1
Устройство относится к области автоматики и может быть использовано в системах автоматического управления с применением вычислительных машин в металлургической, металлообрабатывающей и других отраслях промышленности.
Известны устройства два сбора информации, содержащие датчики, преобразователи и вычислительную машину.
Однако такие устройства недостаточно надежны.
Целью изобретения является повышение надежности работы устройства.
Эта цель достигается за счет введения в устройство логических схем, входы каждой из которых подключены к соответствующим фотодатчикам и выходам триггеров, а выходы - к цифровым входам вычислительной машины.
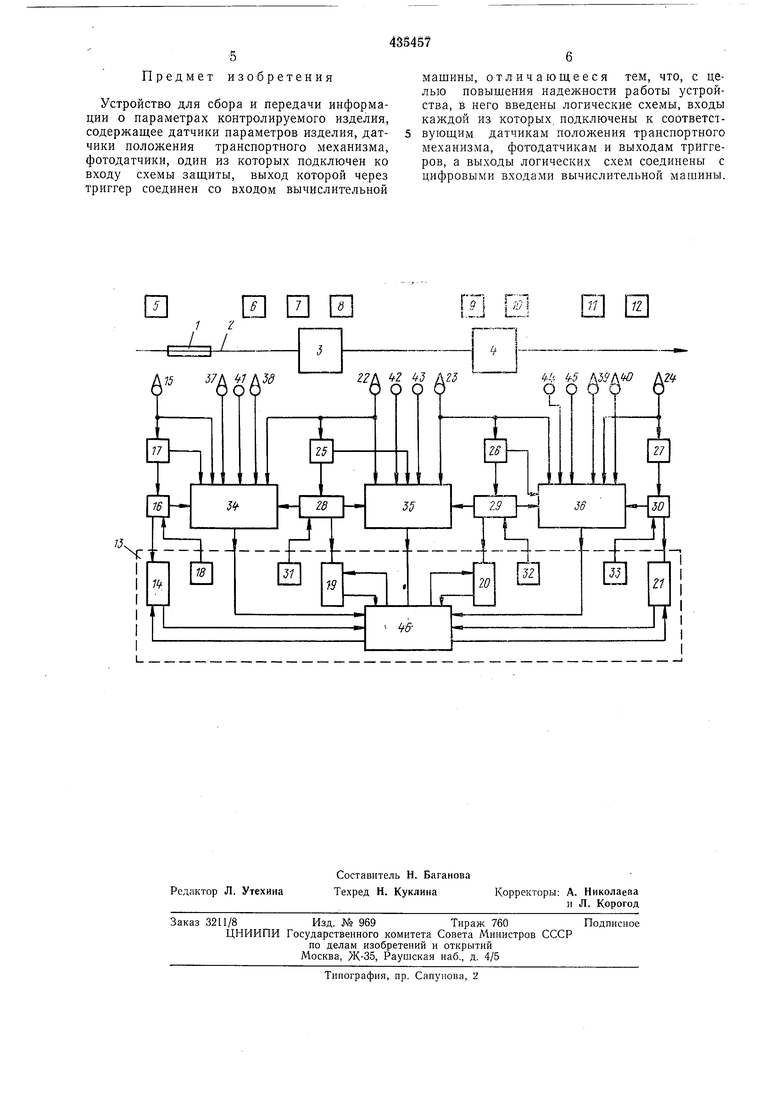
Блок-схема предложенного устройства приведена на чертеже, где обозначено: 1 - перемещающееся изделие, например заготовка, 2- технологическая линия, 3 - прошивной стан, 4 - раскатный стан, 5-12 - датчики параметров изделия, 13 - вычислительная машина, 14 - первый узловой счетчик, 15 - фотодатчик, фиксирующий прохождение изделия мимо датчика 5, 16 - триггер, 17 - схема защиты, 18 - блок сброса первого триггера, 19-21 - узловые счетчики, 22-24 - фотодатчики, влияющие на формирование чисел в
узловых счетчиках, 25-27 - схемы защиты триггеров от помех, 28-30 - триггеры, формирующие числа в счетчиках, 31-33 - блоки сброса триггеров, 34-36 - логические схемы, определяющие число изделий на участке линии, 37-40 фотодатчики, фиксирующие положение изделия на участке, 41-45 - датчики положения транспортных механизмов, 46 - блок синхронизации счетчиков.
10
Изделие 1 перемещается по технологической линии 2, проходя последовательно через прошивной 3 и 4 раскатный стан, и превращается из заготовки сначала в гильзу, а затем в
трубу. В обработке одновре1менно находится несколько изделий. Информацию о параметрах изделия для системы автоматического управления собирают датчики 5-12, которые вводят в оперативную память машины 13 параметры проката на различных этапах его обработки. Изделие последовательно проходит мимо каждого датчика. В оперативной памяти выделена зона для каждого датчика, а номер ячейки внутри зоны определяется в соответствии с числом, записанным в счетчике. Число в счетчике должно соответствовать номеру прошедшей трубы. Информация используется в соответствии с показаниями счетчика. Иравильное заполнение счетчиков позволяет относить показания разных датчиков к одной трубе, т. е. имеет место цифровое сопровождение информации. Фотодатчик 15 фискирует наличие очередной заготовки 1 после окончания измерения ее длины датчиком 5. Сигнал с фотодатчика 15 поступает на триггер 16 через схему защиты 17, предотвращающую ложный запуск триггера при колебаниях заготовки или при наличии на ней окалины. Триггер 16 переходит в единичное состояние, и вычислительная .машина 13 переходит к формированию числа в счетчике. Вычислительная машина 13 путем опроса устанавливает, что триггер 16 находится в положении «1, добавляет единицу к содержимому счетчика. 14, и по новому состоянию счетчика определяет номер ячейки в зоне оперативной памяти, в которую записывает результат замера датчика 5. Затем через блок сброса 18 переводит триггер в положение «О. Для большей надежности счетчиков опрос триггера 16 происходит дваждьг, и единица добавляется только в случае, если при двух опросах подтверждается состояние «1. С этой же целью блок 18 после сигнала сброса проверяет исполнение команды сброса и если триггер 16 не вернулся в исходное положение, цикл сброса повторяется. Аналогично формируются числа в счетчиках 19-21 с помощью фотодатчиков 22-24 через схемы защиты 25-27 и триггеры 28- 30. Триггеры сбрасываются блоками сброса 31-33 с той разницей, что они обслуживают группу датчиков, в зоне измерения которых не может находиться более одной трубы, т. е. эти счетчики являются узловыми. Синхронизацию работы счетчиков 14, 19- 21 между собой при включении системы и исправление сбоев при нормальной работе производят на основании показаний логических схем 34-36. На вход схем 34-36 поступают сигналы прохождения изделием фотодатчиков 37-40 и сигналы срабатывания транспортных механизмов от датчиков 41-45. Это позволяет получать на выходе схем число изделий, находящихся на контролируемых участках линии. Для четкой работы системы сопровождения на вход схемы 34 подаются сигналы от датчиков 15 и 22, схемы защиты 17 и триггеров 16 и 28, а изделие 1 считают вошедшим на участок между счетчиками 14 и 19 только после сброса триггера 16 через блок сброса 18 и считают вышедшим с участка после сброса триггера 19. Число с выхода схемы 34 через цифровой вход поступает на блок сипхронизации 46. Схемы 35 и 36 работают аналогично. Система сопровождения работает в двух режимах работы: режидме запуска и рабочем режиме. Перед запуском счетчики 14, 19-21 и триггеры 16, 28-30 находятся в исходном положении. Число счетчика 14 формируется обычным образом после прохождения каждой заготовки мимо датчика 15. При подключении системы к работающей линии, на которой может одновременно находиться в Обработке до шести изделий, датчик 22 может зафиксировать не первую гильзу, а другую. Заполнение счетчика 19 может быть начато только после выполнения равенства 4-yV,:l, где Л - число в счетчике 14; NI число на выходе схемы 34, равное числу изделий на участке между счетчиками 14 и 19. Если равенство (1) выполняется, то блок 46 не препятствует добавлению единицы в счетчик 19. В противном случае на счетчик 19 записывается нуль. Аналогично определяется момент начала заполнения счетчиков 20 и 21 по показаниям схем 35, 36. Прохождение заготовок мимо датчика 15 подтверждает, что первая труба прошла мимо датчика 24, и все счетчики запущены. С этого момента система переходит к рабочему режиму. После формирования числа в каждом счетчике блок синхронизации 46, используя показания счетчиков 14, 19-21 и схем 34-36, производит анализ правильности числа в данном счетчике по мажоритарному принци У- Например, после добавления единицы к содержимому счетчики 19 блок синхронизации 46 проверяет выполнение равенства Л, + АА, Л„ где Аг - число в счетч-ике 19, Выполнение равенства (2) говорит о верности чисел в обоих счетчиках 14 и 19. Равенство не выполняется при сбое одного из них. Тогда решается уравнение A. - N.-A,(3) где Лз - число в счетчике 20; N - число на выходе схемы 35, равное числу гильз на участке между счетчиками 19 и 20. Выполнение равенства (3) свидетельствует о правильности чисел в счетчиках 19 и 20. При этом исправление числа А в счетчике 14 производится блоком 46 на основании числа в счетчике 19 и показаний схемы 34. При невыполнении второго равенства сравнивают числа в счетчиках 14 и 16 Л,+Л, + Л, Л,(4) Выполнение равенства (4) свидетельствует о правильности чисел в счетчиках 14 и 20 и о сбое в счетчике 19. Исправление числа в счетчике 19 выполняется блоком 46 с использованием числа в счетчике 14 и показаний схемы 34. Аналогично анализируется работа и автоматически исправляются сбои во всех остальных счетчиках.
Предмет изобретения
Устройство для сбора и передачи информации о нараметрах контролируемого изделия, содержащее датчики параметров изделия, датчики положения транспортного механизма, фотодатчики, один из которых подключен ко входу схемы защиты, выход которой через триггер соединен со входом вычислительной
машины, отличающееся тем, что, с целью повышения надежности работы устройства, в него введены логические схемы, входы каждой из которых подключены к соответствующим датчикам положения транспортного механизма, фотодатчикам и выходам триггеров, а выходы логических схем соединены с цифровыми входами вычислительной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Устройство для регулирования скорости нового рулона при автоматической склейке полотен в рулонной печатной машине | 1980 |
|
SU937297A1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ДЛИНЫ | 1998 |
|
RU2148789C1 |
| Система связи с ретрансляцией сообщений | 1987 |
|
SU1522417A1 |
| Устройство для учета изделий в формах,перемещаемых конвейером | 1985 |
|
SU1260984A1 |
| Многоканальное регистрирующее устройство | 1988 |
|
SU1698899A1 |
| Устройство для автоматической загрузки изделия в индукционный методический нагреватель | 1988 |
|
SU1502639A1 |
| Устройство для контроля выходного заглубления заготовок в многосекционной индукционной нагревательной установке непрерывного действия | 1987 |
|
SU1468942A1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| УСТРОЙСТВО ДЛЯ УЧЕТА РЫБЫ В ПОТОКЕ ВОДЫ | 1988 |
|
SU1814412A1 |
6 боб N:Ш Е
11
1Z 22 k 4- J A2J О О О б 44 5 Д24 0999
