(54) РЕЗЬБОНАКАТНАЯ ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ КОНИЧЕСКИХ РЕЗЬБ
1
Изобретение относится к обработке металлов давлением и может быть исполь-зовано для накатывания наружных конических ре:5ьб.
Известна раскрывающаяся резьбонакатная головка для накатывания наружных конических резьб 1 .
Эта головка допускает регулирование размера накатываемой резьбы в узком диапазоне.
Наиболее близким техническим решением к предлагаемому изобретению .является резьбонакатной патрон для накатывания наружной конической резьбы, содержащий корпус с опорами, несущими резьбонакатные ролики, и механизм конусообразования, включающий рычаги с щарирноразмещенными ползунами, один конец которых расположен в пазах кольца 2 .
Недостатками резьбонакатного патрона являются его большие габариты, вызывающие повыщенную металлоемкость, а также возможность накатывания только одного размера резьбы.
Цель изобретения - снижение металЛоемкости и расщирение технологических возможностей.
Поставленная цель достигается тем, что резьбонакатпая головка для накатывания конических резьб, содержащая корпус с опорами, несущими резьбонакатные ролики, и механизм конусообразования, включащий рычаги с шарнирноразмещенными по.азунами, один конец которых расположен в пазах кольца, снабжена конусным копиром, размещенным в корпусе по оси, и по меньшей мере двумя расположенными симметрично оси головки многозвенными кулисными механизмами, при этом последние выполнены в виде двух кулис, одна из которых установлена с возможностью поступательного перемещения и взаимодействия с конусным копиром, а другая - с возможностью пово,5 рота, и оси, предназначенной для размещения рычагов с ползунами, второй конец которых расположен в выполненных пазах кулисы, установленной с возможностью поворота, при этом последняя связана с ку лиcoй, установленной с возможностью поступательного перемещения, и жестко - с кольцо.м.
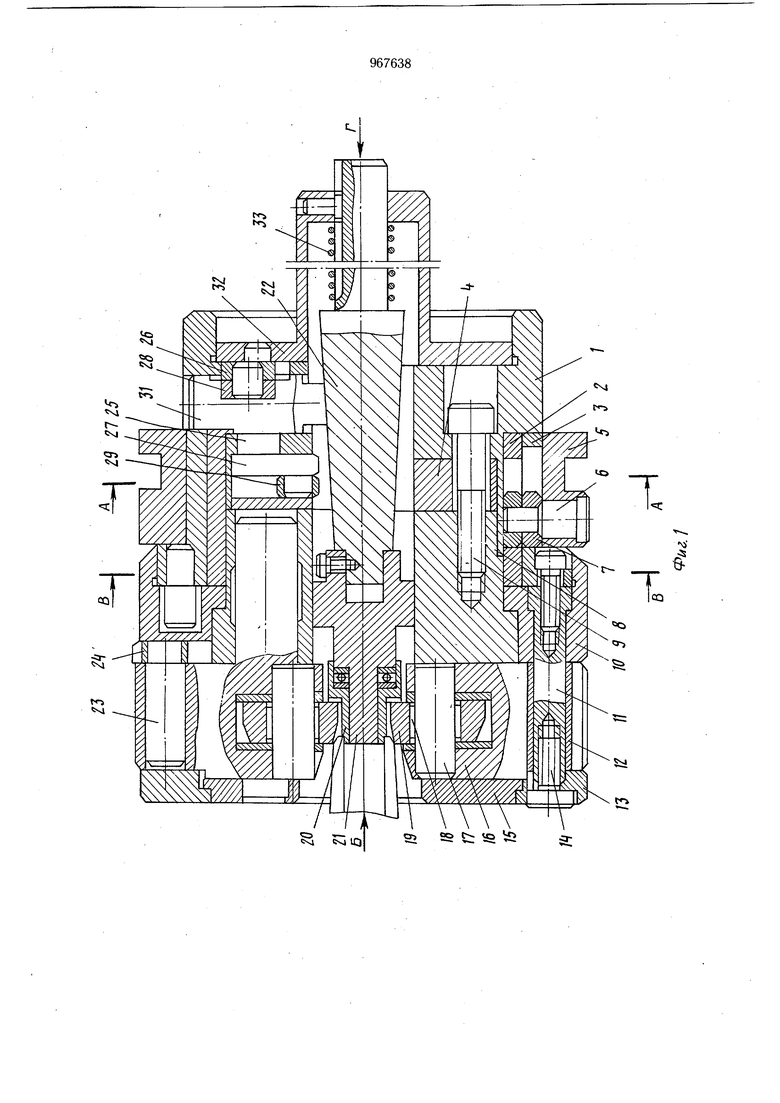
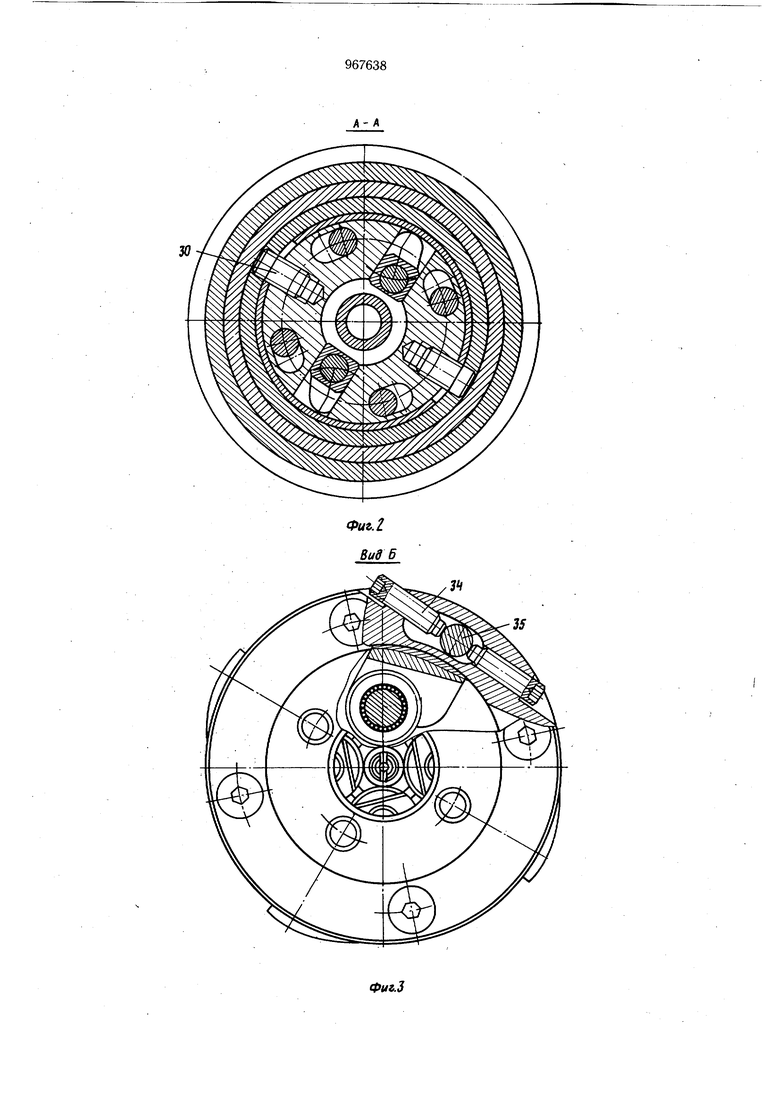
На фиг. 1 изображена резьбонакатная головка, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на
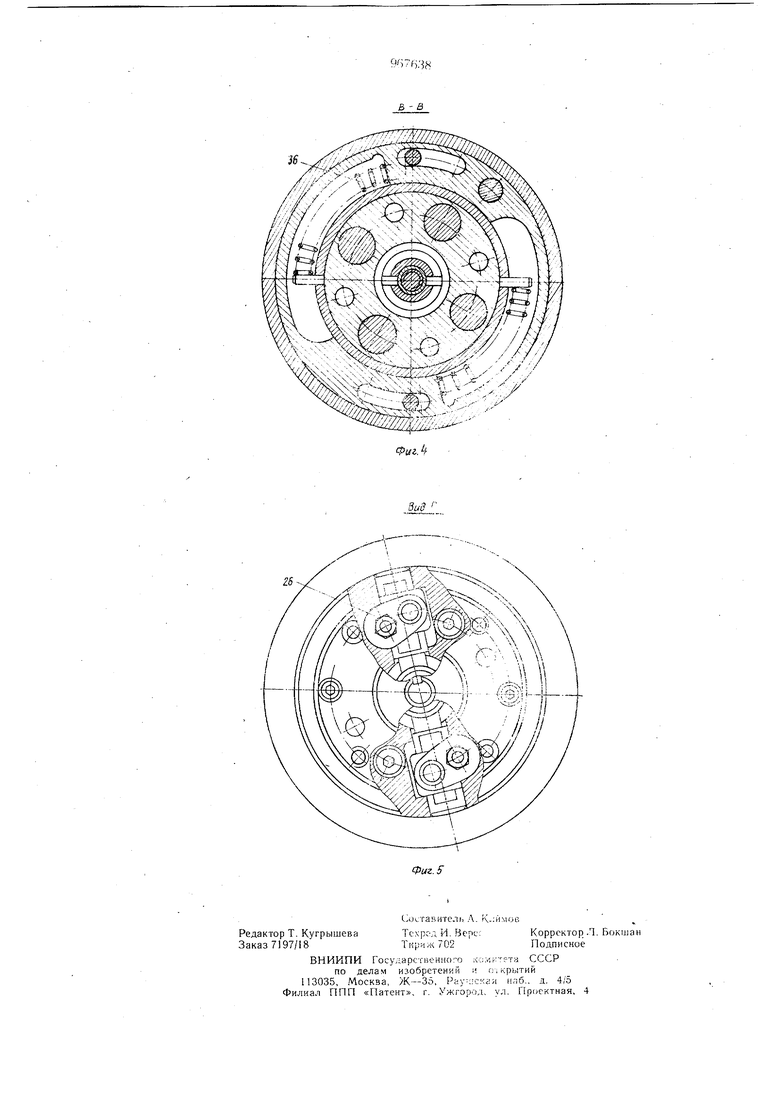
фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 1.
Резьбонакатйая головка состоит из шпинделя 1, на котором установлена гильза 2 со стаканом 3. На гильзе 2 и стакане 3 выполнены коленообразные взаимно перпендикулярные пазы, предназначенные для открывания головки в конце накатывания. В центральном отверстии шпинделя 1 установлена качающаяся кулиса 4. На стакане 3 базируется кольцо 5 выключения, в отверстиях которого установлены пальцы 6, являющиеся осями роликов 7, установленных в коленообразных пазах гильзы 2 и стакане 3. В гильзе 2 установлен корпус 8, который крепится к щпинделю 1 винтами 9. На корпусе 8 базируется кольцо 10, в отверстиях которого установлены колонки 11 с проставочными втулками 12. С колонками 11 винтами 14 связано наружное кольцо 13, в центральном отверстии которого расположена крышка 15.
В опорах 16 на цилиндрических осях 17 и игольчатых роликах 18 установлены резьбонакатные ролики 19. В процессе накатывания обрабатываемый конец трубы воздействует на вращающуюся втулку 20, являющуюся упором, и упорный подшипник. Втулка 20 установлена на цилиндрическом участке поршня 21, в центральном отверстии которого закреплен конусный копир 22. В отверстии верхней части опор 16 установлены с возможностью поворота оси 23, на концах которых имеются ползуны 24, входящие в направляющие пазы кольца 10. В отверстиях шпинделя 1 расположены оси 25, по концам каждой из-которых закеплены два рычага 26 и 27, с шарнирно-установленными на них ползунами 28 и 29, расположенными в пазах поступательно движущейся кулисы 31 и качающейся кулисы 4, жестко связанной с кольцом 10 посредством винтов 30 гильзы 2 и стакана 3. В центральном посадочном отверстии шпинделя 1 смонтирована задняя крышка 32, в отверстии которой имеется пружина 33, установленная на цилиндрическом хвостовике конусного копира 22. Регулировка резьбонакатной головки на необходимый размер накатываемой резьбы производится посредством регулировочных винтов 34 и штифта 35.
Резьбонакатная головка работает следующим образом.
При осевом перемещении головки обточенный конец трубы своим торцом воздействует на упорную вращающуюся втулку 20 и начинает перемещать вдоль оси головки конусный копир 22. на который опираются торцовыми поверхностями кулисы 31. При перемещении вдоль оси конусного копира 22 кулисы 31 перемещаются перпендикулярно ему и тем самым через ползун 28, рычаги 26 и 27 и ползун 29 поворачивают
неравномерную кулису 4, связанную посредством винтов 30 с гильзой 2. Гильза 2 совместно со стаканом 3, кольцом 10, наружным кольцом 13 и опорами 16 поворачивается относительно корпуса 8 и щпинделя 1
также неравномерно, чем обеспечивается равномерное радиальное перемещение резьбонакатных роликов относительно оси головки при одновременном осевом перемещении, благодаря чему образуется коническая
- резьба с прямолинейной образующей. При достижении заданной длины накатанной резьбы кольцо 5 выключения под действием упора, установленного на станке или на установочном приспособлении, через ролики 7, палец 6, пружины 36, стакан 3, кольцо
10, оси 23 поворачивает опоры 16 и тем самым перемещает ролики 19 от оси головки. Головка раскрывается и свободно отводится от изделия без свинчивания.
По сравнению с известной предлагаемая резьбонакатная головка для накатывания конических резьб позволяет уменьщить габариты примерно в 2,5 раза и тем самым снизить металлоемкость устройства, а также расширить технологические возможности.
Формула изобретения
Резьбонакатная головка для накатывания конических резьб, содержащая корпус с опорами, несущими резьбонакатные ролики, и механизм конусообразования, включающий рычаги с щарнирноразмещенными ползунами, один конец которых расположен в пазах кольца, отличающаяся тем, что, с целью снижения металлоемкости и расширения технологических возможностей, она
снабжена конусным копиром, размещенным в корпусе, и по меньщей мере двумя расположенными симметрично оси головки многозвенными кулисными механизма.ми, при этом последние выполнены в виде двух
кулис, одна из которых установлена с возможностью поступательного перемещения и взаимодействия с конусным копиром, а другая - с возможностью поворота, и оси, предназначенной для размещения рычагов с ползунами, второй конец которых расположен в выполненных пазах кулисы, установленной с возможностью поворота, причем последняя связана с кулисой, установленной с возможностью поступательного перемещения, и жестко - с кольцом.
Источники информации, принятые во внимание при экспертизе
1.«Станки и инструмент, 1978, № 3, с. 24-25.
2.Авторское свидетельство СССР
№ 397255, кл. В 21 h 5/04, 17.12.71 (прототип).
Ni
Фиг. 2 Buff 6
34
35
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1980 |
|
SU929289A1 |
| РЕЗЬБОНАКАТНОЙ ПАТРОН | 1973 |
|
SU397255A1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Резьбонакатная головка | 1979 |
|
SU841742A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1069916A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Станок для накатывания резьбы на метчиках | 1981 |
|
SU965579A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |