Известен способ электродуговой сварки плавящимся электродом с постоянной скоростью его подачи и модуляцией параметров режима сварки.
Предложенный способ отличается от известного тем, что местоположение токоподвода по длине вылета электрода регулируют скачкообразно с помощью тиристорного ключа, переключаемого с высокой частотой, управление которым осуществляют по среднему значению сварочного тока.
Такое решение позволяет повысить точность и уменьшить инерционность отработки возмущений.
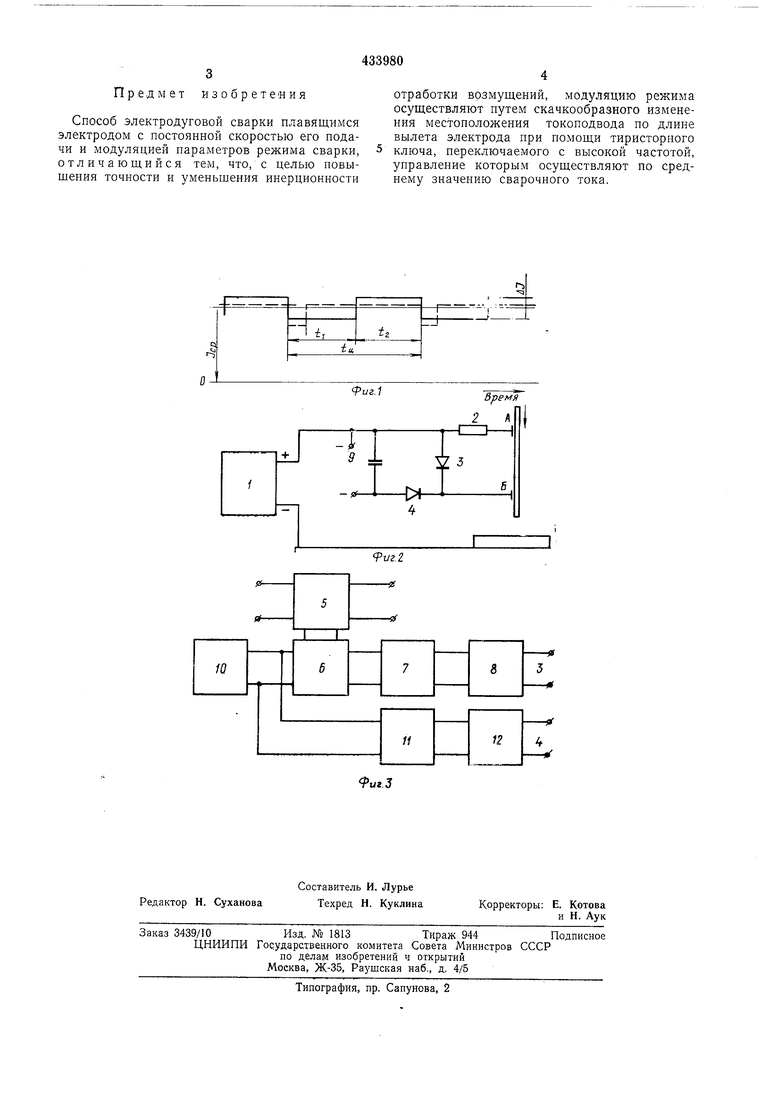
На фиг. 1 показано изменение тока согласно предлагаемому способу сварки; на фиг. 2 - блок-схема сварочной цени; на фиг. 3 - блок-схема цепей управления.
На фиг. 1 сплошной линией показана кривая тока при настройке на заданную величину при отсутствии возмущений, штриховой - кривая тока при наличии возмущения.
Настройка заданного значения сварочного тока осуществляется следующим образом.
При отсутствии возмущений время /i, в течение которого токоподвод к проволоке от источника питания 1 осуществлялся в точке А через сонротивление 2 (величина которого мала и сравнима с сопротивлением тиристора в открытом состоянии), а тиристор 3 был заперт, примерно, равнялось времени 4, в течение которого тиристор 4 был открыт, и токоподвод к электроду осуществлялся в точке Б. В результате сварка ведется модулированным током с таким расчетом, чтобы средняя величина тока /ср равнялась заданной, а величина рассогласования на выходе полупроводникового усилителя 5 равнялась нулю. При наличии возмущения благодаря обратной связи по току между заданной величиной тока и средним значением появляется разность полупроводникового усилителя 5, которая с помощью фазосдвигающего устройства 6 через электронный ключ 7 и блокинг-генератор включения 8 изменяет время /1 включения тиристора 3, при этом общее время цикла модуляции остается неизменным. Благодаря этому рассогласование исчезает, и средняя величина тока становится равной заданной. Конденсатор 9 и тиристор 4 служат
для запирания тиристора 3 в момент истечения времени /ц цикла. Разность Д/ между
амплитудными значениями модулированного
тока регулируется путем изменения расстояния между токоподводящи.ми органами в точках А и Б.
Управление тиристором 4 осуществляется от генератора синусоидальных импульсов 10 через электронный ключ 11 и блокинг-генератор включения 12.
Предмет изобретвния
Способ электродуговой сварки плавящимся электродом с постоянной скоростью его подачи и модуляцией параметров режима сварки, отличающийся тем, что, с целью повышения точности и уменьшения инерционности
отработки возмущений, модуляцию режима осуществляют путем скачкообразного изменения местоположения токоподвода по длине вылета электрода при помощи тиристорного ключа, переключаемого с высокой частотой, управление которым осуществляют по среднему значению сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки с принудительными короткими замыканиями | 1990 |
|
SU1738524A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Способ электрической дуговой сварки | 1977 |
|
SU725834A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1192918A1 |
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2011 |
|
RU2463137C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОДВИЖНЫМ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2005 |
|
RU2278771C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |