1
Изобретение относится к сварочной технике, в частности к области технологии контактной точечной сварки преимущественно деталей малых толщин, и может быть использовано при производстве электронных приборов.
Известен способ автоматического регулирования процесса контактной точечной односторонней микросварки, при котором сварочный ток регулируют в зависимости от температуры в зоне сварки. Температура может поддерживаться постоянной или изменяться в соответствии с заданной программой. Однако такой способ характеризуется отсутствием возможности управления скоростью нагрева на начальной стадии процесса. Эта скорость изменяется в зависимости от величины начального сопротивления между электродами, которая колеблется в широких пределах. В связи с этим время выхода на заданную температуру произвольно меняется в значительных пределах, и при фиксированном времени сварки продолжительность пребывания металла в зоне сварки при заданной температуре оказывается переменной. Это приводит к нестабильности размеров зоны расплавленияи, как следствие, к разбросу прочностных характеристик сварных соединений.
Предложенный способ отличается от известного тем, что сварочный ток на начальной стадии процесса регулируют, обеспечивая постоянство напряжения между электродами до момента достижения заданной температуры в зоне сварки. Далее поддерживают эту температуру постоянной в течение заданного времени. Это позволяет независимо от состояния свариваемых поверхностей обеспечить постоянство продолжительности пребывания материала в зоне сварки при заданной температуре. Тем самым обеспечивается стабилизация размеров расплавленной зоны, что повышает качество и надежность соединений.
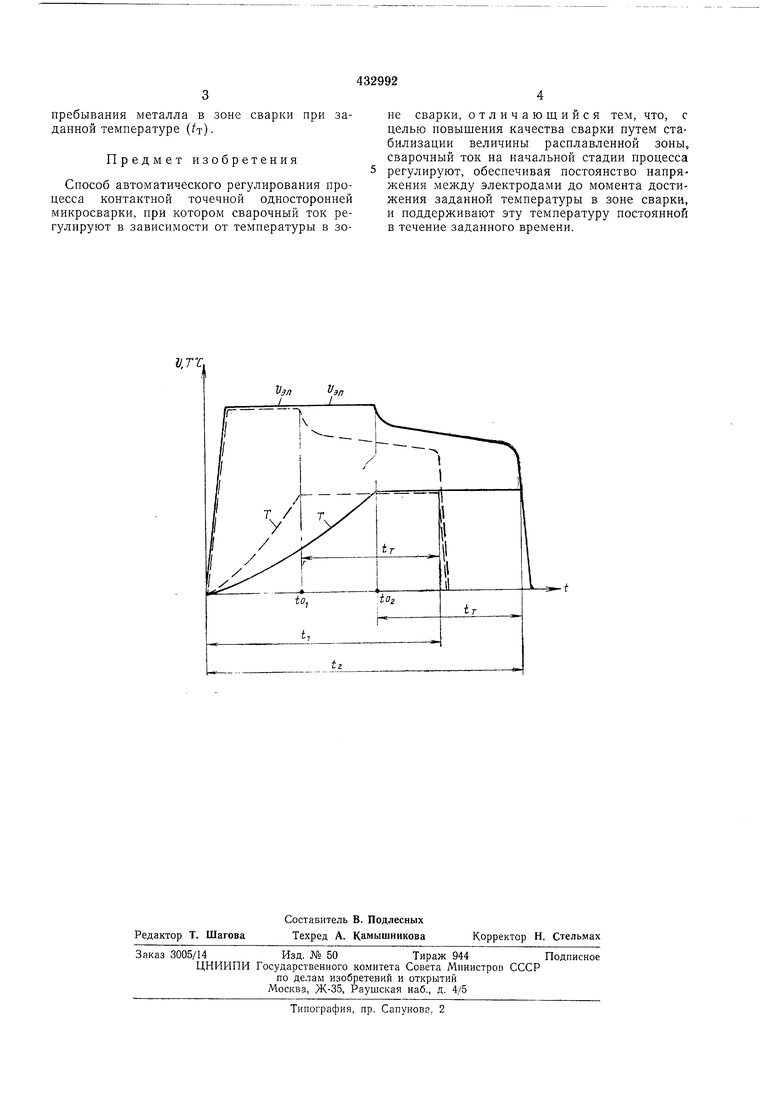
На чертеже представлены циклограммы изменения напряжения на электродах (/эл) и температуры в зоне сварки (Т) при регулировании по предложеному способу, где 01,02 - Время достижения заданной температуры;
т - время пребывания металла в зоне сварки при заданной температуре;
/1, 4 - общая продолжительность процесса сварки.
При увеличении начального сопротивления температура в зоне сварки быстрее достигает заданной величины (как показано пунктиром). При этом общая продолжительность процесса сварки уменьшается (i), одновременно обеспечивается постоянство времени
пребывания металла в зоне сварки при заданной температуре (т).
Предмет изобретения
Способ автоматического регулирования процесса контактной точечной односторонней микросварки, при котором сварочный ток регулируют в зависимости от температуры в зоне сварки, отличающийся тем, что, с целью повышения качества сварки путем стабилизации величины расплавленной зоны, сварочный ток на начальной стадии процесса регулируют, обеспечивая постоянство напряженин между электродами до момента достижения заданной температуры в зоне сварки, и поддерживают эту температуру постоянной в течение заданного времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОПТАКТНОЙСВАРКИ | 1971 |
|
SU429915A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
| Способ контактной сварки | 1979 |
|
SU870035A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ МИКРОСВАРКИ | 1969 |
|
SU258015A1 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ контактной точечной сварки | 1976 |
|
SU623682A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2236333C1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Способ контактной точечной сварки | 1979 |
|
SU889337A1 |
и Г
