Изобретение касается изготовления шин пильных аппаратов электрических и бензомоторных пил, бензосучкорезок и подобных им машин для обработки древесины.
Известен способ из готовления изделия, включающий операции наплавки износостойкого сплава на рабочую поверхность изделия, термообработки и механической обработки изделия.
Предложенный способ отличается от известного тем, что наплавку износостойкого сплава производят на термообработанную заготовку по ее контуру, а паз выполняют одновременно в основном и наплавленном металлах с последующим шлифованием.
Это повышает производительность и улучшает качество изделия.
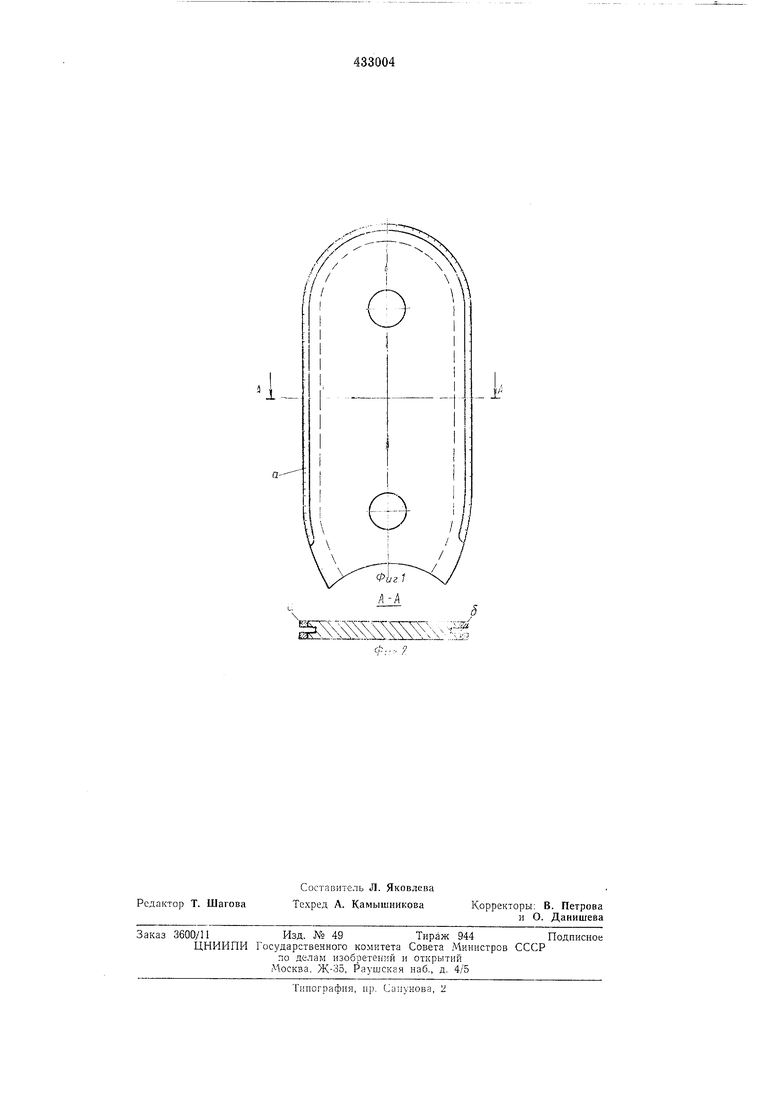
На фиг. 1 Показана направляющая шина пильной цепи с указанием места наплавки износостойкого слоя а по всему рабочему контуру заготовки; на фиг. 2 - сечение направляющей щины по А-А на фиг. 1 (с направляющим пазом б для движения хвостовиков пильной цепи).
Для изготовления изделия предлагаемым способом вырубают полотно шины, термически упрочняют полотно, наплавляют контур шины износостойким сплавом и прорезают паз на всю глубину одновременно в наплавленном слое и основном металле, например,
на шлифовальном электрохимическом станке. Наплавку производят на термически упрочненную заготовку шины плазменной горелкой с подачей порошкообразного присадочного материала. Причем в процессе наплавки заготовка принудительно охлаждается, например, при помощи медных пластин, прижатых к ее боковым поверхностям.
Использование предлагаемого способа изготовления направляющей шины пильной цепи устраняет дефекты в наплавленном слое (трещины), повышает производительность труда и износостойкость шин при их эксплуатации.
Предмет и з о б р е т е п и я
Способ изготовления изделия, преимущественно направляющей шины пи.тьной цепи, снабженной направляющим пазом на рабочей поверхности, при котором производят наплавку износостойкого сплава на рабочую поверхность, термообработку, механическую обработку и выполнение паза, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности и улучшения качества изделия, наплавку износостойкого сплава производят на предварительно термообработанную заготовку шины по ее контуру, а паз выполняют одновременно в основном и наплавленном металлах с последующи.м шлифованием контура.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ КРИВОЛИНЕЙНОГО КОНТУРА ПО КОПИРУ | 1971 |
|
SU426781A1 |
| СПОСОБ РЕМОНТА КРИСТАЛЛИЗАТОРА | 2000 |
|
RU2174900C1 |
| ПОРОШКОВЫЙ ЭЛЕКТРОД для НАПЛАВКИ | 1973 |
|
SU368957A1 |
| НОЖ ДЛЯ ИЗМЕЛЬЧЕНИЯ КРОМКИ ПРОКАТА | 2005 |
|
RU2293629C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ Т1 | 1972 |
|
SU341629A1 |
| СПОСОБ МНОГОСЛОЙНОЙ НАПЛАВКИ ТЕПЛОСТОЙКИМИ СТАЛЯМИ ВЫСОКОЙ ТВЕРДОСТИ В АЗОТСОДЕРЖАЩЕЙ СРЕДЕ | 2019 |
|
RU2699488C1 |
| СПОСОБ НАПЛАВКИ ТРУЩИХСЯ И УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ИЗНОСОСТОЙКИМИ МАТЕРИАЛАМИ | 1996 |
|
RU2089361C1 |
| Способ изготовления дискового ножа | 2020 |
|
RU2752719C1 |
| ДИСКОВЫЙ НОЖ | 2005 |
|
RU2297902C1 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |