1
Изобретение относится к области шлифования и полирования внутренних поверхностей длинномерных немагнитных изделий в магнитном поле.
Известен по авт. св. № 185003 способ обработки внутренних поверхностей труб ферромагнитным абразивом, помещенным внутрь трубы, который подвергается воздействию вращающегося магнитного поля.
Однако по известному способу для интенсификации процесса обработки поверхностей ферромагнитному порошку по поверхности или изделию вдоль оси необходимо сообщить дополнительное осциллирующее движение, а осцилляция изделия или магнитной системы имеет следующие недостатки.
1.Ограниченность амплитуды и скорости осцилляции ввиду большой инерционности движущихся масс;
2.Сложность конструкции из-за необходимости .введения дополнительного привода;
3.Повышенная вибрация при увеличении скорости амплитуды и осцилляции.
С целью интенсификации процесса обработки по предложенному способу при обработке внутренних поверхностей длинномерных немагнитных деталей, вращающихся и поступательно движущихся соответственно вокруг и вдоль своей оси, помещенных во вращающееся магнитное поле, ферромагнитным порошком, плоскость вращения магнитного поля наклонена к оси вращения детали под углом а, где .
На чертеже показано устройство, реализующее предложенный способ.
Реализуется способ следующим образом. Деталь 1, вращающуюся и поступательно движущуюся соответственно вокруг и вдоль своей оси, помещают внутри специального
статора 2 с двухфазной или трехфазной обмоткой 3, при подключении которой к источнику переменного тока создается вращающееся магнитное поле, приводящее в движение по внутренней обрабатываемой поверхности детали режущий инструмент-ферропорошок 4, причем плоскость вращения магнитного поля наклонена к оси вращения изделия под углом а, где , что делает сложным движение ферропорошка относительно обрабатываемой поверхности, интенсифицирует процесс и обеспечивает равномерный съем материала, так как каждое зерно движется не в одной плоскости по кругу, а по сложной траектории, образованной движением зерна
по элипсу под действием поля относительно вращающейся вокруг своей оси детали.
Скорость вращения магнитного поля регулируется изменением числа пар полюсов обмотки статора и частотой питающей сети.
Размах амплитуды зерна зависит прямо пропорционально от величины угла наклона.
Предмет изобретения
Способ обработки внутренних поверхностеГт труб по авт. св. N° 185003, отличающийся
тем, что, с целью интенсификации процесса обработки, плоскость вращения магнитного поля наклонена к оси вращения детали под углом а, где .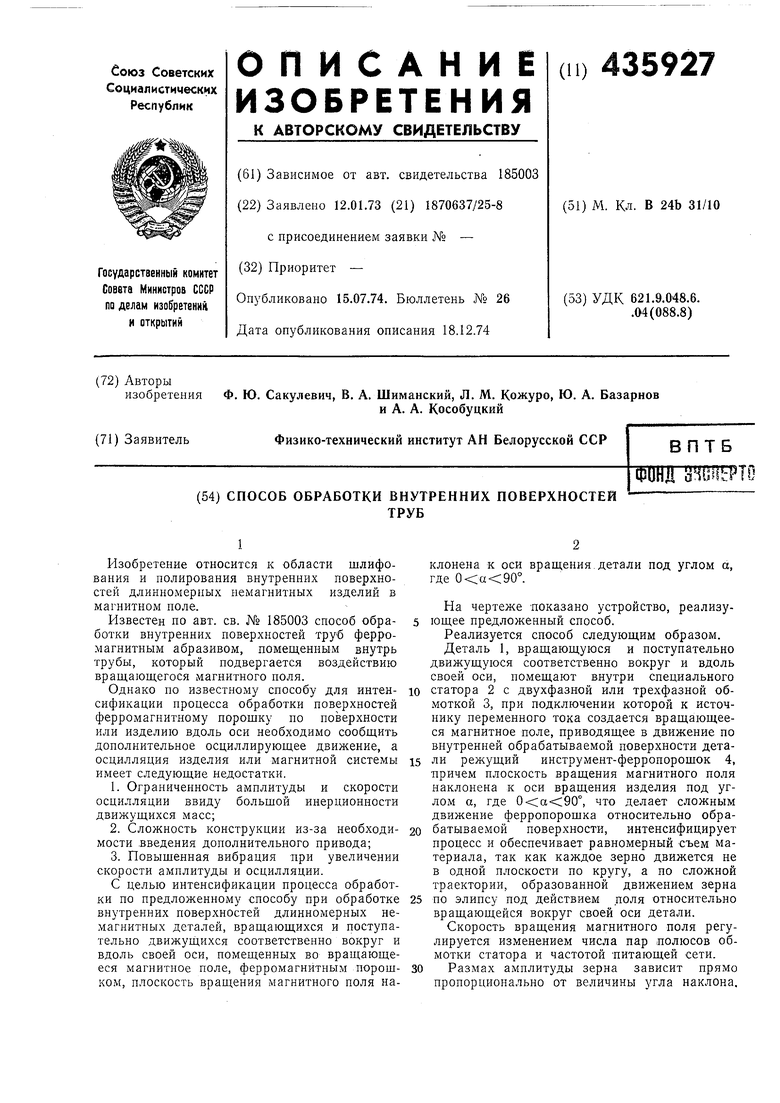
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренних поверхностей труб | 1978 |
|
SU768613A2 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи | 1978 |
|
SU848318A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| Устройство для магнитно-абразивной очистки внутренних поверхностей труб из немагнитопроводного материала | 1978 |
|
SU716648A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |
| Демагнитизатор | 1976 |
|
SU654965A1 |
| Устройство для объемной полировки | 1977 |
|
SU1071411A1 |
| Устройство для доводки закрытых внутренних сферических поверхностей | 1982 |
|
SU1049236A1 |

/ / /I
.(;/
/
