Изобретение относится к области сварочного производства, а именно к. сйарке (наплавке) плавящимся электродом с обеспечением управлен подогрева его выпета, и может быть использовано в различных областях машиностроения. Целью изобретения является повы шение качества сварного соединения за счет стабильного формирования наплавленного валика и автоматичес кого регулирования температуры нагр ва электрода, На фиг. 1 приведена структурная электрическая схема устройства-, на фиг. 2 - упрощенная электрическая схема устройства. Для возможности раздельного независимого управления током дуги и током подогрева вьшета в устройство введен дополнительный источник питания. Бапластньш резистор и филь ры установлены для вьщеления полез ного сигнала. Для поддержания температуры вылета на требуемом уровне в устройство введены блок сравнения, регулирующий блок и блок уп равления . Устройство для дуговой сварки состоит из источника 1 питания дуги токоподводов 2, дополнительного источника 3 питания, подогрева вылета электрода с балластным резистором 4 регулирующего блока 5, двух фильтров 6 и 7, настроенных на рабочую частоту дополнительного источника 3 питания, блока 8 сравнения и блока управления. источник питания дуги подключен одним выводом к верхнему токоподводу 2, а вторым к изделию 10. Первый вьшод источника 3 подключен к верхнему токопод воду 2 и к входу фильтра 6, второй вьшод через балластный резистор 4 к нижнему токоподводу 2, установлен ному на вылете электрода 11 на расстоянии Н от верхнего токоподвода, и к входу фильтра 7. Выходы фильтров 6 и 7 соединены с информационными входами блока В сравнения, об,щий провод которого подключен к нижнему токоподводу 2. Выход блока 8 сравнения через блок 9 управления подключен к регулирующему бло ку 5, выход которого подключен к дополнительному источнику 3 питания В качестве дополнительного источ ника 3 питания может быть использо18ван любой достаточно мощный источник, например сварочный трансформатор, выпрямитель, инвертор. Фильтры 6 и 7 могут быть изготовлены на основе RC- или LC-цепей, или дискретных (цифровых) устройств. Блок сравнения и блок управления могут быть изготовлены на основе полупроводниковых элементов (транзисторов) , микросхем (например, операционных усилителей) и т.п. Регулирующий блок может быть выполнен с использованием мощных силовых контакторов, тиристоров, транзисторов, магнитньк усилителей и других аналогичных элементов. Устройство работает следующим образом. При прохождении тока от источника 3 на балластном резисторе 4 и вьшете электрода Н, включенньос последовательно, напряжение- распределится пропорционально величине сопротивления этих элементов. Если сопротивление резистора 4 будет намного меньше сопротивления выпета электрода, то и мощность, рассеиваемая на этом резисторе, будет мала и не будет заметно снижаться КПД системы подогрева вьшета электрода. В прГоцессе нагрева вьшета электрода падение напряжения на нем будет также расти из-за увеличения его сопротивления.. Если теперь измерять падение напряжения на резисторе 4 и вьшете электрода J приняв за общую точку нижний токоподвод, то эти напряжения будут иметь противоположную полярность, а соотношение их будет определяться только соотношением величин сопротивлений резистора 4 и вьшета электрода Н и не будет зависеть от тока подогрева, протекающего через вьшет электрода, и напряжения дополнительного источника 3 питания. Сравнивая эти напряжения, можно судить об изменении сопротивления выпета электрода при изменении его температуры. С этой целью указанные напряжения поданы на информационные входы блока 8 сравнения, отрегулированного таким образом, что при оптимальной температуре вьшета электрода 11 выходной сигнал на его выходе отсутствует. При изменении температуры в ту или иную сторону от 6п- тимальной изменяется также соотношение указанных напряжений на входе
.3
блока 8 сравнения и последний формирует выходной сигнал, полярность которого соответствует знаку рассогла сования температуры вылета электрода от требуемой, а величина зависит от величины этого рассогласования. Этот сигнал, поступая в блок 9 управления управляет работой регулирующего блока 5, который изменяет выходную мощ кость источника 3 таким образом, чтобы устранить отклонение температуры вьтетаот оптимального значения.
По вьшету Н.электрода 11 кроме тока подогрева от источника 3 может протекать сварочный ток от источника 1. Протекание по вылету электрода сварочного тока приводит к дополнительному падению напряжения на нем, что не позволяет вьщелить полезный сигнал - падение напряжения только от протекания тока подогрева. Для вьщеления полезного сигнала в предложенном устройстве-выходные напряжения источника питания дуги и источника подогрева выпета электрода отличаются частотой.
Выделение полезного сигнала осу.ществляется путем включения режекторных фильтров, пропускающих на входы блока 7 сравнения сигналы с частотой, на которой работает источник подогрева вьшета электрода, и отфильтровывают сигналы с частотой источника питания напряжения дуги.
Наиболее оптимальным является применение источника питания дуги постоянного тока и источника подогрева переменного тока промышленной частоты.
Тогда постоянную составляющую сварочного тока можно отфильтровать с помощью простого RC-фильтра (фиг. 2).
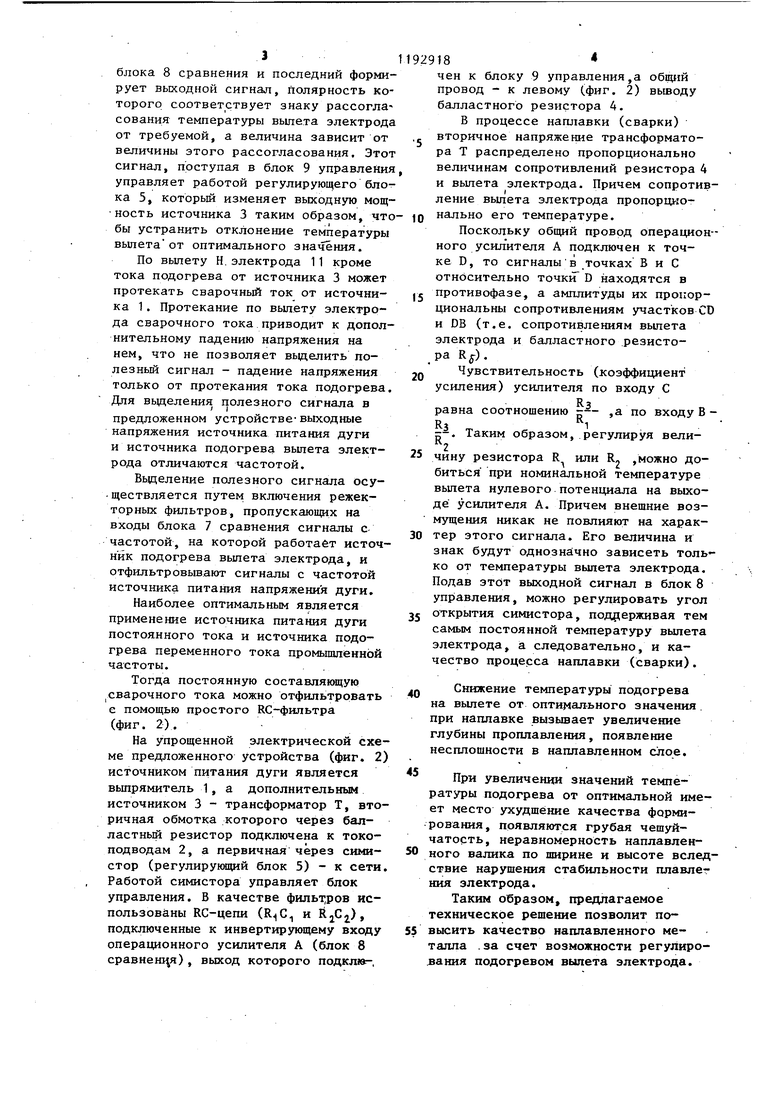
На упрощенной электрической схеме предложенного устройства (фиг. 2) источником питания дуги является вьшрямитель 1, а дополнительным источником 3 - трансформатор Т, вторичная обмотка которого через балластный резистор подключена к токоподводам 2, а первичная через симистор (регулирующий блок 5) - к сети. Работой симистора управляет блок управления. В качестве фильтров использованы RC-цепи ( и kjC2), подключенные к инвертирующему входу операционного усилителя А (блок 8 сравнеш я) , выход которого подклю.
92918
чен к блоку 9 управления,а общий провод - к левому (фиг. 2) вьшоду балластного резистора 4.
В процессе наплавки (сварки) вторичное напряжение трансформато5ра Т распределено пропорционально величинам сопротивлений резистора 4 и выпета электрода. Причем сопротивление выпета электрода пропорш юJQ нально его температуре.
Поскольку общий провод операционного усилителя А подключен к точке D, то сигналыв .точках В и С относительно D находятся в
|г противофазе, а амплитуды их пропорциональны сопротивлениям участков CD и DB (т.е. сопротивлениям вьтета электрода и балластного .резистора R).
Чувствительность (коэффициент
20
усиления) усилителя по входу С
Rj
,а по входу В равна соотношению
R,
R3 1 .
--. Таким образом, регулируя вели2
5 чину резистора R или R, ,можно добиться при номинальной температуре вылета нулевого потенциала на выходе усилителя А. Причем внешние возмущения никак не повлияют на характер этого сигнала. Его величина и знак будут однозначно зависеть только от температуры вылета электрода. Подав этот выходной сигнал в блок В управления, можно регулировать угол
5 открытия симистора, поддерживая тем самым постоянной температуру выпета электрода, а следовательно, и качество процесса наплавки (сварки).
- Снижение температуры подогрева на вылете от оптимал-ьного значения. при наплавке вызывает увеличение глубины проштавлення, появление несплошности в наплавленном слое.
При увеличении значений температуры подогрева от оптимальной имеет место ухудшение качества формирования, появляются грубая чешуйчатость, неравномерность наплавленного валика по ширине и высоте вследствие нарушения стабильности плавления электрода.
Таким образом, предлагаемое техническое решение позволит повысить качество наплавленного металла .за счет возможности регулиро.вания подогревом вылета электрода.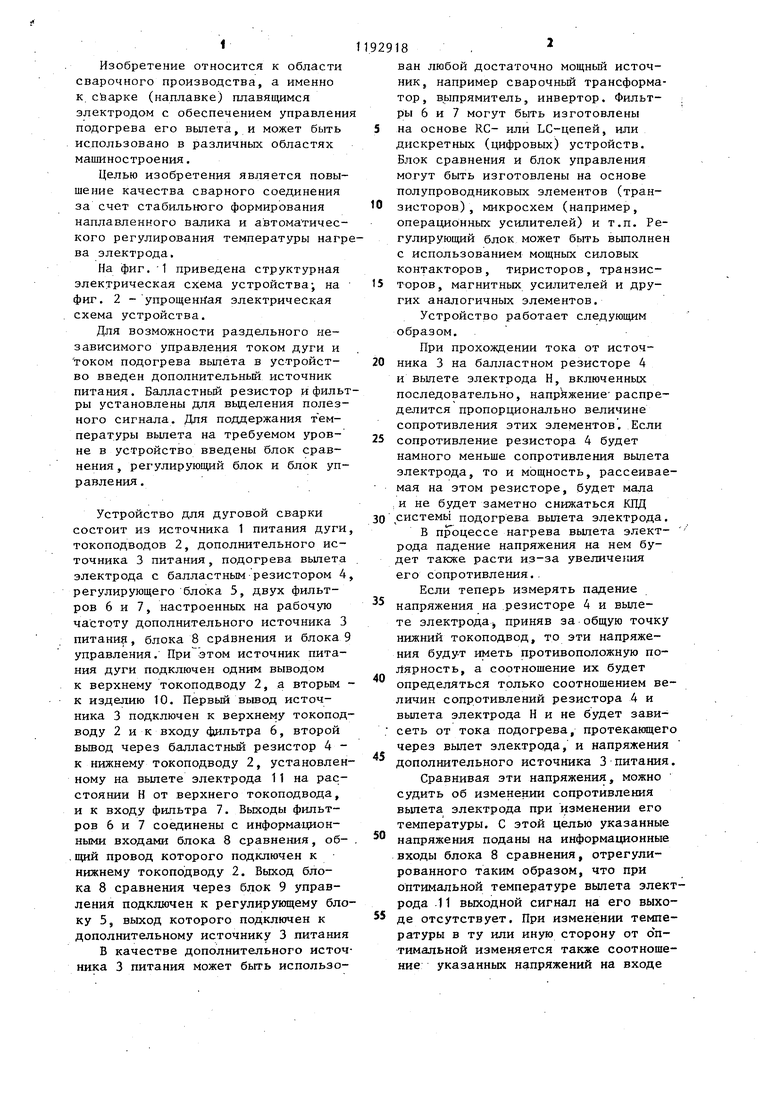
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Способ слежения за стыком при дуговой сварке | 1983 |
|
SU1152743A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| Устройство контроля процесса плавления дугой ленточного электрода | 1986 |
|
SU1395437A1 |
| Способ электродуговой наплавки и сварки | 1986 |
|
SU1412897A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1984 |
|
SU1234103A1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| Устройство контроля положения дуги на торце ленточного электрода | 1984 |
|
SU1217601A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
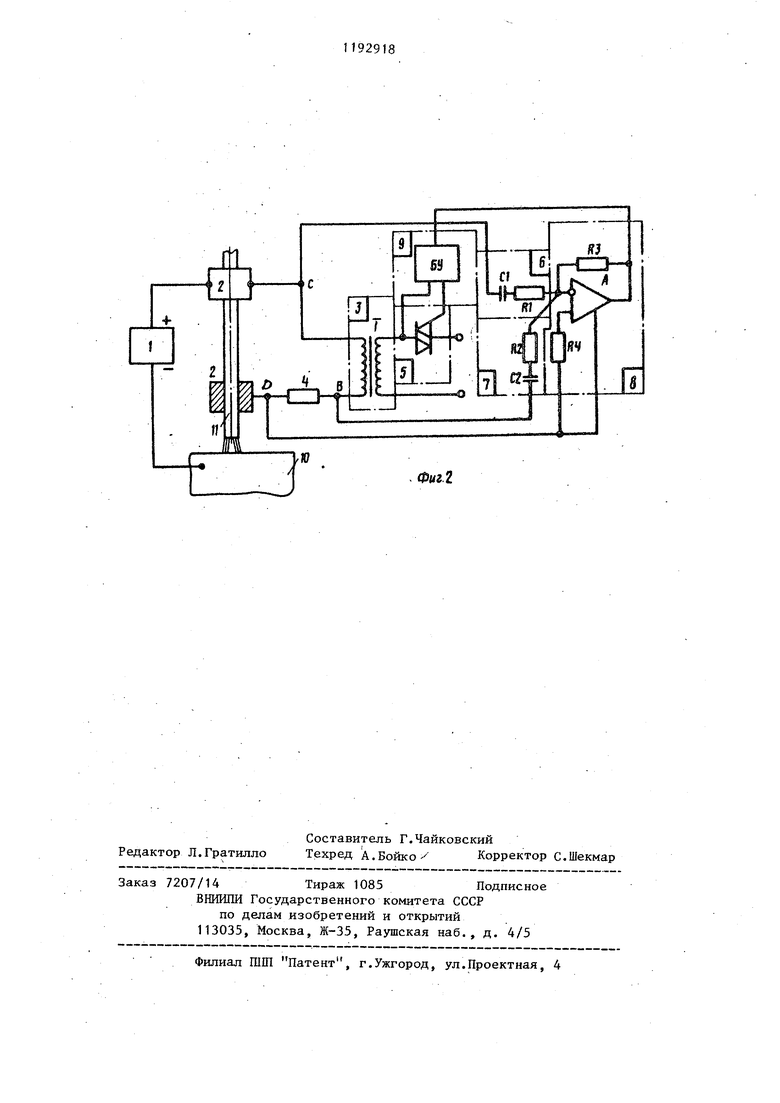
1. УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ содержащее источник питания дуги, балластный резистор и токоподводы, один из которых соединен с источником питания дуги, а другой - с первым вьшодом балластного резистора, отличающееся тем, что, с целью повышения качества сварного соединения за счет стабильного формирования наплавленного валика и автоматического регулирования температуры нагрева электрода, в устройство введены два фильтра и последовательно соединенные блок сравнения, блок управления, регулирующий блок и дополнительный источник питания, первый выход которого соединен с одним токоподводом и входом первого фильтра, а второй выход - с вторым выво.дом балластного резистора и входом второго фильтра, выход которого сое(Л динен с первьм входом блока сравнения, второй и третий входы которого соединены соответственно с выходом С первого фильтра и первым выводом балластного резистора. со tsD QD ОО
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 0 |
|
SU395200A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Ющенко К.А | |||
| Скоростная газоэлектрическая сварка нержавеющих сталей дополнительно подогреваемой проволокой | |||
| - Автоматическая сварка, 1969, № 1, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Устройство для дуговой сварки плавящимся электродом | 1974 |
|
SU574287A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
