Уже известные способы прокатки бесшовных труб обычно заключают в себе операции для высверливания чушки с целью получения трубной заготовки, т. е. цилиндрического прокатанного тела с продольной полостью. Эта заготовка длиннее и тоньше болванки, идущей из печи, и ее наружная и внутренняя поверхности всегда оказываются неровными. При дальнейшей прокатке наружная поверхность заготовки получается гладкой, между тем, как внутренняя поверхность под действием неподвижного сердечника получается с царапинами и даже подвергается разрыву. Для устранения этого недостатка заготовка подвергается медленному продвижению по второму сердечнику в другом стане при быстром вращении около продольной оси, чем достигается постепенное сглаживание всех неровностей внутри изделия. Далее последнее направляют на отделочный стан, откуда получается труба желательной величины. Меньшие трубы могут быть подвергнуты для более тщательной обработки дополнительной прокатке.
Такие способы в виду необходимости переноса заготовки постепенно из стана в стан, медленного продвижения трубы по второму стану, а также по другим причинам т :ебуют столько времени, что
(290)
неизбежно повторное нагревание полуфабриката.
В предлагаемом стане прокатка идет одним непрерывным процессом. Необходимость многих „ручьев прокатного стана, повторного прохода заготовки в обоих направлениях отпадает. Заготовка с сердечником внутри непрерывно идет по ряду пар валков. Последние вместе с сердечником утоняют стенки, причем, однако, как наружная, так и внутренняя поверхности остаются постоянно гладкими. Следовательно, избегается вредное действие сердечника, вызываемое возвратно-поступательным движением заготовки, а также устраняется необходимость последовательного переноса к разным прокатным станам. Время производства сокращается и избегается повторное нагревание полуфабриката Б специальных печах.
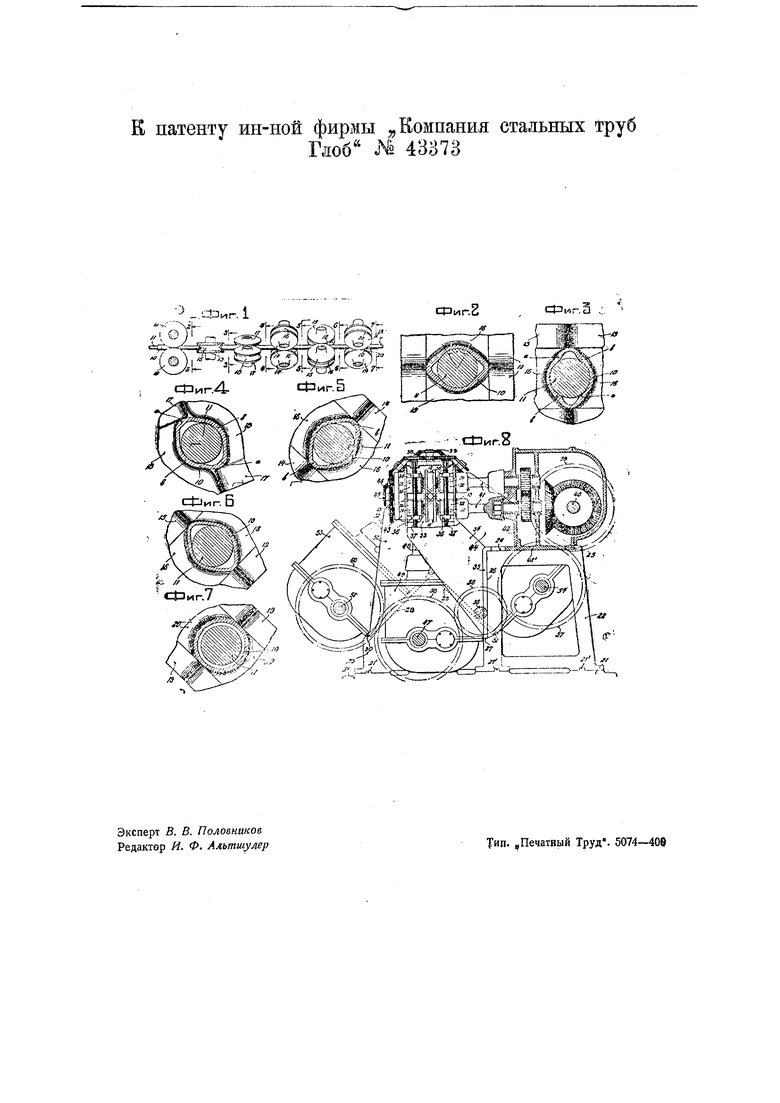
На чертежа фиг. 1 изображает в виде сверху ряд прокатных наборов; фиг. 2 - 7-разрезы по соответствующим линиям на фиг. 1; фиг. 8-вид сверху и в разрезе предлагаемого прокатного стана.
В предлагаемом стане для непрерывной прокатки труб на сердечнике трубную заготовку /( вместе со вставленным в нее сердечником // направляют по наборам валков (фиг. 1).
Ё этом ряду валков в.первой паре валки 12-72 расположены таким образом, что они вращаются в одной и той же вертикальной плоскости, между тем как валки 13-75 второй пары расположены постоянно в одной и той же горизонтальной плоскости, в которой они и вращаются. Валки Н-14 вращаются в пло. скости, которая находится под углом 45° к плоскости валков 12 или 75, а валки 75- 75 вращаются в плоскости, перпендикулярной к плоскости валков 14-14. Каждый из этих валков преимущественно находится на линии соприкосновения по кожуху с соответствующим другим валком, а линия соприкасания всех пар валков приходится в плоскостях, имеющих общую срединную линию или ось. Эта ось является серединой ручья каждой пары валков. В каждом валке находится вырез 76, благодаря чему получается проходное отверстие определенной формы.
Из фиг. 2, 3, 5 и б видно, что глубина каждого выреза 7бнесколько меньше ширины паза, а потому заготовка 10 при своем прохождении между валками каждой пары несколько сплющивается и прижимается к противоположным сторонам сердечника 77. Вследствие давления валков сердечник вдавливается в стенку заготовки, так что толщина стенки уменьшается на величину, ограничиваемую поверхностью соприкосновения с сердечником. Из тех же фигур видно, что средняя часть близ основания каждого выреза 76 идет по существу концентрично к поверхности сердечника 77. Эга концентричная поверхность выреза 16 идгт по дуге с углом х (фиг. 2), каковой угол обычно несколько больше 45, а после этой ограниченной части дуги утоненная стенка изделия получает по существу одинаковый размер.
Таким образом при прохождении заготовки 10 вместе с сердечником // ке«;лу вращающимися в вертикальной плоскссги валками 72-72 первой пары она получает сплющивание и притом в направлении, перпендикулярном к сердечнику, благодаря чему уменьшается толщина стенки. Когда затем заготовка и сердечник проводятся между валками 13-13, вращающимися в горизонтальной плоскости, TQ получается сплющивание изделия по горизонтали в отношении сторон
сердечника; при этом получается tOMHu так же уменьшение толщины стенки на противоположных боковых частях заготовки. В этой стадии производства однако еще остаются толстые места или ребра а.-а и Ь-Ъ между местами стенки, утоненными от уже произведенной обработки. Эти места, остающиеся наподобие ребер, удаляются таким образом, что заготовка вместе с сердечником пропускается между парами валков 14-14 и 75-75, вращающимися в наклонных плоскостях. При прохождении заготовки и сердечника между валками 14-14 получается прижимание возвышенных мест а-а к сердечнику, вследствие чего они уменьшаются. Аналогично проводятся заготовка и сердечник между валками 75-75, в результате чего подобным же образом снижаются выпуклые места b-b, В виду того, что согласно сказанному обработка приводит к снижению или утонению размеров стенки по всей поверхности на одну и ту же величину и так как протяженность по дуге для каждого места обработки превосходит 45°, то каждое предварительно обработанное место стенки заготовки переходит в непосредственно затем обрабатываемое место стенки и вся толщина стенки изделия поэтому не только уменьшается, но и выравнивается к моменту, когда изделие оставляет валки 75-75.
При выходе заготовки 10 из области действия валков 72-72 ее сечение и периметр являются симметричными поверхности ручья валков 75 - 75. После прохождения заготовки через валки 72-72 большая ось ее приходится премущественно в горизонтальной плоскости, а следовательно в плоскости вращения валков 75-75. Когда заготовка оставляет валки 13-75, то ее сечение и периметр не симметричны по отношению к наклонно идущему ручью валков 14-14. Для того, чтобы не получилось сужения при переходе заготовки непосредственно с валков 75-75 к валкам 14-14, принимается мера, благодаря которой заготовка испытывает изменение формы таким образом, что ее сечение или периметр становится симметричным с ручьем валков 14-14 еще до того; как она поступает в эти валки. Можно было бы такое изменение сечения и окружности
заготовки получить разнообразными приемами, например, при помощи давящих или растягивающих пунсонов. Предпочитается однако между валками /5-75 и 14-14 применить комплект валков, влияющий на форму заготовки. Для этой цели применяются изображенные на фиг. 1 и 4 валки 77-77. Оси этих валков неподвижны, в виду чего плоскость кращения валков совпадает с плоскостью, воторая слегка наклонна только по отношению к горизонтальной плоскости. Калибры валков 77-77 не являются симметричными, а как изображено, в месте 18-18 сделаны таким образом, что они своим взаимодействием меняют периметр изделия до известной степени путем сжимания в направлении окружности, и большая ось сечения, стоящая после прохождения через валки 75-75 вертикально, теперь переходит в наклонную плоскость в соответствии с наклонно идущей плоскостью вращения валков 14-14. Валки 75-75 снова вращаются в плоскости, перпендикулярной к плоскости вращения валков 14-14, и следовательно, когда заготовка оставляет валки 14-14, то ее сечение, в виду обработки этими валками, снова симметрично к валкам 75 - 75, вследствие чего она может непосредственно войти в эти валки.
После того, как заготовка и сердечник прошли через валки 75-75, они пропускаются через валки 19 - 19, придающие заготовке выправленную круглую форму и вместе с тем освобождающие полностью изделие от сердечника. Изображенные на фиг. 1 и 7 валки 19 вращаются Б плоскости, перпендикулярной к плоскости вращения валков 75-75, т. е. в той же плоскости, как и валки 14-14. Эти валки 19-19 имеют полукруглый вырез 20, благодаря чему заготовка при проходе через валки получается круглой- Заготовка после оставления валков 75-75 имеет изображенную на фиг. 6 сравнительно плоскую форму поперечного сечения. Проход изделия через валки 7Р меняет сечение на круглое и тем освобождает его от сердечника.
Таким образом, при единственном проходе через ряд валков трубная заготовка становится трубою в точности желательной величины с заданной толщиной стенки. Эта труба получается совершенно гладкой на наружной поверхности и также внутри, причем выглаживание внутренней поверхности объясняется действием сердечника. Понятно, можно достигнуть еще большего уменьшения толщины стенок путем повторения того же приема. Можно установить в том же ряду новые наборы валков. При каждой дальнейшей обработке уменьшается расстояние между наружной поверхностью соответствующего сердечника и поверхностью вырезов валков с целью уменьшения толщины стенок.
Прокатный стан может, например, состоять из трех комплектов по шесть прокатных пар валков. Каждый комплект соответствует ряду валков по фиг. 1, а потому на основании вышесказанного следует присчитать для достижения круглой формы готовой трубы еще три набора валков, следовательно всего двадцать одну пару валков. Пространство между сердечником и наружной поверхностью валков в различных комплектах по шести пар валков постепенно уменьшается, а в связи с этим увеличивается поверхность, так как только в результате этого достигается уменьшение толщины стенок. Валки в каждом комплекте идут так, что первая пара находится под углом в 22,5° к вертикали, валки второго порядка того же комплекта идут перпендикулярно к плоскости первой пары валков, валки четвертого порядка составляют угол в 45° по отношению к первым валкам, а валки пятого порядна перпендикулярны к четвертым.
При прохождении заготовки и сердечника через различные валки материал заготовки, в виду изменения толщины стенки, испытывает перемещение, вследствие чего длина всего изделия увеличивается. Для облегчения этого растяжения валки 75-75, 14-14, 75-75 вра-, щаются с возрастающей скоростью.
В виду того, что толщина стенок трубы,, после оставления набора валков 15-75 зависит от расстояния основания выреза 16 от соответствующей поверхности, сердечника, то эту толщину стенок можно,, менять в практически возможных преде-, лах путем выбора сердечников соответ-, ствующего диаметра. При переходе одной, толщины стенок к другой меняется такщ. скорость различных валков для получу-.,
ния соответствующего растяжения заготовки.
В предлагаемом стане (фиг. 8) на фундаментной плите 27 находятся две стойки 22 и 23, причем стойка 22-близ переднего края, а стойка 23-близ заднего края. При помощи ребер 2/ на фундаментной плите 2/ и соответствующих выемок в стойках 22, 23 можно достигнуть точной установки этих частей друг относительно друга. Передняя стойка 22 несет вертикальные валки /2-72 и горизонтальные валки 75-75, между тем, как стойка 25 поддерживает дальше наклонно идущие валки J4-J4 и 75-75. Стойка 22 имеет горизонтальную поверхность 24 с направляющим фланцем 25, а также вертикальную боковую поверхность 26, переходящую в плечо 27. Обе поверхности 24 и 26 имеют одинаковую ширину и идут от передней части до задней части отливки. Аналогично задняя стойка 25 имеет поверхности 28 и 29, идущие под углом каждая в 45° к горизонтали и притом перпендикулярно друг к другу. Обе эти поверхности 28 и 29 переходят в соответствующие плечи 30 и 57.
Валки , вращающиеся в вертикальной плоскости, поддерживаются соответствующими подшипниками 52, устроенными с установкой в вертикальной стойке 55. Эта стойка находится на кронштейне 34, идущем наклонно вверх от стойки 22. Кронштейн имеет плиту 55, которой он соприкасается с обработанной поверхностью 26 стойки, а также с плечом 27 этой поверхности. Подшипники 52 закрепляются после установки гайками 56, идущими, с одной стороны, на подшипники, а с другой стороны, на шпиндели 57, причем последние могут быть одновременно поворачиваемы от привода 38 или от маховичка 39. Поворачиванием этого маховичка, следовательно, оба валка одновременно при двигаются друг к другу или раздвигаются без того, чтобы срединная линия ручья между обоими валками получила смещение. Оба валка 12-72 получают свой при вод От вала 40 через шпиндели 41 и через привод, заключенный в корпусе 42. ПосКёДйий имеет плиту 42, приходящуюся нйтто&ерхности 24 стойки и примыкающую к направляющему плечу 25 стойки 22.
Горизонтальные валки 75-75 находятся в раме 43 Эта рама в точности соответствует стойке 55, но направлена горизонтально. Рама 43 поддерживается кронштейном 44, который устроен наподобие кронштейна 34, В то время, как последний укреплен на боковой поверхности 26 стойки, кронштейн на поверхности 24 стойки ставится позади корпуса 42 для передачи. Валки 75-75 устанавливаются аналогично валкам 72-72 от маховичка 45 и привода 46, а движение они получают от вала 47 при помощи сходных шпинделей 48. Передача находится в корпусе 49, укрепленном на боковой поверхности 26 стойки позади кронштейна 34.
Идущие наклонно валки J4-J4 опираются точно так же на стойку, имеющую приспособление 50 для закрепления. Это удерживающее приспособление закреплено на наклонной поверхности 28 другой стойки 25. Валки 75-75, поставленные наклонно в другом направлении, точно так же сидят на сходной раме, невидимой на чертеже и установленной на наклонной поверхности 29 стойки 25 позади удерживающего приспособления 50. Валки 75-75 получают свое движение от вала 57 посредством шпиндельной пары 52 и передачи в корпусе 55, находящемся на наклонной поверхности 28 стойки 25 позади удерживающего приспособления 50. Валки J4-J4 получают движение от вала 54 точно так же при помощи шпинделей со включением передачи в корпус, установленный на наклонной поверхности 29 стойки 25. Хотя различные пары валков могут быть приведены в действие независимо друг от друга, например, от моторов с различной скоростью, делается устройство, чтобы различные валы 40,47,57 и 54 могли быть приведены в действие от одного главного вала 55. В этом случае последний имеет шестерню 56, сцепляющуюся с зубчатками 57 и 55 вала 54 или 45. Лобовое колесо 57 движет колесо 59 на валу 40, а зубчатка 55 зацепляет за зубчатку 60 на валу 57. При помощи такой передачи, следовательно, различные наборы валков работают одновременно с вполне определенными скоростями, а именно эти скорости зависят от передаточных чисел механизмов, и эти переда
точные числа могут быть выбраны для разных частей передачи в соответствии с желательной скоростью вращения наборов валков.
Фиг. 8 изображает только валки 72-12 до 15-15, их расположение и привод. Нужно принять во внимание, что стойки 22 и 23 имеют в продольном направлении всего прокатного стана достаточно большое расстояние друг от друга, так что можно и валки 17-/7 или иные какие-нибудь приспособления для изменения формы изделия установить в прокатном стане. Точно так же стан может иметь пару или несколько валков 19-19, посредством которых после прохождения заготовкой последних рабочих валков 15-15 поперечное сечение трубы может быть доведено в точности до нужного размера и до надлежащей формы. Эти отделочные валки и изменяющие форму валки прикрыты (фиг. 8) другими частями машины. Привод этих валков 77-77 и 19-19 может быть осуществлен при помощи подходящих передач, причем такая передача находится в связи с главным валом 55 или работа валков 77-77 и 7Р-J9 может итти от особых моторов с изменяемой скоростью.
Оба набора рабочих валков J4-74 и 75-75 находятся под углом в 45° к первым двум наборам рабочих валков 12-72 и 73-13, однако расположение валков в стане не ограничивается таким угловым расположением. Внутри изделия и в стенке его получаются впадины от того, что оно прижимается к сердечнику, причем одновременно части заготовки, находящиеся по периметру на определенном расстоянии, получают уменьшение толщины. Точно так же места, приходящиеся при этом между уже обработанными местами и равным образом отстоящие по периметру на определенном расстоянии друг от друга, подвергаются утонению благодаря прижиманию заготовки к сердечнику, а между обработанными местами изделия оставленные толстые места прижимаются к сердечнику для того, чтобы получился переход к тем местам, которые уже испытали предварительно уменьшение толщины стенок, вследствие чего получается стенка по существу одинаковой толщины по всей окружности и по всей длине изделия.
Подобного, рода обработка может быть предпринята прокатным станом, угловое расположение валков которого значительно отклоняется от вышеописанного углового расположения. Такая обработка может быть также произведена в станах, где отдельные комплекты имеют более двух валков. Наконец, на предлагаемом стане прокатка не ограничена лишь изготовлением труб круглого сечения. Заготовки с многогранным сечением могут быть при соответствующем выборе валков и сердечников точно так же доведены до трубчатой формы.
Предмет патента.
Стан для непрерывной прокатки труб на сердечнике с рядом установленных друг за другом и смещенных на определенный угол парами валков, отличающийся тем, что известные уже эллиптические калибры валков снабжены круговыми вырезами с длиной дуги не менее 45° в целях придания трубной заготовке круглой формы при прохождении через ряд подобных калибров. к патенту ин-ной фирмы Компания стальных труб Л1 43373
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Трехвалковая клеть для продольной прокатки | 1987 |
|
SU1458037A1 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
сриг-.З ,:. сриг.В

