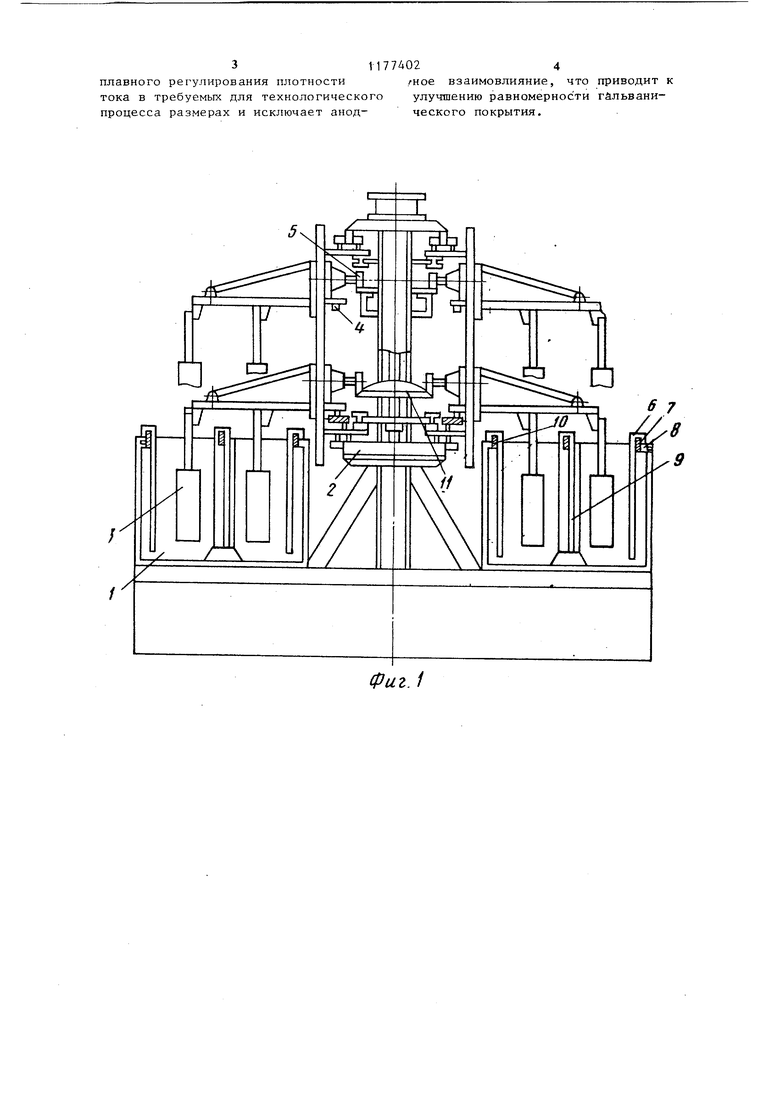
1 Изобретение относится к гальванотехнике и может быть использовано в электротехнических процессах, в част ности в процессах кодирования. Цель изобретения - повышение качества покрытия путем обеспечения плавного регулирования плотности гока. На фиг. 1 показано предлагаемое устройство для нанесения гальваничес ких покрытий, общий вид5 на фиг. 2 поворотная часть ванны, вид в плане Устройство содержит футерованную ванну 1 в форме змеевика, транспортное средство 2, состоящее из MexaHH3 ма горизонтального и вертикального перемещения, подвесок 3 с деталями, токосъемником 4 и роликом 5. Ванна снабжена свинцовыми катодами 6, закрепленными на катодных шинах 7, которые опираются на изоляторы В установленные на бортах и колоннах 9 ванны 1. На транспортном средстве 2 расположены также анодные шины 10 и копир-прерыватель 11. Токонесущие шины 7 прерваны в каждой поворотной асти ванны 1 и соединены с самостоятельным источником тока. Радиус поворота ближайшего к транспортному средству 2 борта поворотных частей ванны 1 определяется из математической зависимости Vt где V - скорость движения транспорт ного средства 2; t - допустимое время прерывания технологического процесса. 1стройство работает следующим образом. В исходном положении подвески 3 деталями находятся в верхнем положении, При включении привода горизонтал ного перемещения подвески 3 с деталями перемещаются на шаг и устанавл ваются над позициями обработки.Вклю чается привод вертикального перемещ ния и подвески 3 с деталями перемещаются вниз, опуская детали в ванну На прямолинейных участках ванны 1 подъем подвесок 3 с деталями не про исходит, и горизонтальное перемещение J-IX осуществляется в нижнем поло жении. При переходе подвесок 3 с деталями через noBOpoTHi)ie части ван ны (переход с одного источника тока 022 на другой) ролик Ь, набегая на копирпрерыватель 11, поднимает подвески 3с деталями до разрыва контакта между токосъемником 4 и анодной шиной 10, но при этом детали не выходят из электролита. После прохождения поворота подвески 3 с деталями опускаются, и цепь между токосъемником 4 и анодной шиной 10 замыкается, работает другой источник тока. На каждом последующем источнике питания токовые нагрузки увеличиваются для сохранения равномерного покрытия. При переходе с одного источника питания на другой при перемещении 1подвесок 3 с деталями в электролите процесс, гальванического покрытия не прерывается. Это достигается расположением анодных шин 10 (катодов 7) в ванне, временем разрыва питания, радиусом поворота. Расположение анодов предусматривает невозможность анодного взаимовлияния. Время движения подвесок 3 без тока устанавливается для каждого процесса опытным путем (например, для анодирования 10-15 с). Радиус ближайшего к транспортному средству 2 борта поворотных частей ванны 1 определяется из математической зависимости- Vt где Y - скорость движения транспортного средства 2j t - допустимое время прерывания технологического процесса. Токоподвод к обрабатьшаемым деталям, навешанным на подвески 3, производится с анодной шины 10 с помощью скользящего токосъемника 4 и шины, укрепленной на подвесках 3. Токоподвод к свинцовьим катодам 6 осуществляется с помощью катодных шин 7, которые соединены с источниками тока, проходяш;ими через борт и колонны 9 ванны 1. Применение предлагаемого устройства для нанесения гальванических покрытий позволяет рационально использовать производственные площади (особенно при нанесении гальванических покрытий крупногабаритных деталей, а также обеспечивает возможность
311774024
плавного регулирования плотности /ное взаимовлияние, что приводит к тока в требуемых для технологического улучшению равномерности гйльвани процесса размерах и исключает анод- ческого покрытия.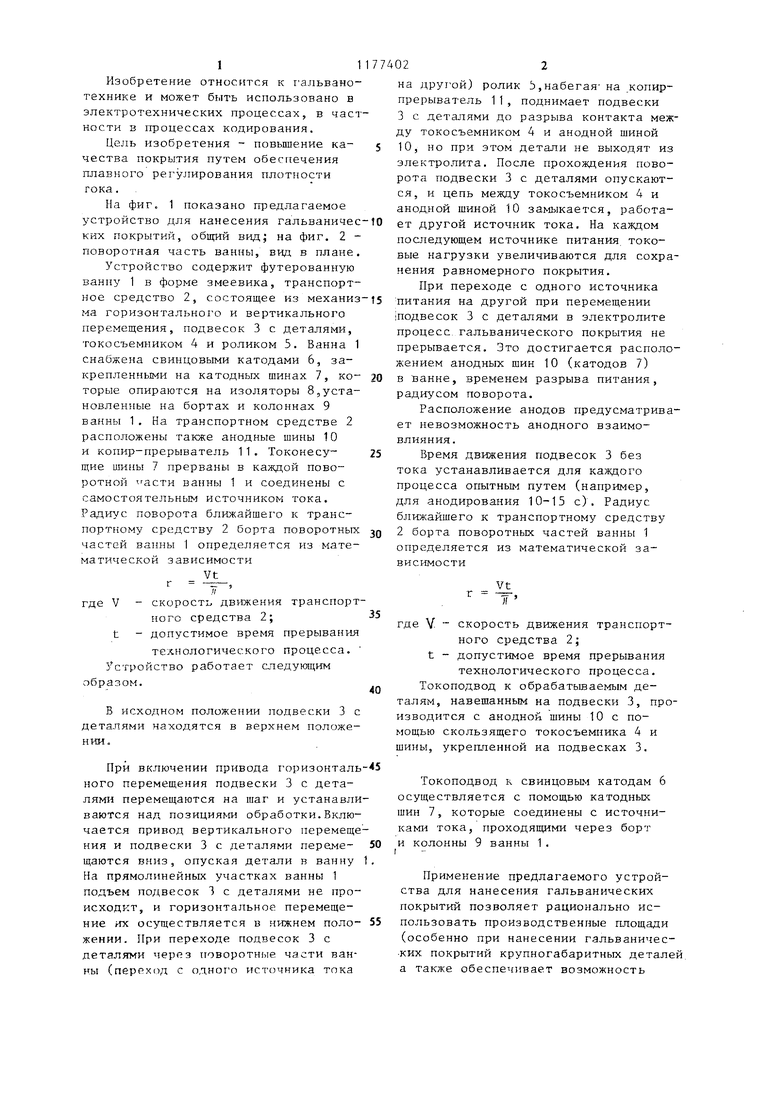
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрополирования деталей | 1989 |
|
SU1791477A1 |
| Подвесной конвейер | 1979 |
|
SU772938A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Устройство для электролитического осаждения алюминия | 1982 |
|
SU1175362A3 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ДЕТАЛЕЙ | 1972 |
|
SU434141A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2012 |
|
RU2499852C1 |
| Устройство для электрохимической обработки мелких деталей | 1982 |
|
SU1126633A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| Электролизер для производства алюминия | 2019 |
|
RU2722605C1 |
УСТРОЙСТВО ДЛЯ HAHECEHPW ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ, содержащее футерованную ванну, транспортирующее средство, токонесущие шины и источник тока, отличающееся тем, что, с целью повышения качества покрытия путем обеспечения плавного регулирования плотности тока, ванна имеет форму змеевика, а токонесущие шины прерваны в каждой поворотной части ванны и соединены с самостоятельным источником тока.
Фиг. 1
Фаг. 2
| Установка для электрохимической обработки деталей | 1972 |
|
SU449108A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление к револьверу для стрельбы дробинками при помощи вставляемых в барабан гладкоствольных патрончиков и нарезного вкладного ствола, вставляемого в ствол револьвера | 1924 |
|
SU5360A1 |
