1
Изобретение ошоситсл к области сварки, а имеино к устройству для обработки по колиру плоских деталей криволинейного контура, преимущестшеино для наплащии, и. шлифощкишин цепных пил.
Из/вестно устр01Й|СТ1во для обработки по копиру плоских деталей криволинейного контура, преимущественно для наплавки шин цепных пил, содержащее омонти|рованные ,в корпусе рабочий инструмент, подвижную относительно корпуса каретку, поворотный вал для крепления изделия и поворотный К01пир, подпружиненный относительно закрепленного на корпусе упора. Однако это устроЙ1СТ1во малопроизводительно.
Цель изобретения-повышение проиадодительностти устройсив-а.
iB предлагаемо у)Стройст;ве каретка снабжена поворотным рычагом, закрепленным на ней воаможностью пово.ро.та в вертикальной плоскости и несувдим поворот ный вал для крепления изделия и копира, и индивидуальным приводом, закрепленным на корпусе устройства.
Плоскость перемещения каретжи расположена перпендикулярно упору.
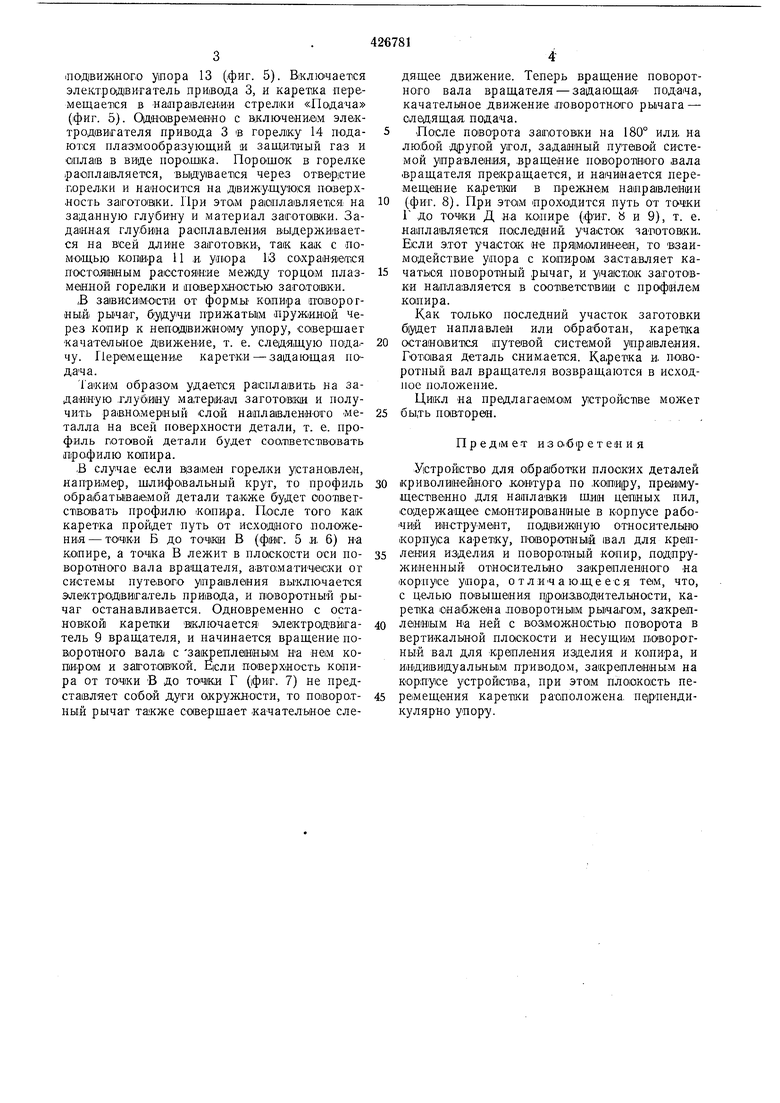
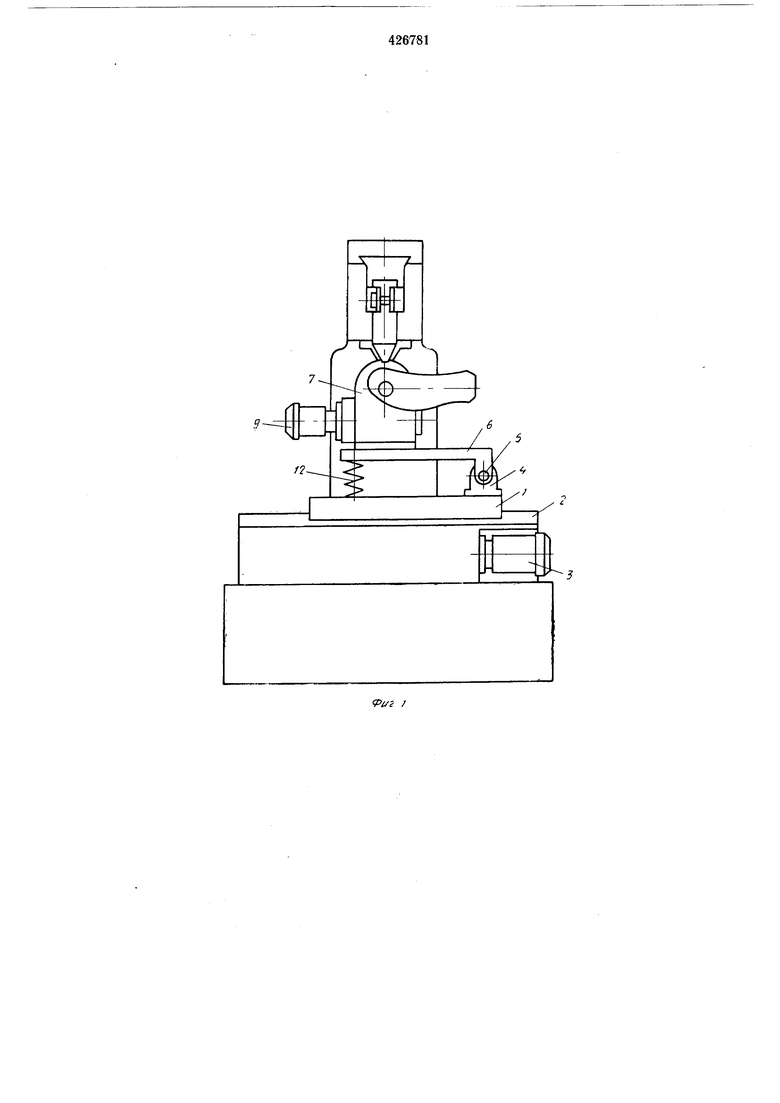
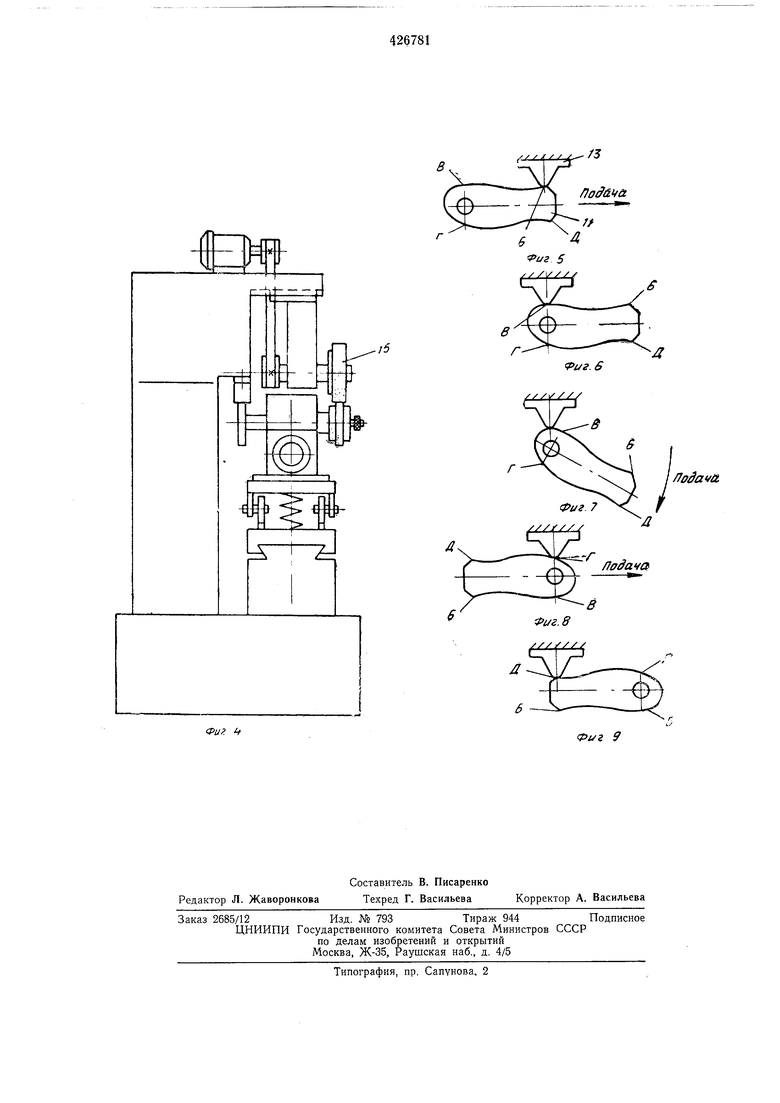
На фиг. 1 изображено описываемое устройство, вид спереди; на фиг. 2 - то же, вид слева; на фит. 3 - 1сечение по А--А на фиг. 2 с частичным выровом; на фиг. 4 - то же, что
на фиг. 1, но вместо напла|В01ЧНой горелки устано вле1Н щлифовальный круг; на фиг. 5, 6, 7, 8 и 9 - фазы положения копира относительно упора при выполнении одного рабо чего цикла.
Устройство соде|рж|ит каретку 1, которая имеет воз1можно|сть перемещаться по направляющим 2, закрепленным на корпусе устройства,, лри помощи индивидуального привода
3, состоящего из электродвигателя, редуктора и ходового винта. На каретке закреплен кронщтейн 4, несущий ось 5 качания поворотного рычага 6. На рычаге закреплен вращатель /, поворотный вал 8 которого привоДИ.ТСЯ во вращение от электродвига.теля 9. На поворотном валу (фиг. 2) вращателя закрепляется заготовка 10 и копир 11, имеющий контур готовой детали. Пружина 12 постоянно прижимает копир 11 к неп(Эд ВижнО|Му упору 13. Цлаз1менна1Я горелка 14 служит для нанесения заданного сплава на заготовку. BiMeсто горелки может быть установлен режущий инструмент, например щлифовальный круг 16 (фиг. 4).
Работает устройство при наплавке- следующим образом. Заготовка закрепляется на поворотном валу вращателя с помощью принудительно охлаждаемого приспособления 16, при этом ка|ретка находится в исходном положении, т. е. точка Б копира касается не1ПОД1ВИЖ1Н01ГО yinopa 13 (фиг. 5). Включается электродвигатель привода 3, и каретка перемещается в -направлеиии стрелки «Подача (фиг. 5). Одновремеино с аключе«и,ем электродвигателя при,в:ода 3 в горелку 14 подаются плаэмОобразующий и защн.тиый газ и сола1В в виде порошка. Порошок в горелке расплавляется, Бьвдушаепся через отвер|стие лорелки и наиосится на движущуюся поверхность за1Гото1В|ки. При раюплавляется на заданную глубину и материал заготовки. Заданн ая глубина расплавления выдерживается на всей длине заготовки-, так как с помощью копира 11 и уаюра 13 со хран яется постояеным расстояние между торцом плазманной горелки и поверхностью заготоюки.
,В за1виси МО1СТИ от формъг копира поворотный рычаг, будучи прижаты|м пружиной через копир к неподвижному упору, совершает качатешыное движевие, т. е. следящую пода.чу. Перемещение каретки -задающая подача.
IaiKHM образом удается расплавить на заданную тлубиеу ма,тер|И.ал заготовки и получить ра внамерный слой наплавленного металла на всей поверхности детали, т. е. профиль Г|Ото1вой детали будет соо,т1ветСТ1Вав-ать профилю копира.
,В случае если В|за1М.ен горелки установлен, наприимер, щлифовальный крут, то профиль обрабатываемой детали также будет ооошетствавать профилю копира. После того как каретка пройдет путь от исходного положения - точки Б до ТОЧ1КИ В (фиг. 5 ,и. 6) копире, а точ1ка В лежит в плоскости оси поворотйого вала вращателя, автоматически от системы путевого управления выключается электр|одвига,тель привода, и поворотный рычаг останавливается. Одновременно с остановкой каретки включается электродвигатель 9 вращателя, и начинается вращение поБоротиого вала с закрепленным на нам копиром и заготовкой. ЕСЛИ поверхность копира от точки В до то1Ч1Ки Г (фиг. 7) не представляет собой дуги окружности, то поворотный рычаг также соверщает качателыное следящее движение. Теперь вращение поворотного вала вращателя - задающая подача, качательное движение поворотного рычага - следящая подача.
После поворота заготовки на 180° или. на лю;бой другой угол, заданный путавой системой управления, .вращение noBOpoTiHoro вала вращателя прекращается, и начинается перемещение кареттаи в прежнем направлении
(фиг. 8). При ЭТ01М проходится путь от точки Г до точки Д н.а копире (фиг. 8 и 9), т. е. наплавляется последний участок чаРотов(КИ.. Если этот участок не прдмолииеен, то взаимодействие упора с копиром заставляет качаться поворотный рычаг, и уча1сток заготовки наплавляется в соответст1ВИ1и с профилем копира.
Как только последний участок заготовки б|удет наплавлен или обработан, каретка
остановится путевой систе;мой управления. Готовая деталь снимается. Каретка и. поворотный вал вращателя возвращаются в исходное положение.
Цикл на предлагаемом устройст|ве может
бы,ть повторен.
Предмет из о.б(р е т ен и я
Устройство для 01бра1борки плоских деталей
криволинейного контура по .копиру, преимущественно для натлаикн шин цепных пил, содержащее смонтированные в корпусе рабочий инструмент, подвижную относитедыню корпуса каретку, по1ворот1ный 1вал для креплеиия изделия и поворотный копир, подпружиненный от1носительно закрепленного на корпусе упора, отличающееся тем, что, с целью повыщения производительности, каренка снабжена .поворотным рычагом, закрепланмъш На ней с в:оЗ|МОжностью поворота в вертикальной плоскости и несущим поворогный вал для крепления изделия и копира, и индивидуальньгм приводом, закрепленным на кор:пусе устройства, при этом плоскость перемещения карет1ки раоположена. перпендикулярно упору.
/3
д
46
Ш
fS
.J2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1970 |
|
SU435077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 1972 |
|
SU433004A1 |
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной | 1989 |
|
SU1655748A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Устройство для наплавки деталей типа тел вращения | 1986 |
|
SU1329931A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО-СТРОГАЛЬНЫЙСТАНОК | 1969 |
|
SU245518A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
,
