I
Изобретение относится к области гальванической обработки деталей и может быть применено для нанесения покрытия на внутреннюю поверхность полого изделия.
Известна подвеска для гальванической обработки полых деталей, включающая раму, деталедержатели, катод, анод, расположенный внутри обрабатываемой детали, анодный и катодный токонодводы.
Предложенная подвеска отличается тем, что анодный токоподвод снабжен дополнительным сопротивлением для регулирования величины рабочего тока на аноде:
Это обеспечивает более равномерную и качественную обработку внутренней поверхности детали.
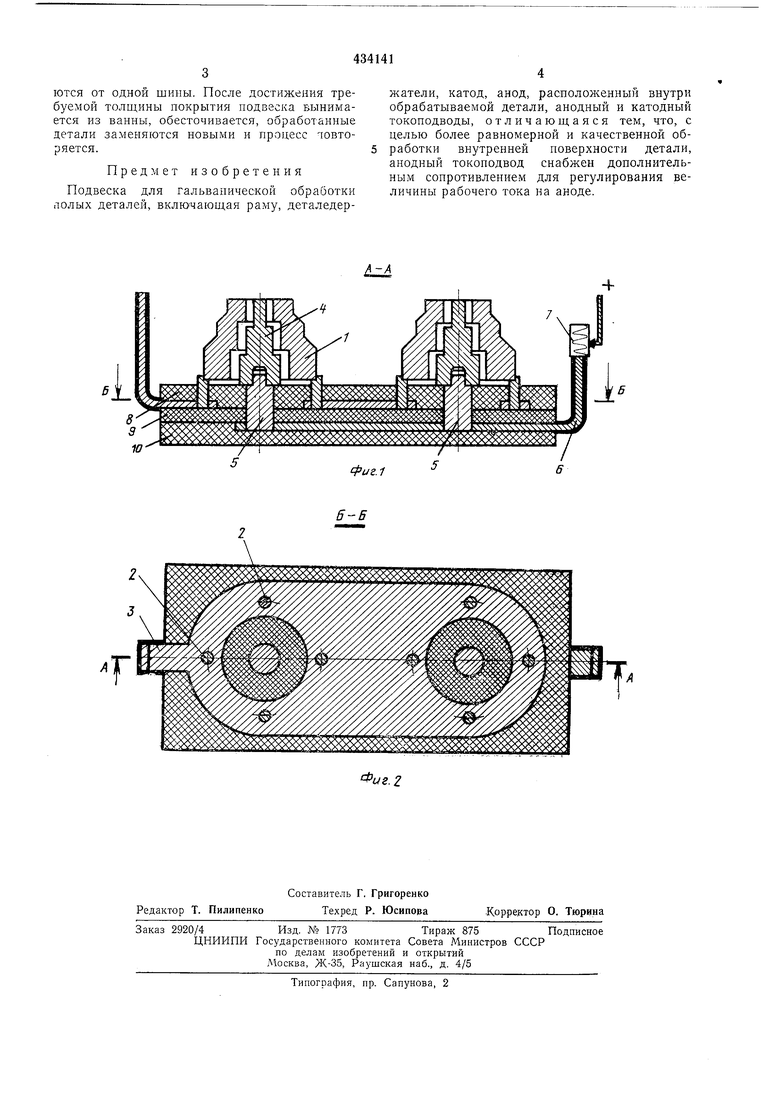
На фиг. 1 изображена подвеска, вертикальный разрез; на фиг. 2 - то же, горизонтальный разрез.
Деталь 1 устанавливается .на контакты 2, соединенные с катодом 3. Положительный потенциал на внутренний анод 4, копирующий форму внутренней поверхности детали 1, передается через контакт 5 от анодного токоподвода 6, на котором выше уровня электролита смонтировано дополнительное сопротивление 7, которое может быть как постоянным, если на этой подвеске обрабатывается все время одна и та же деталь с определенной толщиной покрытия, так и переменным, если
обрабатываются детали различной конфигурации или требуется разная толщина покрытия.
Питание анодного токоподвода 6 осуществляется от общей щины, от которой питаются II внешние аноды, на которые требуется подавать рабочш ток большей величины. С целью изоляции катода и анода, как между собой, так и от электролита токонодводы
собраны в пакете пластин 8, 9, 10, выполненных из нетоконроводного, агрессивностойкого материала, например, полипропилена. Для надежной герметизации стыки пласгии 8, 9, 10 по наружной поверхности проварнваются. Контакты 2 и 5 вставляются в пластины 8 и 9 по прессовой посадке, что препятствует пропикновенню электролита внутрь подвески. Работа подвески происходит в следующем
порядке. На анодном токоиодводе 6 подвески устанавливается дополнительное сопротивление 7, которое обеспечивает плотность тока на внутренней поверхности детали, равную плотности тока на наружной поверхности.
После этого па катодные контакты 2 устанавливаются обрабатываемые детали 1, подвеска соединяется с токонесун1имн шинами и опускается в ван}1у с электролитом, где происходит процесс осаждения покрытий.
Причем наружные и внутренние аноды питаются от одной шины. После достижения требуемой толпдины покрытия подвеска вынимается из вапны, обесточивается, обработанные детали заменяются новыми и процесс аовторяется.
Предмет изобретения
Подвеска для гальванической обработки полых деталей, включающая раму, деталедержатели, катод, анод, располол :енный внутри обрабатываемой детали, анодный и катодный токоподводы, отличающаяся тем, что, с целью более равномерной и качественной обработки внутренней поверхности детали, анодный токонодвод снабжен дополнительным сопротивлением для регулирования величины рабочего тока на аноде.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Токоподводящее устройство для гальванических ванн | 1981 |
|
SU1015000A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Устройство для нанесения гальванического покрытия | 1983 |
|
SU1177402A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| Способ регулировки силы тока и соотношения анодной и катодной составляющих тока в конденсаторной установке микродугового оксидирования | 2023 |
|
RU2812068C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
