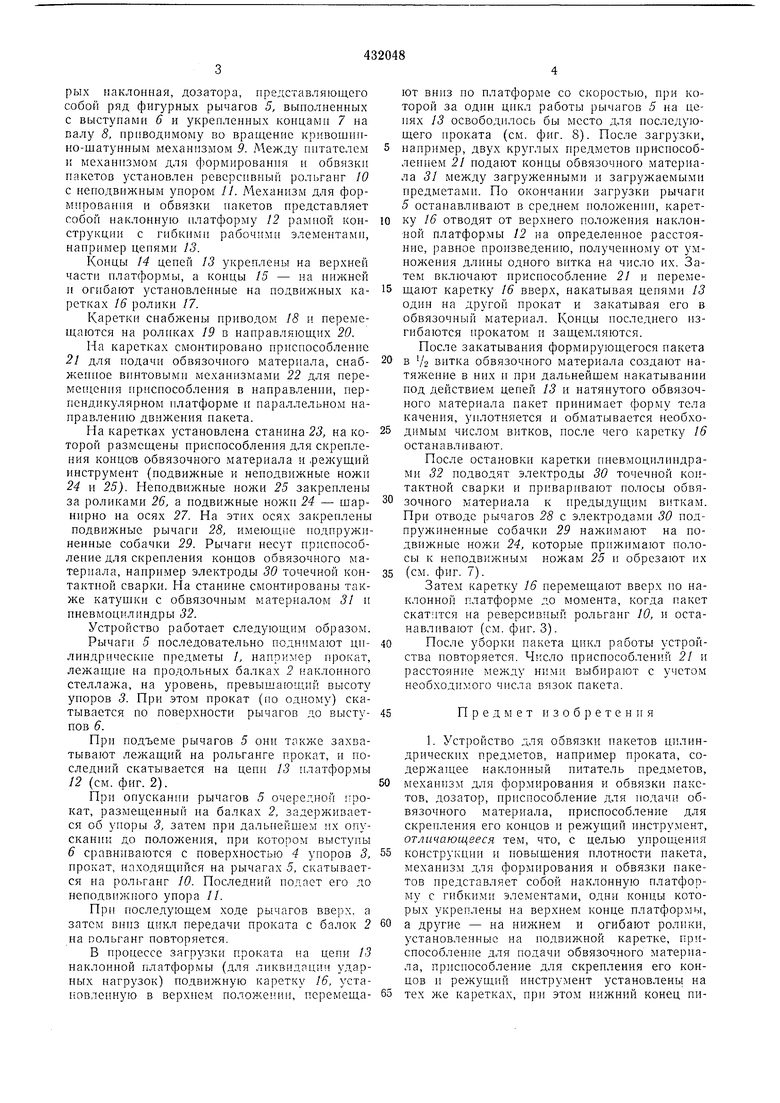
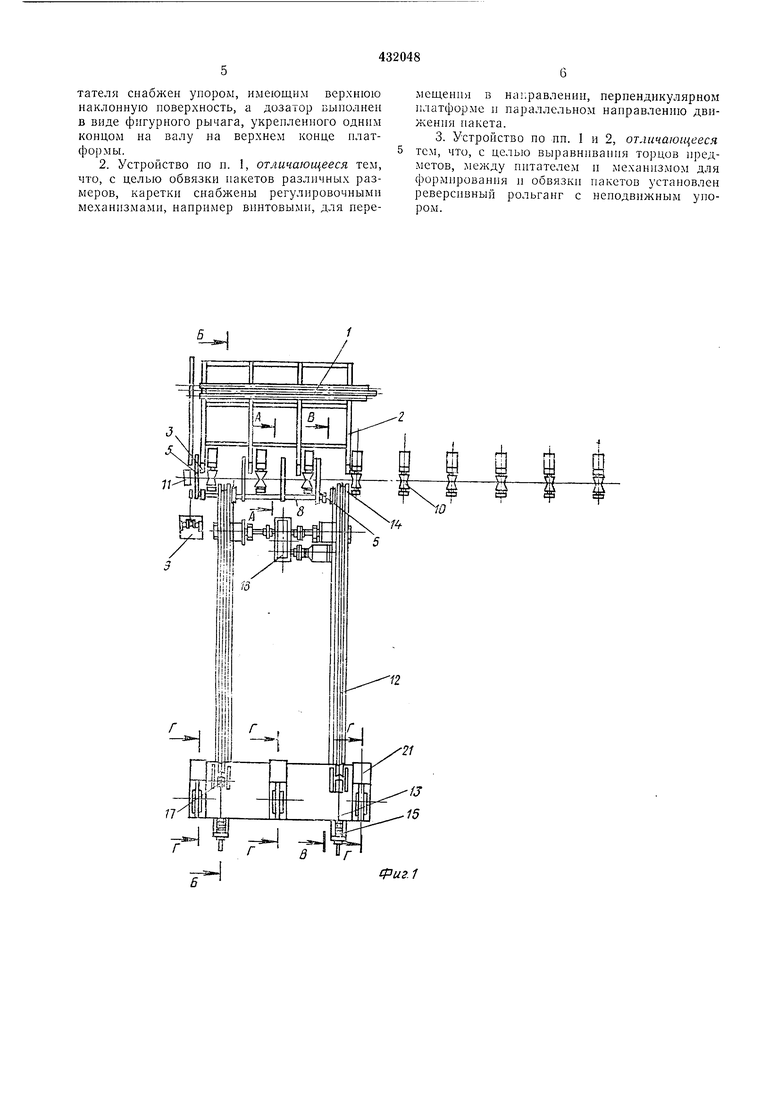
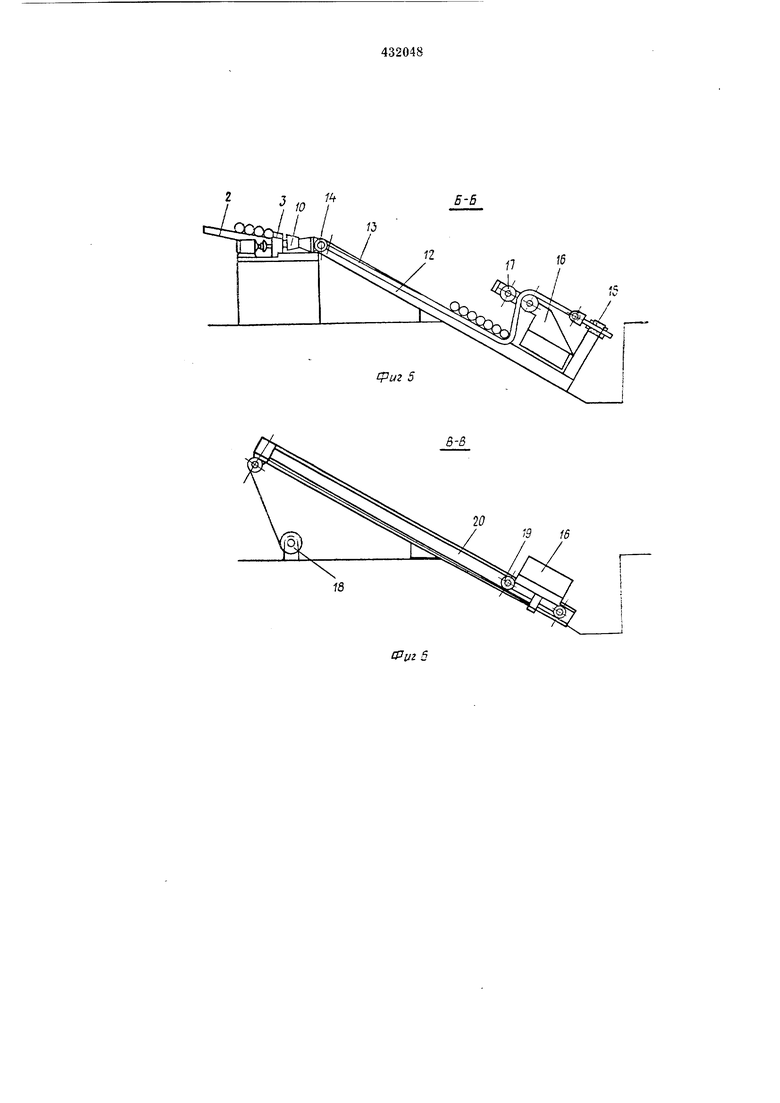
Изобретение относится к металлургической промышленности. Известно устройство для обвязки пакетов цилиндрических предметов, напрнмер проката, содержащее наклонный питатель предме- 5 тов, механизм для формирования п обвязкп пакетов, дозатор, приспособление для подачп обвязочного материала, приспособление для скрепления его концов п режущпи пнструмент.10 Для уирош,ення конструкции и повышения плотности пакета в предлагаемом устройстве мехаппзм для формирования и обвязки пакетов выполнен в виде наклонной платформы с гибкими элементами, одни концы которых ук- 5 реплены на верхнем конце платформы, а другие - на нижнем и огибают ролики, устаиовленные на подвижной каретке, на последней смонтированы приспособления для подачи обвязочного материала и для скреплеиия его кон- 20 цов, а также режуший инструмент. На нижнем конце иитателя установлен упор с верхней наклонной поверхностью, а дозатор представляет собой фигурный рычаг, укрепленный одним концом на валу на верхнем конце платформы. Для обеспечения возможностп обвязки пакетов различных размеров каретки снабжены регулировочными механизмами, например винтовымн, которые обеспечивают их перемеше- 30 нне в направленин, перненднкулярном нанравленню движения пакета. С целью выравнивания торцов нредметов между питателем и механизмом для формированпя и обвязкп пакетов установлен реверсивный рольганг с неподвижным упором, Предлагаемое устройство несложно по конструкции; при одном движенпп подвпжных кареток с гпбкпмп элементами вверх но наклонной платформе происходит формирование, уплотненпе н одновременно увязка пакета любого диаметра, при этом пакет имеет форму с минимальным периметром поперечного сечеиия. Устройство может быть установлено в потоке и работать в автоматическом режиме, На фиг. 1 пзображено предлагаемое устройство в плане; на фиг. 2, 3 п 4 - разрез по Л-А на фиг. 1 (дозатор в трех рабочих по.следовательных положениях); на фиг. 5 - разрез по Б-Б на фиг. 1; на фпг. 6 - разрез по В-Б на фиг. 1; на фиг. 7 - разрез по Г-Г на фпг. 1; на фиг. 8 - то же, в момент введения концов обвязочного материала между предметами. Предлагаемое устройство для обвязкп пакетов цилпндрическпх предметов, например проката, состоит из питателя предметов /, выполненного в виде наклонного стеллажа из продольных балок 2 с неподвижными упорами 3 на концах, верхняя поверхность 4 которых наклонная, дозатора, представляющего собой ряд фигурных рычагов 5, вынолненных с выступами 6 и укрепленных концамн 7 на палу 8, нрнводимому во вращение кривощиино-щатунным механизмом 9. Между питателем и механизмом для формирования и обвязки пакетов установлен реверсивный рольганг 10 с неподвижным упором /). Механизм для формнроваЕ1ия и обвязки иакетов представляет собой наклонную платформу 12 рамной конструкции с гибкими рабочими элементами, например цеиями 13.
Концы 14 цепей 13 укреплены на верхней части платформы, а концы 15 - на пижней и огибают установленные на подвижных каретках 16 ролики 17.
Каретки снабжены приводом /5 и перемещаются на роликах 19 в направляющих 20.
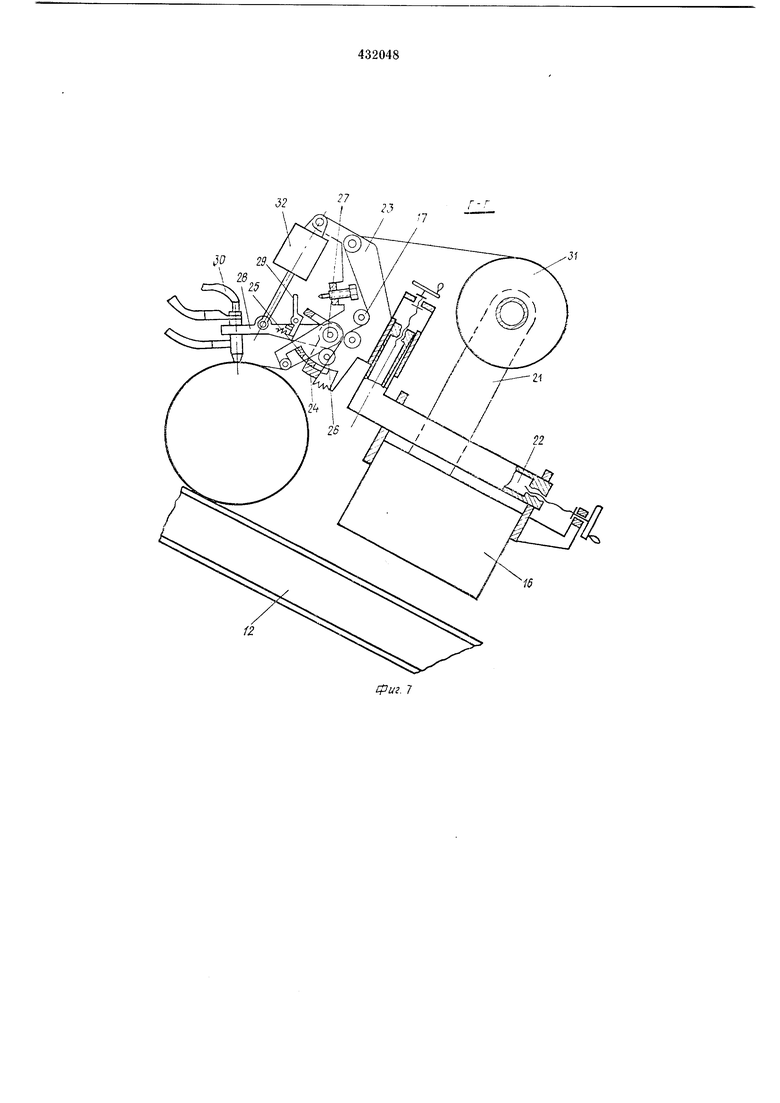
На каретках смонтировано приспособление 21 для подачи обвязочного материала, снабженное винтовыми механизмами 22 для перемеи1ения г рисиособления в направлении, перпендикулярном платформе и параллельном направлению движения пакета.
На каретках установлена станина 23, на которой размещены приспособления для скреплеиия концов обвязочного материала и .режущий инструмент {подвижные и неподвижные ножи 24 и 25). Неподвижные 25 закреплены за роликами 26, а подвижные ножи 24 - шарнирно на осях 27. На этих осях закреилены подвижные рычаги 28, имеющие иодиружиненные собачки 29. Рычаги несут присиособление для скреиления концов обвязочного материала, наиример электроды 30 точечной контактной сварки. На станине смонтированы также катущки с обвязочным материалом 31 и пневмоцилиндры 32.
Устройство работает следующим образом.
Рычаги 5 последовательно поднимают цилиндрические предметы /, например прокат, лежащие на продольных балках 2 наклонного стеллажа, на уровень, превышающий высоту уиоров 3. При этом прокат (по одному) скатывается по поверхности рычагов до выступов 6.
При подъеме рычагов 5 они также захватывают лежащий на рольганге прокат, и последний скатывается на цепи 13 платформы 12 (см. фиг. 2).
При опускании рычагов 5 очередной прокат, размещенный на балках 2, задерживается об упоры 3, затем при дальнейшем их опускании до положения, при котором выступы 6 сравниваются с поверхностью 4 упоров 3, прокат, находящийся на рычагах 5, скатывается на рольганг 10. Последний подает его до неподвижного упора //.
При последующем ходе рычагов вверх, а затем вниз цикл передачи проката с балок 2 на рольганг повторяется.
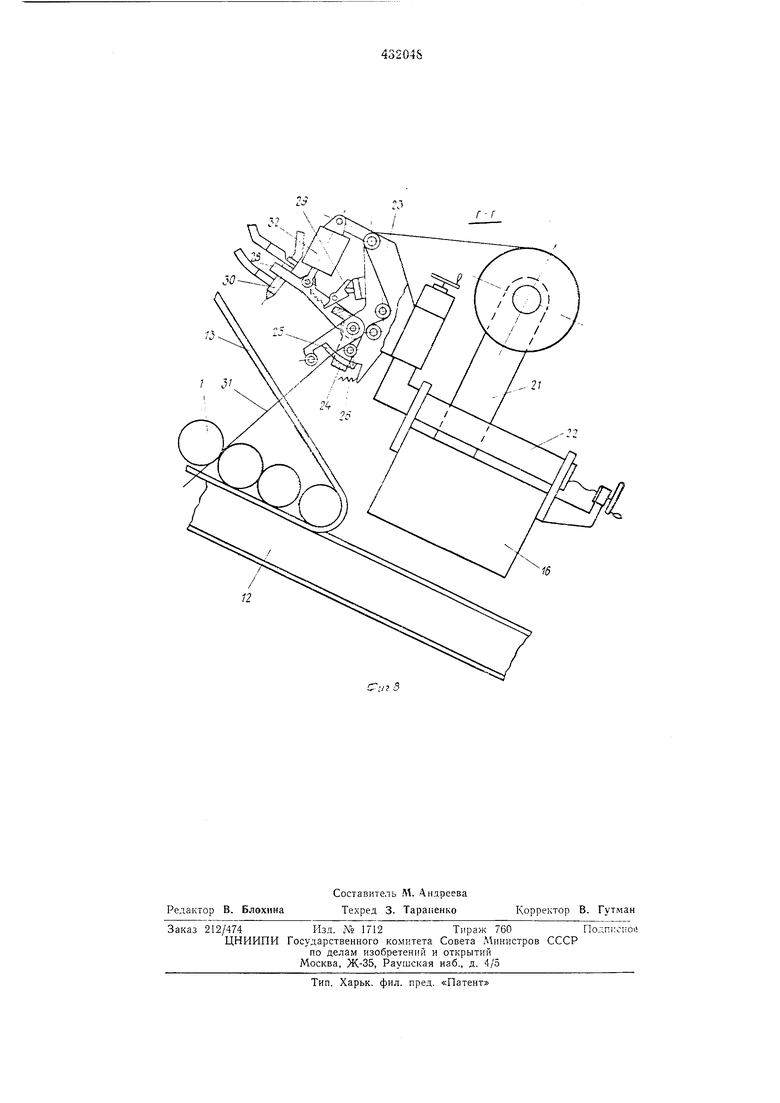
В процессе загрузки проката иа цепи 13 наклонной платформы (для ликвидации ударных нагрузок) иодвижную каретку 16, установлепную в верхнем положении, перемещают вниз по платформе со скоростью, п|)и которой за один цикл работы рычагов 5 на цепях 13 освободилось бы место для иоследующего ироката (см. фиг. 8). После загрузки,
наиример, двух круглых предметов ирисиособлением 21 подают концы обвязочного материала 31 между загруженными и загружаемыми предметами. По окончании загрузки рычаги 5 останавливают в среднем иоложении, каретку 16 отводят от верхнего положения наклонной платформы 12 на определенное расстояние, равное произведению, полученному от умножения длины одного витка на число их. Затем включают нрисиособление 21 и перемещают каретку 16 вверх, накатывая цеиями 13 один на другой прокат и закатывая его в обвязочный материал. Концы последнего изгибаются ирокатом и защемляются.
После закатывания формирующегося пакета
в /2 витка обвязочного материала создают натяжение в них и ири дальнейшем накатывании под действием цепей 13 и натянутого обвязочного материала пакет принимает форму тела качения, уилотняется и обматывается необходимым числом витков, после чего каретку 16 останавливают.
После остановки каретки пневмоцилиндрами 32 иодводят электроды 30 точечной контактной сварки и приваривают полосы обвязочного материала к предыдущим виткам. При отводе рычагов 28 с электродами 30 подпружиненные собачки 29 нажимают на подвижные ножи 24, которые прижимают полосы к неподвижным ножам 25 и обрезают их
(см. фиг. 7).
Затем каретку 16 перемещают вверх по наклонной платформе до момента, когда пакет скатится на реверсивный рольганг 10, и останавливают (см. фиг. 3).
После уборки пакета цикл работы устройства повторяется. Число приспособлений 21 и расстояние между ними выбирают с учетом необходимого числа вязок пакета.
Предмет изобретения
1. Устройство для обвязки пакетов цилиндрических предметов, наиример проката, содержащее наклонный питатель предметов,
механизм для формирования и обвязки пакетов, дозатор, прпспособление для 1юдачи обвязочного материала, приспособление для скреиления его концов и режущий инструмент, отличающееся тем, что, с целью упрощения
конструкции и иовыщения плотности пакета, механизм для формирования и обвязки пакетов представляет собой наклонную платформу с гибкими элементами, одни концы которых укреплены на верхнем конце платформы,
а другие - на нижнем и огибают ролики, установленные на подвижной каретке, приспособление для подачи обвязочного материала, присиособление для скрепления его концов и режущий инструмент установлены на
тех же каретках, при этом нижний конец питателя снабжен упором, имеющим верхнюю наклонную поверхность, а дозатор выполнен в виде фигурного рычага, укрепленного одним концом на валу на верхнем конце платформы.
2. Устройство по п. 1, отличающееся тем, что, с целью обвязки пакетов различных размеров, каретки снабжены регулировочными механизмами, например винтовыми, для перемещения в наг.равлении, перпендикулярном платформе п параллельном направлению движения пакета.
3. Устройство по пп. I и 2, отличающееся тем, что, с целью выравнивания торцов предметов, между питателем п механизмом для формирования п обвязки пакетов устаповлен реверсивный рольганг с неподвижным упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки пакетов цилиндрических предметов | 1973 |
|
SU490724A2 |
| СПОСОБ ПАКЕТИРОВАНИЯ И ОБВЯЗКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121948C1 |
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |
| Линия комплектования пакетов в форме многогранника из длинномерных предметов и их обвязки | 1982 |
|
SU1049363A1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| Устройство для обвязки проволокой пакета стержнеобразных предметов | 1984 |
|
SU1214531A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ | 1970 |
|
SU282134A1 |
| Машина для пакетировавки и обвязки проволокой,например,сортового проката | 1969 |
|
SU480464A2 |
| Натяжное приспособление для обвязочной проволоки к обвязочной машине для натягивания обвязочной проволоки вокруг штабеля из сортового проката с острыми кромками | 1990 |
|
SU1838186A3 |
| Устройство для упаковки стержне-ОбРАзНыХ пРЕдМЕТОВ | 1979 |
|
SU850514A1 |
Фиг.1
2 f
7 г
Г2
Б-В
5
В-В
12
Jf
12
Г - г
Cm 5
