(54) СПОСОБ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ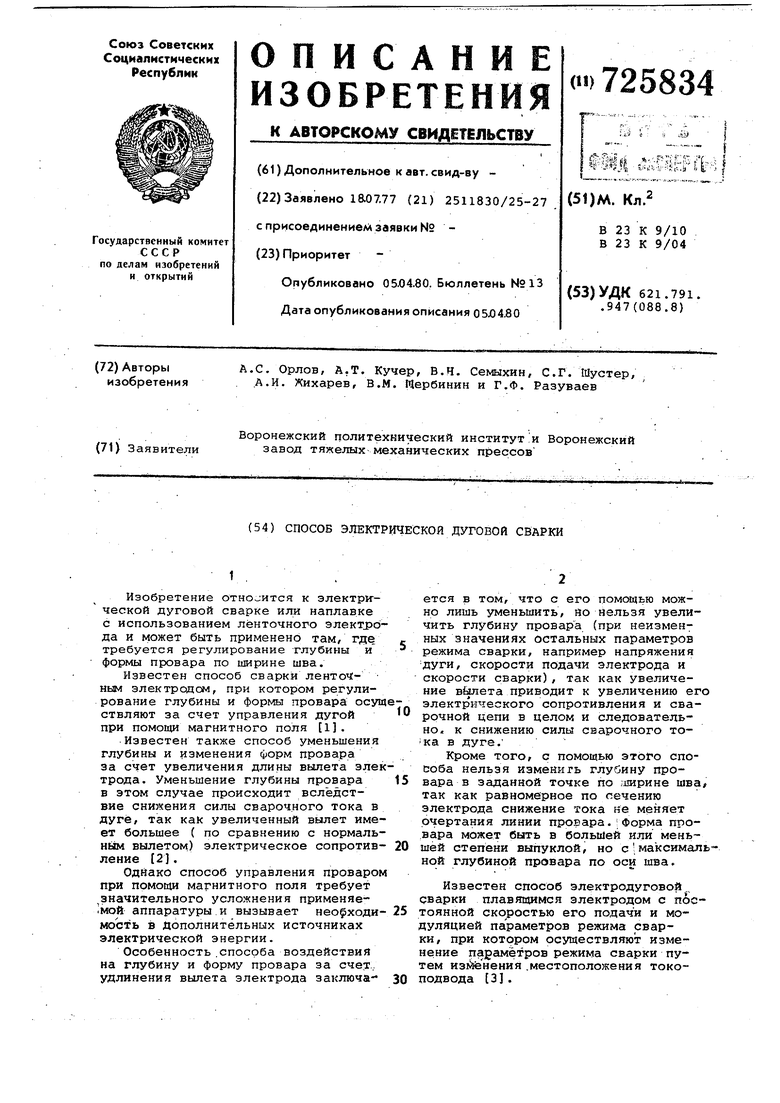

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
1 ,
Изобретение относится к электркческой дуговой сварке или наплавке с использованием ленточного электрода и может быть применено там, где требуется регулирование глубины и формы провара по ширине шва.
Известен способ сварки ленточ- ным электредом, при котором регулирование глубины и формы провара осущ ствляют за счет управления дугой при помощи магнитного поля 1.
Известен также способ уменьшения глубины и изменения форм провара за счет увеличения длины вылета электрода. Уменьшение глубины провара в этом случае происходит вследствие снижения силы сварочного тока в дуге, так как увеличенный вылет имеет большее ( по сравнению с нормальным вылетом) электрическое сопротивление 2.
Однако способ управления проваром при помощи магнитного поля требует ,значительного усложнения применяе1мой аппаратуры и вызывает нео ходимость в Дополнительных источниках электрической энергии.
Особенность .способа воздействия на глубину и форму провара за счет,, удлинения вылета электрода заключается в том, что с его помсяцью можно лишь уменьшить, йо нельзя увеличить глубину провара (при неизменных значениях остальных параметров режима сварки, например напряжения ДУГИ, скорости подачи электрода и скорости сварки), так как увеличение в«ллета приводит к увеличению ег электрического сопротив.пения и сварочной цепи в целом и следовательно, к снижению силы сварочного то-ка в дуге.
Кроме того, с помощью этого способа нельзя изменить глубину провара в заданной точке по ;1шрине шва так как равномерное по печению электрода снижение тока ке меняет очертания линии провара.;Форма провара может быть в большей или меньшей степени выпуклой, но смаксималной глубиной провара по оси шва.
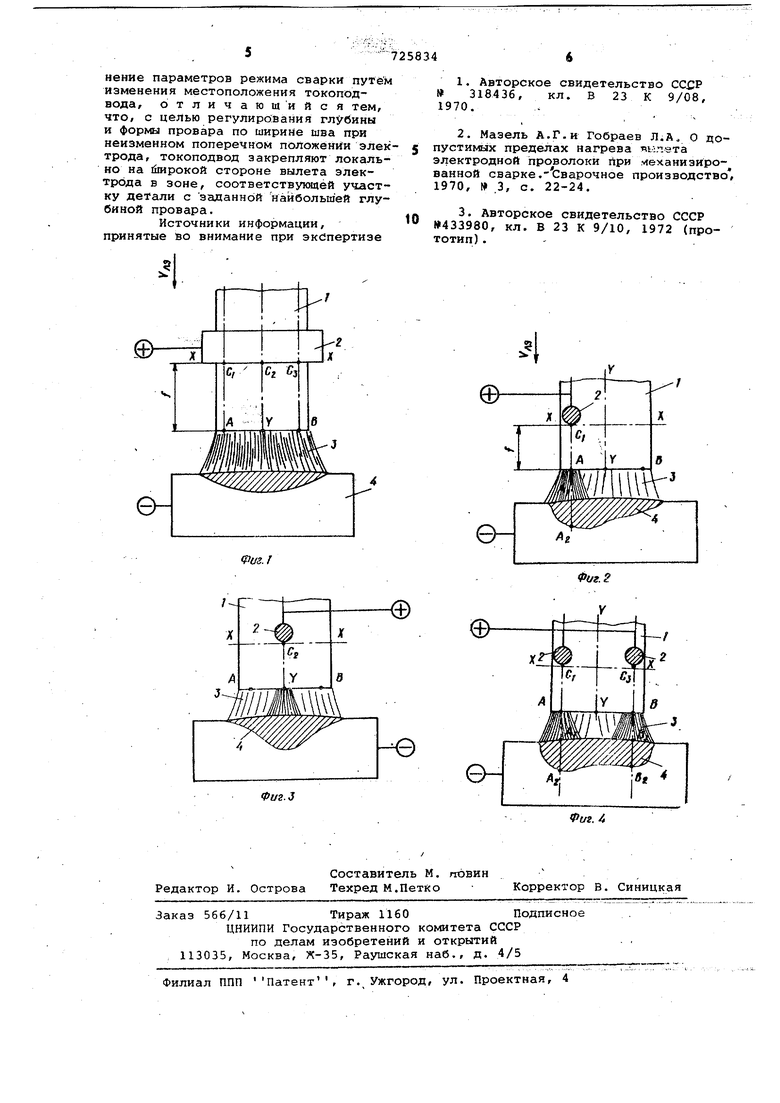
Известен способ электродуговой сварки плавящимся электродом с постоянной скоростью его подачи и модуляцией параметров режима сварки, при котором осуществляют изменение параметров режима сварки путем изйёнения .местоположения токоподвода 3. этим способом нельзя регулировать глубину и форму провара по ширинЪ шва, так как от изменения местопс5ложения токопЬдвода по длине вылета электрода характер распределения сварочного тока по сечению электрода не изменяется. Изменение силы сварочного тока, наблюдающееся пр и использовании известного способа/ будет изменять глубину и форму провара только вдоль шва. / Цель и,зобретения - регулирование глубины и формы провара по ширине шва при неизменном поперечном яолож нии ленточного электрода и повышени качества сварки. : Поставленная цель достигается те что токоподвод закрепляют Лбййльно на широкой стороне вылета электрода is зона, соответствующей участку дет ли с заданной наибольшей глубиной провара. На фиг. 1 показана схема способа сварки ленточным электродом; на фиг 2, 3,4- споссзб электрической дуговой сварки. При регулировании глубины и формы провара по ширине шва способом сварки (см. фиг. 1) подвод сварочно го тока к- ленточному электрЪду Г, расположенному поперек оси шва, осуществляют при помощи сплошного, токоподвода 2, т. е. токоподводящие планки свар чного мунштука контактируют с лентой по всей ее ширине, В этом случае расстояние / от нижней границы токоподвода,обозначенной линией х-х, до точек А, Y, в, в которых рассматривается мгновенно положен 1е дуги 3, остается постоянным как при сварке плавящимся, так и неплавящимся электродом. Благодаря этому сила сварочного тока не зависит от того, в какой точке торца (А, Y или В) нахбНй &я сварочная дуга, так как в/любом случае ток поступает к дуге ,по крат чайшему расстоянию от токоподвода (линиям , / CjB), т. е. сопротивление вылета будет одинаковым для каждой точки торца. , Дуга 3, перемещаясь в процессе йварки вдоль торца по линии AVB/ со вершит исходный провар основного металла 4. Чем больше длина ,р , тем больше электрическое сопротивдТёяйё вылета и тем меньше сила сварочного тока в дуге при неизменных прочих параметрах режима сварки. Следовательно, общая.глубина провара зависит от длины вылета. В соответствии СпрейЛагаемым сп собом сварки сварочный ток подводят к ленточному электроду 1 локально к отдельным участкам широкой стороны вылета (см. фиг. 2, 3, 4) . Нижние границы локальных токополводов усло но приняты точки и обозначены / GI, Сг., и Г д. Их располагают неподвижно П9 линии х-л на прежнем расстоянии f от торпа ленты, которую ориентируют поперек оси шва. Процесс сварки осуществляют следующим образом. В те промежутки времени, когда дуга 3 находится на кратчайшем расстоянии от нижней границы токоподвода, например на линии (см. фиг. 1),/сопротивление вылета будет наименьшим. Сварочный ток в дуге 3 примет мак.симальное значение и обеспечит наибольшую глубину провара основного металла 4. По мере удаления дуги 3 от неподвижного локального токоподвода Ci произойдет увеличение длИны реального Вылета, так как кратчайшее расстояние от токоподвода до -дуги бу- деттеперь измеряться по линиям CjV и ., длина которых больше, чем лиНИИ (см. фиг. 1). При этом электрическое сопротивление реального вылета увеличится, что приведет к снижению силы тока в дуге и Куменьшению глубины провара. Следовательно, максимальная сила тока .в дуге и мaкcи Iaльнaя глубина проваЪа в точке Aj, обеспечивается в том случае, когда центр локального токоподвода Cj , вершина дуги в точке А и основание дуги с центром в точке А (см. фиг. 2) будут положены по кратчайшему расстоянию на одной продольной оси вдоль ленточного электрода. Глубину провара в заданной точке по ширине шва регулируют (при прочих равных условиях) длиной наименьшего вылета f , т. е. расстоянием от нижней границы токоподвода до вершины дуги, которая отождествляется с нижней кромкой торца. Форму провара регулируют местоположением и количеством локальных уЧаеткрв токопЪдвода по ширине ленты (см. фиг. 3 и 4). характер горения дуги при этом аналогичен показанному на фиг. i. В общем случае глубина и форма провара зависят также от площади контакта токоподводящих планок с лентой. Преимущества предлагаемого способа сварки заключаются в том, что с его помощью повышается надежность сплавления наплавленного металла с предыдущими слоями или кромками зделия, а также равномерность сплавения при сварке разнородных металов за счет регулирования глубины ровара по ширине шва. Кроме того, варка предлагаемым способом не треует дополнительных приспособлений, тличается простотой и эффективностью. Формула изобретения Способ электрическоЧ дуговой сварки, преимущественно ленточньтм электродом, при котором осуществляют изме
