1
Изобретение относится к сварке и может быть использовано в любой отрасли машиностроения, в частности в котлостроении при сварке пульсирующей дугой.
Из основного авт. св. 300270 известен механизм подачи электродной проволоки, содержащий двигатель, редуктор, поджимной и ведущий ролики, причем ведущий ролик связан с редуктором через пару шестерен, одна из которых установлена эксцентрично на валу редуктора, а другая с таким же эксцентриситетом - на валу ведущего ролика.
Недостатком конструкции известного устройства является то, что регулировка эксцентриситета, необходимая при пульсирующем режиме подачи проволоки для перехода с одного режима сварки на другой, осуществляется ступенчато: посредством смены эксцентричных шестерен на валах с последующей их фиксацией.
Необходимость иметь набор сменных шестерен с различным эксцентриситетом и периодически производить их смену и фиксацию снижает производительность процесса сварки за счет дополнительных затрат рабочего времени.
Цель предлагаемого изобретения - упрощение переналадки при настройкена разные режимы работы.
Для этого шестерни закреплены в общей обойме с возможностью перемещения вместе с ней относительно валов, контактирующих с поверхностью пазов, выполненных на каждои из шестерен, причем на одной из них жестко закреплена рейка, взаимодействующая с дополнительной шестерней, установленной на валу шестерни с рейкой.
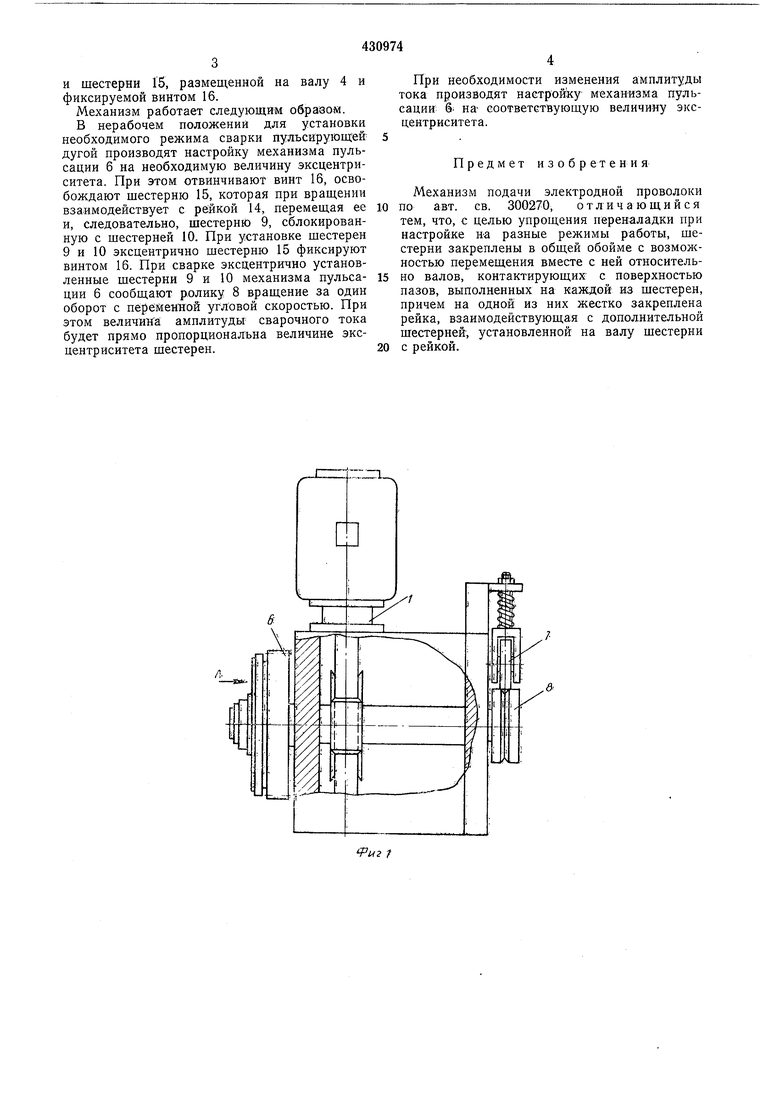
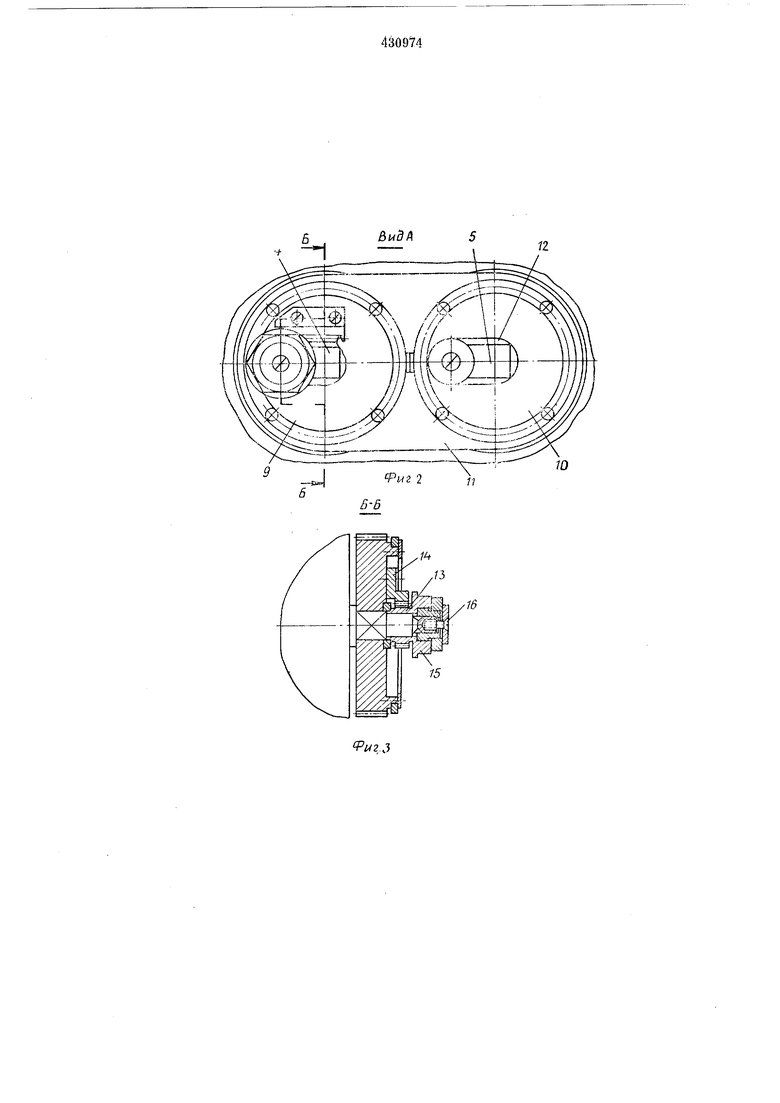
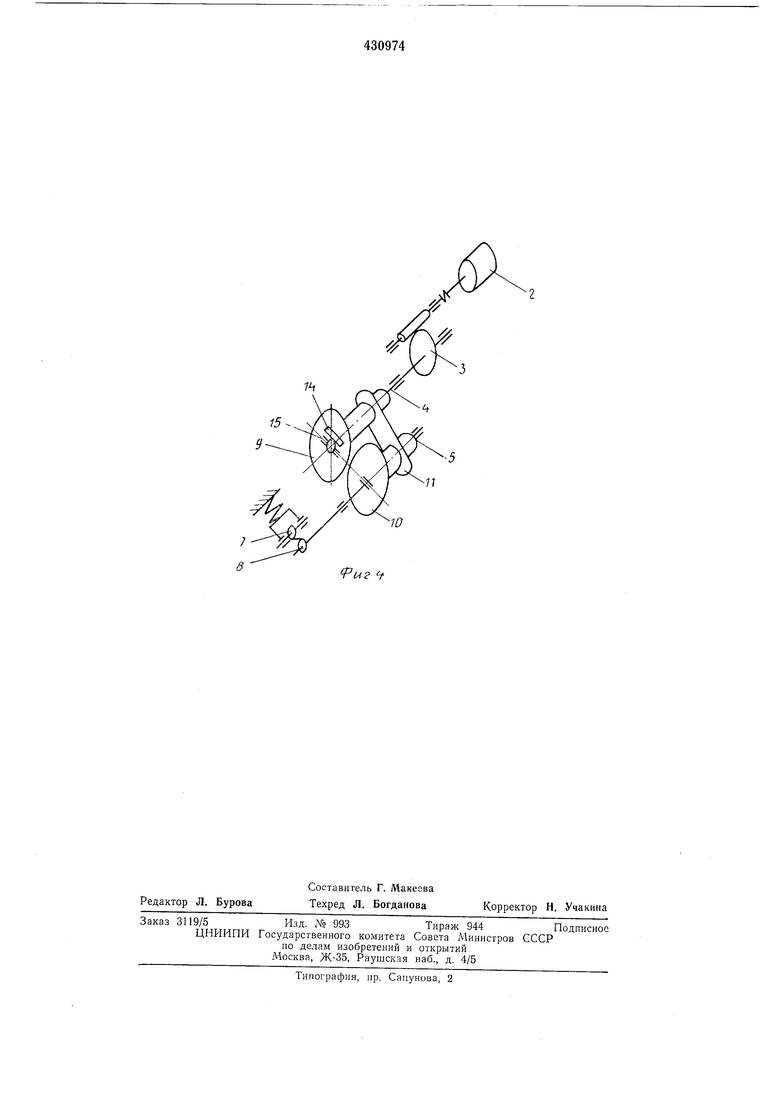
Иа фиг. 1 изображен предлагаемый механизм, общий вид; на фиг. 2 - вид механизма по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - кинематическая схема механизма.
Механизм содержит привод 1, состоящий из двигателя 2, редуктора 3, выполненного в виде червячной пары, на валах 4 и 5 установлен механизм пульсации 6, передающий вращение с переменной угловой скоростью подающим роликам 7 и 8.
Механизм пульсации выполнен в виде пары шестерен 9 и 10, сблокированных неподвижной обоймой И, которая выдерживает межцентровое расстояние между ними. Посадочное место каждой шестерни выполнено в
виде глухого продольного паза 12. При этом для синхронного поперечного перемещения шестерен при изменении эксцентриситета одна из них - ведущая - снабжена зубчатореечной передачей 13, состоящей из рейки 14,
неподвижно установленной на этой шестерне, и шестерни Г5, размещенной на валу 4 и фиксируемой винтом 16. Механизм работает следующим образом. В нерабочем положении для установки необходимого режима сварки пульсирующ ей дугой производят настройку механизма пульсации 6 на необходимую величину эксцентриситета. При этом отвинчивают винт 16, освобождают щестерню 15, которая при вращении взаимодействует с рейкой 14, перемещая ее ю и, следовательно, щестерню 9, сблокированную с щестерней 10. При установке щестерен 9 и 10 эксцентрично щестерню 15 фиксируют винтом 16. При сварке эксцентрично установленные щестерни 9 и 10 механизма пульса- 15 ции 6 сообщают ролику 8 вращение за один оборот с пе;ременной угловой скоростью. При этом величина: амплитуды сварочного тока будет прямо пропорциональна величине эксцентриситета щестерен.20 При необходимости изменения амплитуды тока производят настройку механизма пульсации 6 на- соответствующую величину эксцентриситета. Предмет изобретения Механизм подачи электродной проволоки по авт. св. 300270, отличающийся тем, что, с целью упрощения переналадки при настройке на разные режимы работы, шестерни закреплены в общей обойме с возможностью перемещения вместе с ней относительно валов, контактирующих с поверхностью пазов, выполненных на каждой из щестерен, причем на одной из них жестко закреплена рейка, взаимодействующая с дополнительной щестерней, установленной на валу щестерни с рейкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1971 |
|
SU300270A1 |
| Устройство для сварки с колебаниями электрода | 1979 |
|
SU854640A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU339360A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Станок для резки труб | 1980 |
|
SU1020194A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| МАШИНА ДЛЯ УВЯЗКИ ПАКЕТОВ ПРОКАТА ПРОВОЛОКОЙ | 1967 |
|
SU203605A1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU433982A1 |
Ви5Л
/2
14
15
