Изобретение относится к областнсварочной техники, в частности к способам сварки металлов.
Известен способ контактной точечне сварки металлов с покрытием, обладаю щим вьюоким электросопротивлением, ври котором процесс осуществляют в две стадии, в первой из которых подают повышенное напряжение, уменьшающееся UO мере разрушения покрытия, а время сваркн отсчитывают от начала второй ста«. дни ij .
Указанный способ не обеспечивает стабильности процесса сварки в СВЯЭЕГ с тем, что вследствие неизбежного разбро-г са начальных условий не могут быть созданы аналогичные благсжриятны с условия для образования сварочной точки.
Цепью изобретения является повышение качества сварки н стабильности процесса.
Цель достигается тем, что на первой стадий подают увеличивающийся по программе сварочный ток, а с момента достижения напряжением в процессе его
уменьшения заданного уровня поддерживают его постоянным, при этом начало второй стадии определяют по моменту достижения напряжен11ем упомянутого заданного уровня, кроме этого, начало второй стадии определяют по моменту достижения напряжением сварочного промежутка заданной величины.
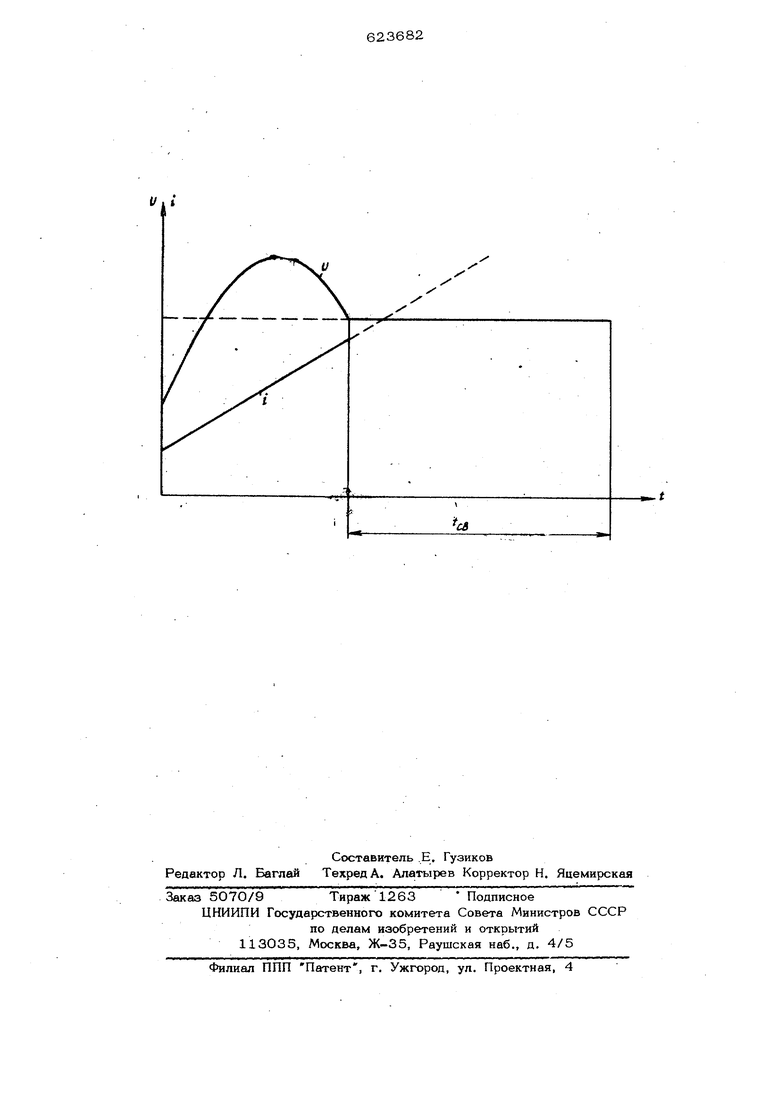
На чертеже показан график изменения напряжения и тока в, процессе сварки.
Сущность способа заключается в следующем.
При плавном увеличении по программе сварочного тока на начальной стадии сварки напряженней между электродами также вначале-возрастает, достигая величины, необходимой для разрушения высокоомного поверзшостного покрытия, после чего, по мере снижения сопротивления сварочного промежутка, напряжение начинает уменьшаться, приближаясь к значению напряжения, необходимого для плавления свариваемых металлов. С этого момента, т.е. с момента достижения напряжением велнчины напряжения плавления, заданны1( уровень напряжения между электродами стабилизируют, что обеспечивает высокую стабильность качества соединений. Плавиое сваррчйого токи по программе на начальной стадии сварки ебеспечивает автоматичвс15ий| выбор величины напряжения, необходимого для разрушений высокоомного покрытиЯр независимо от толщины этого слоя и характера покрыт 1Я в то время как в известных способах воздействие рмпульса вьюокогЬ чапр5:гже-. ния заранее заданной вел гчины может при вести либо к нёпровару, есл толшина или плотность покрытия окажется бол1ьше, ;чем та, ни которую рассчитан импульс, |либо к вьшлеску или пережогу, если поверхностный высокоомный с||ой буйет ;менее плотным и тонким. , Для ловышения стабильности проц€;сса и повторяемости результатов сварки мя сварки отсчитывают с момента начала стабилизации напряжения между электродами. Согласно изобретению проводилась онтактная точечная сварка листов из Материала МЖА (медь железо алк)миний) толщиной О,3+О,3 мм. Толщина высокоомного поверхностного покрытия после от жига (FeAEj) 16-25 мкм. Напряжение между электродами сварочной машины, необходимое для получения сварного соет динения требуемой прочности 1,3 В, jtipK длительности сварки порядка. 20 мс. Использовался источник сварочш го тока Ьовышенной частоты с. автоматическим регулированием параметров режима, На начальной Ьтадии сварки программно увеличивался сваррчный ток по закону, близкому к линейному, со скоростью 6 24 0,2510 А/с до момента времени когда напряжение между электродами в процессе уменьшения достигало величины 1,3 В, после чего это значение напряжения поддерживалось постоянным в течение 20 мс. Общее время сварки при этом оказывалось равным ЗО-35 мс. Формула из обретения 1„ Способ контактной точечной сварки, преимущественно металлов с покрытием, обладающим высоким электросопротивлением, при котором процесс осуществляют в две стадии, в первой из которых подают повышенное напряжение, уменьшающееся по мере разрушения покрытия, а время сварки отсчитывают от начала второй стадии отлич ающи йс я тем, что, с целью повышения качества сварки, на первой стадии подают увели- чивающийся по программе сварочный тоКу а с момента достижения напряжением в процессе его уменьшения заданного уровня поддерживают его постоянным, при этом начало второй стадии определяют по моменту достижения напряжением упомянутого заданного уровня. 2. Способ по п, 1, о т л и ч а ю - щ и и с я тем, что начало второй стадии определяют по моменту достижения напряжением сасварочиого промежутка заданной величины. Источники информации, принятые во внимание при экспертизе: 1о Авторское свидетельство . Jsfe 354954, кл. В 23 К 11/ОО, 1971.
и
XХх/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ контактной сварки | 1981 |
|
SU1016108A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Способ определения сопротивления вылета сварочного электрода | 2015 |
|
RU2634560C2 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ контактной точечной сварки | 1979 |
|
SU889337A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |