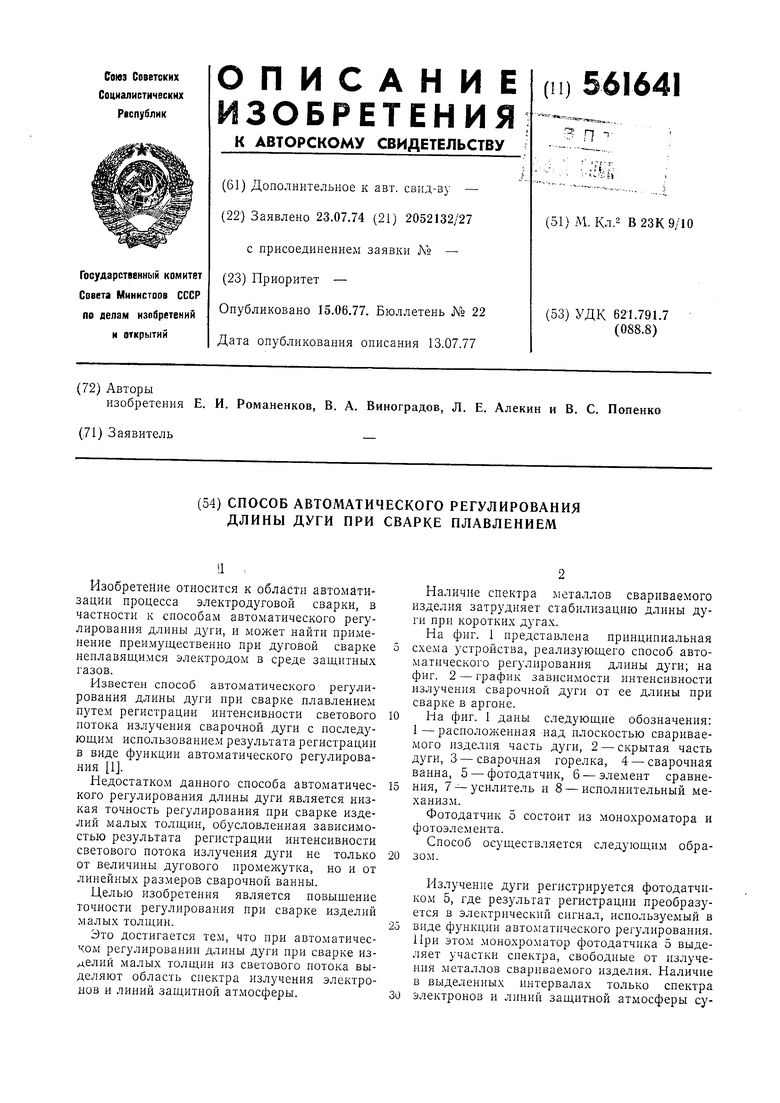
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования длины дуги при сварке плавлением (его варианты) | 1982 |
|
SU1063554A1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| Устройство для автоматического регулирования глубины проплавления | 1978 |
|
SU1011347A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ИЗДЕЛИЙ ДУГОВОЙ СВАРКОЙ | 1990 |
|
SU1693807A1 |
| Способ определения качества защиты дуговой атмосферы и устройство для его осуществления | 1989 |
|
SU1754375A1 |
сриг.
2
длина
(pus.Z
