1
Известна резьбонакатная головка, содержащая резьбонакатные ролики, смонтированные на эксцентриковых осях, и поворотные переднюю и заднюю крышки, в которых размещены опоры эксцентриковых осей.
Однако в известной головке невозможно изменить угол наклона осей роликов в процессе накатки, что при изготовлении длинных резьб сьшжает точность резьбы.
Для повышения точности резьбы предлагаемая головка снабжена обоймой, имеющей разнонаправленные пазы, в которых расположены сухари, жестко связанные с передней и задней крышками.
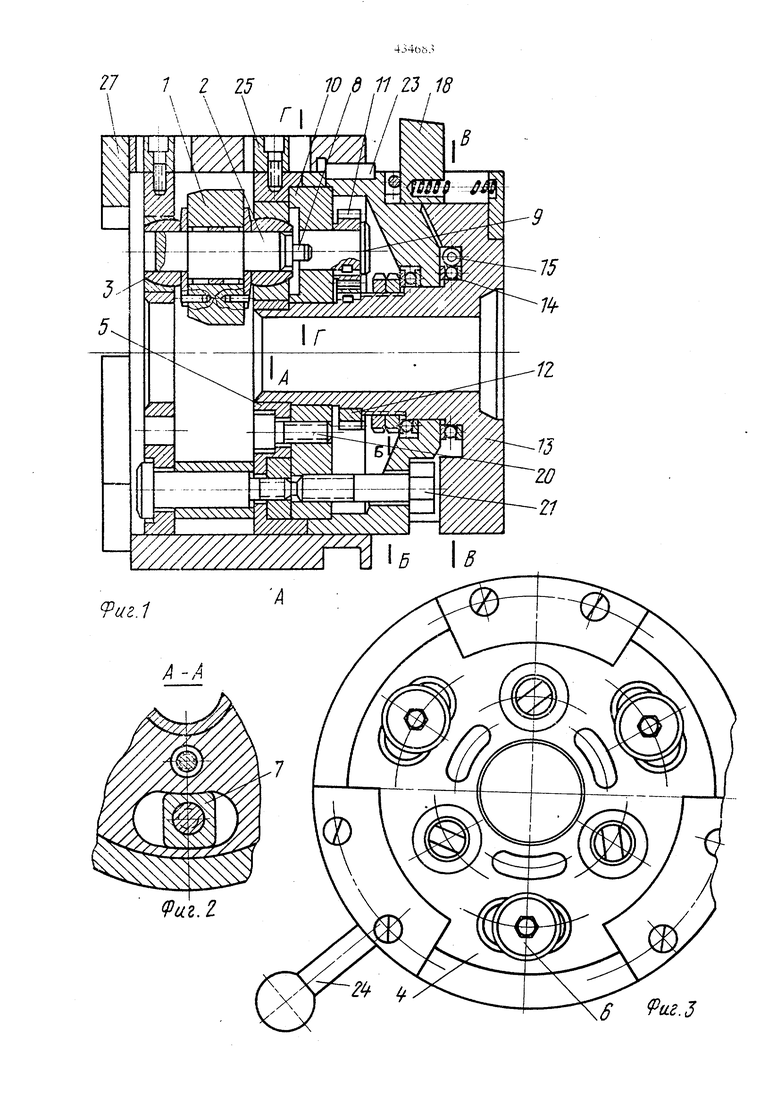
На фиг. 1 изображена предлагаемая резьбонакатная головка в разрезе; на фиг. 2 - разрез по А-А на фиг. 1;; фиг. 3 - вид с переднего торца головки; на фиг. 4 - разрез по Б-Б на фнг. 1; на фиг. 5 - разрез по В-В на фиг. I; на фиг. 6 - разрез поГ-Гфиг. 1.
Резьбонакатная головка состоит из резьбонакатных роликов 1, установленных на эксцентриковых осях 2 и сидящих на игольчатых подшипниках. Эксцентриковые оси имеют двустороннюю опору посредством сферических подшипников 3,
которые в свою очередь вмонтированы в переднюю и заднюю опорные крышки 4 и 5.
Расстояние между передней и задней опорными крышками определяется распорными втулками, через которые проходят колонки 6, резьбовая часть которых ввернута в сухари 7.
Крестовидная муфта 8, передающая крутящий момент на эксцентриковые оси 2 в момент закрытия головки и ее раскрытия, одним выступом
введена в один из пазов эксцентриковой оси, а другим - в ось 9, сидящую в дополнительной опоре 10 и несущую шестерню 11, которая нахо/штся в зацеплении с зубчатым колесом 12, посаженным на основание 13, которое -несет упорные подщипники 14, пружины 15 и 16, атакже упор 17 и ползун 18.
Задняя опорная крышка 5, сохраняя возможность вращения от действия пазов обоймы 19, прижимается винтами 20 к дополнительной опоре 10, которая в свою очередь винтами 21 прижимается к корпусу 22, несущему направляющую шпонку 23 и рукоятку 24.
В разнонаправленных пазах обоймы 19 размещены прикрепленные к опорным крышкам 4 и 5
сухари 25.
Головка снабжена также регулировочными винтами 26 и ограничивателем 27.
Резь бона каткая головка работает следующим образом.
Резьбоканатная головка в закрытом положении, т.е. когда ползун 18 находится одновременно в пазу основания 13 и в пазу корпуса 22, подается на заготовку и, захвалсв ее, накатьшает резьбу на установленную длину от принудительной подачи.
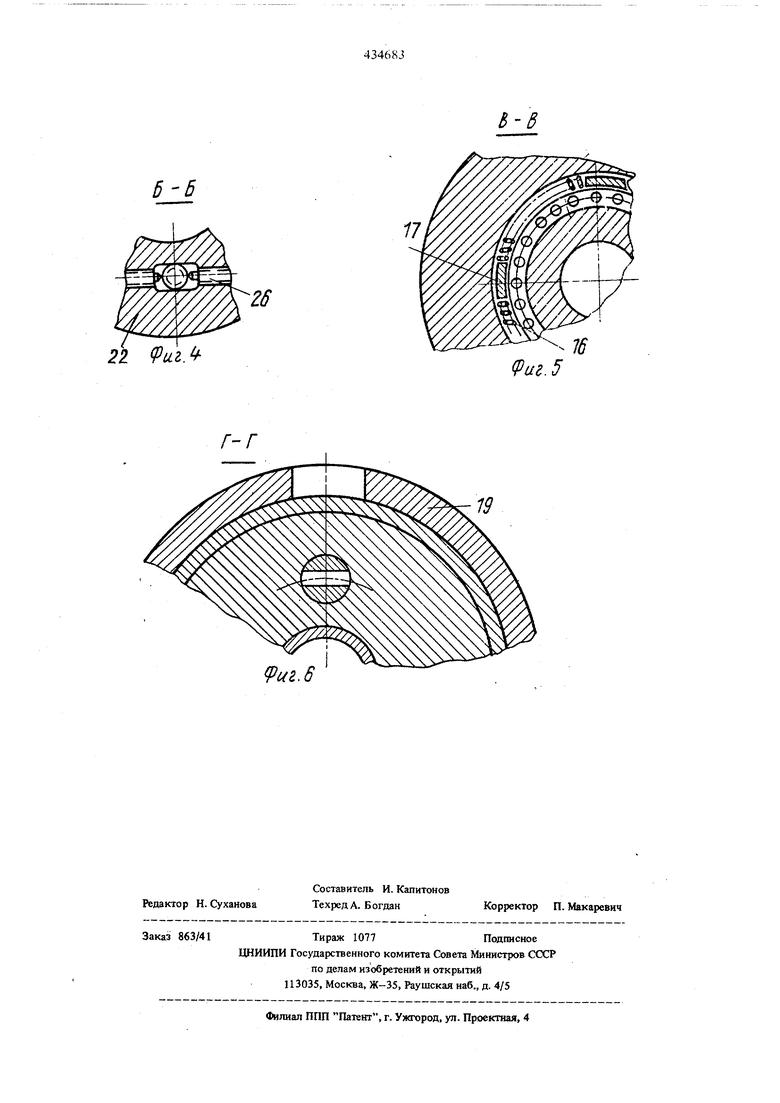
При появлении накопленной ошибки в ту или другую сторону ее направления обойма 19 от упора, введенного в ее паз (см.фиг.1), также связанная с принудительной подачей станка, передвигается вперед или назад по шпонке 23, заставляя поворачиваться переднюю и заднюю опорные крышки 4 и 5 в разных направлениях, т.е. по часовой стрелке и против часовой стрелки, так как разнонаправленные наклонные пазы обоймы 19 (см. фиг. 1 и 6), действуя на сухари 25, передают момент вращения на переднюю и на заднюю опорные крышки, тем самым заставляя поворачиваться опорные крышки и изменяя угол наклона осей резьбонакатных роликов к оси заготовки.
При достижении необходимой длины накатываемой резьбы ползун 18 упирается в неподвижный упор, установленный на станке и выходит из паза корпуса 22, от действия пружины 15 заставляет корпус 22 повернуться, а вместе с 1шм повернутся ггередняя и задняя опорные крышки, дополнительная опора 10 и обойма 19, в результате чего ролики расходятся, т.е. головка раскрывается, так как поворот этих деталей вызывает поворот осей 9, а с ними и эксцентриковьк осей 2 от
поворота шестерен И вокруг зубчатого колеса 12. Это позволяет вывести резьбоиакашые ролики из обрабатываемой заготовки.
Исходное закрытое положение головки обеспечивается поворотом рукоятки 24, которая возврашает корпус 22, а с ним и эксцентриковые оси 2 в исходное положение.
Настройка головки на требуемый размер по среднему диаметру резьбы осушеств тяется за счет
освобождения винтов 21 и перемещения их вдоль паза корпуса 22 винтами 26 (см. фиг. 4), тем самым заставляя поворачиваться дополнительную опору 10, а вместе с ней и шестерни 11, что обеспечивает изменение положение эксцентриситета
эксцентриковой оси 2.
перестройка головки после накатывания правой резьбы на накатывание левой резьбы осуществляется за счет переворота эксцетриковых осей 2, обоймы 19 и переброски местами пружин 15 и 16.
Формула изобретения
Резьбонакатная головка, содержащая резьбонакатные ролики, смонтированные на эксцентриковых осях, и поворотные переднюю и заднюю крышки, в которых размещены опоры эксцентриковых осей, отличающаяся ,тем, п-о, с целью повышения точности резьбы, она снабжена обоймой, имеющей разнонаправленные пазы, в которых расположены сухари, жестко связанные с передней и задней крышками. 10 в 11 2J 18 6 аг. J
6-5
22 иг.
(Ри.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1972 |
|
SU494904A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1972 |
|
SU346006A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2005 |
|
RU2309022C2 |
| Резьбонакатная головка для накатывания конических резьб | 1980 |
|
SU967638A1 |
uz.6
19
