1
Изобретение относится к области общего машиностроения.
Известные сегментные шпонки характеризуются высокой трудоемкостью и металлоемкостью изготовления, нерациональным расположением волокон металла (перпендикулярное к плоскости шпонки), а следовательно, низкой сопротивляемостью ее силовым нагрузкам рабочего крутящего момента.
Для повышения надежности в работе, упрощения технологии изготовления и экономии материала предлагаемая сегментная шпонка выполнена из двух штампованных одинаковой формы сегментов, жестко соединенных между собой и имеюших на сопрягаемых криволинейных участках штамповочные уклоны, направленные навстречу один другому.
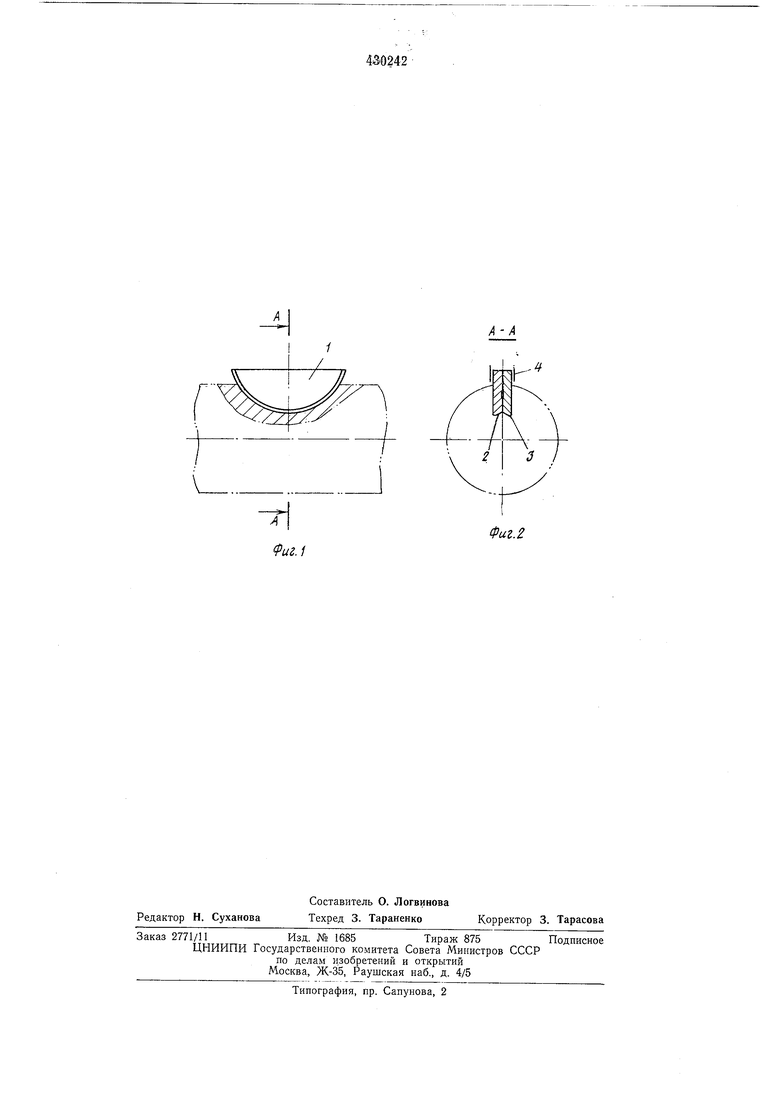
На фиг. 1 изображена предлагаемая сегментная шпонка; на фиг. 2 - разрез по А - А на фиг. 1.
Сегментная шпонка состоит из двух сегментов 1, имеюш,их на сопрягаемых криволинейных участках штамповочные уклоны 2, направленные навстречу один другому. Пластины, скрепленные, например, контактной сваркой, имеют скругления 3, получаюш.иеся при штамповке, по длине криволинейного участка.
Боковые поверхности 4 пластин обработаны механически.
Холодная листовая штамповка сегментных шпонок упрош;ает технологию изготовления их и при рациональном раскрое металла обеспечивает незначительные отходы.
При таком изготовлении сегментных шпонок волокна металла расположены в плоскости самой шпонки, что способствует благоприятному восприятию ими внешней нагрузки.
Предмет изобретения
Сегментная шпонка, отличающаяся тем, что, с целью повышения надежности в работе, упрощения технологии изготовления и экономии материала, она выполнена из двух штампованных одинаковой формы сегментов, жестко соединенных между собой и имеющих на сопрягаемых криволинейных участках штамповочные уклоны, направленные навстречу один другому.
Фиг.2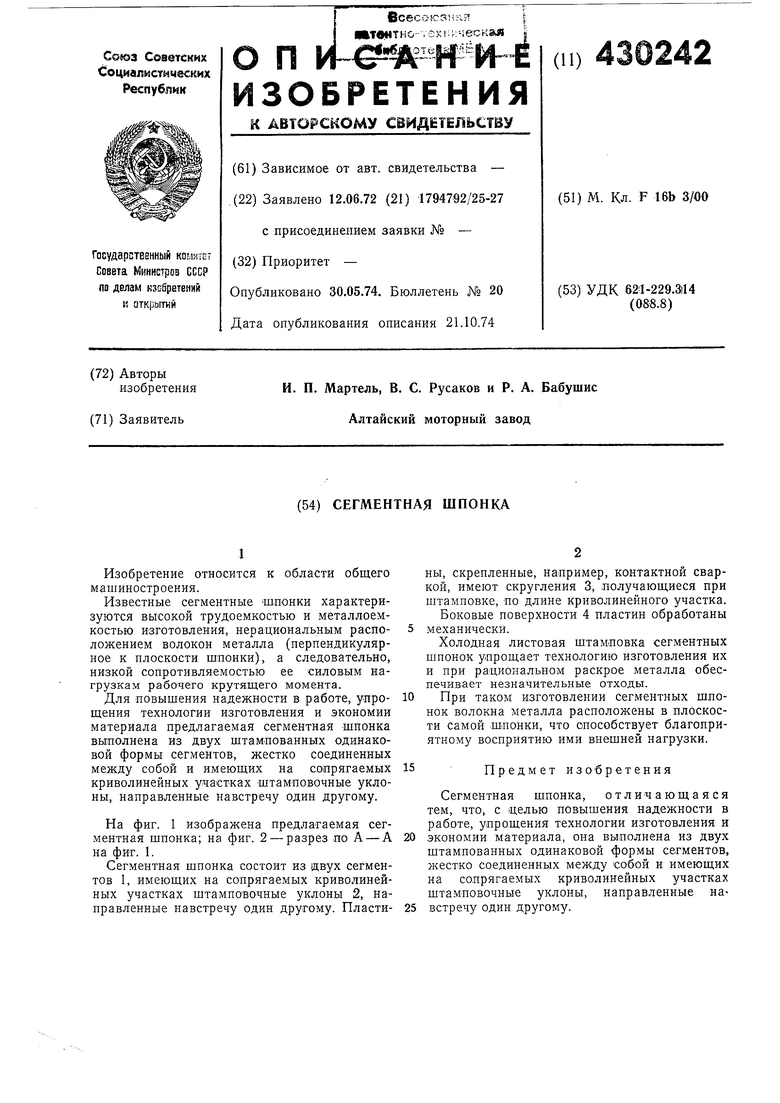
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Телескопическое соединение | 1990 |
|
SU1765557A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| Штамп для изготовления поршней двигателей внутреннего сгорания | 1990 |
|
SU1756013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |