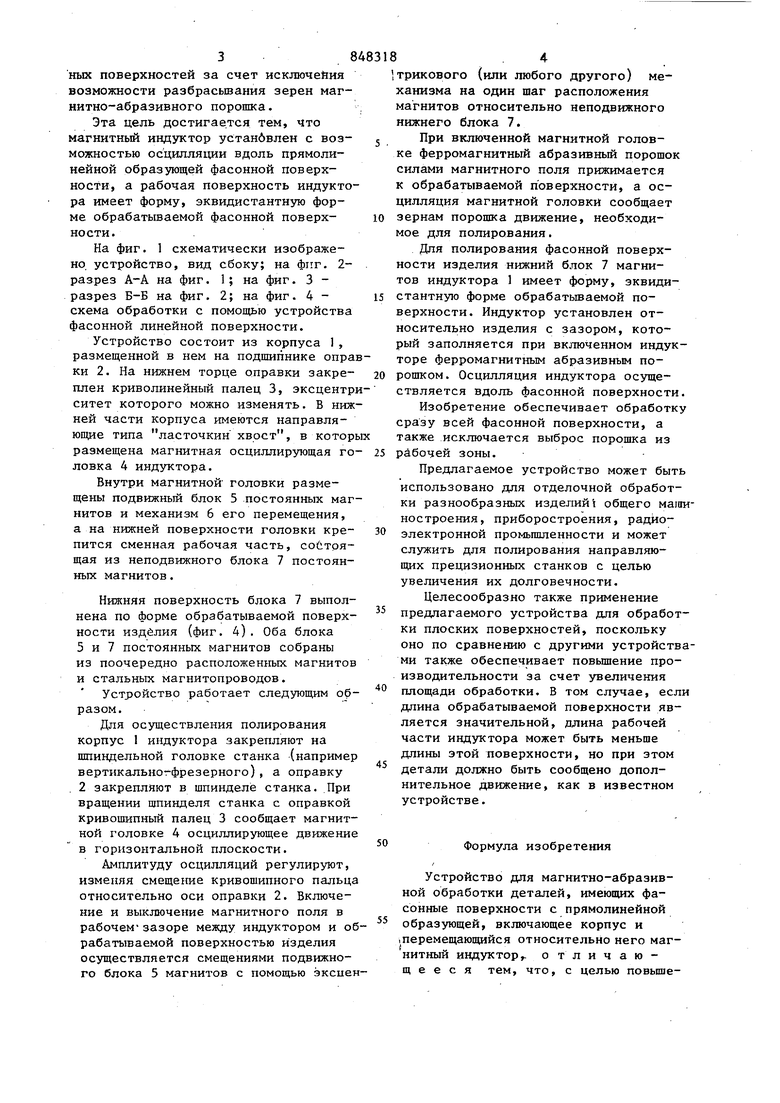
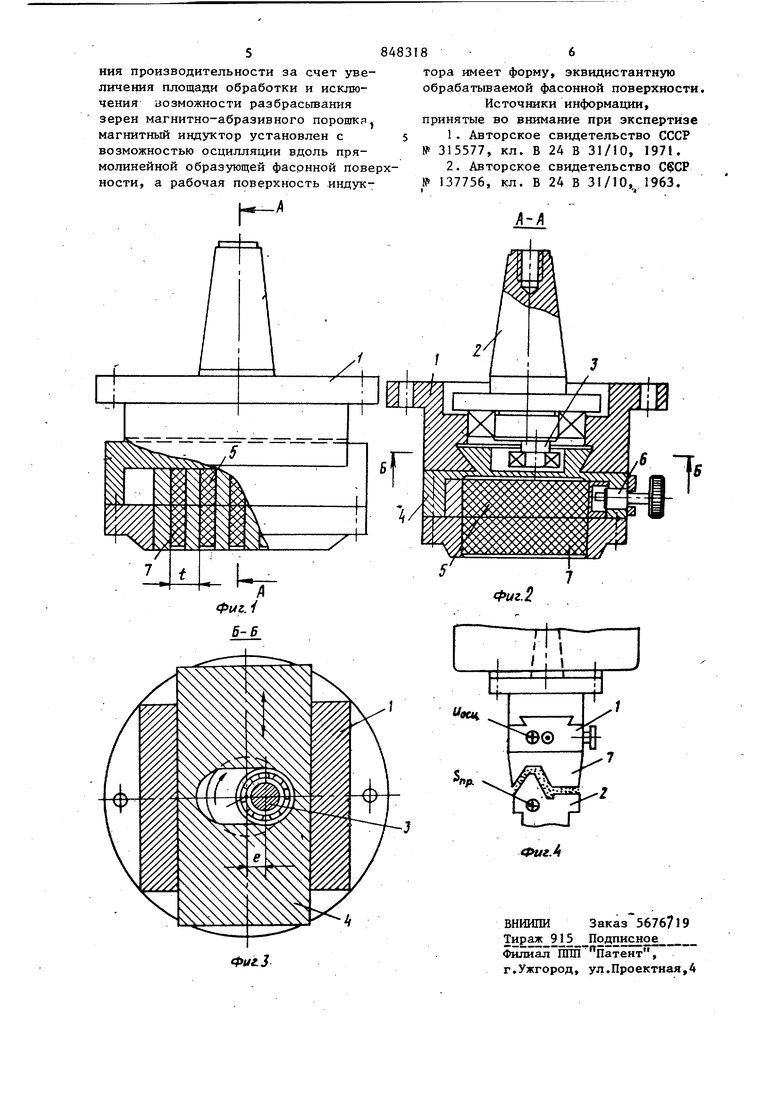
Изобретение относится к магнитноабразивнйй обработке и может быть использовано для полирования фасонны поверхностей с прямолинейной образующей. Известны различные устройства для магнитно-абразивной обработки. Магнитный индуктор в них вьтолнен в виде вращающегося вокруг оси, перпендикулярной обрабатьшаемой поверхности, диска, причем обрабатываемой поверхностью является плоский торец диска ГОНедостатком этрго устройства является невозможность Збработки фасон ных поверхностей. Наиболее близким к изобретению по технической сущности является устройство для магнитно-абразивной обработки, индуктор которого также выполнен в виде диска, но вращающегося вокруг оси, параллельной обрабатываемой поверхности. Рабочей частью диска является его периферийная поверхность. При этом устройство принципиально позволяет обрабатывать фасонные поверхности с прямолинейной образукицей, для чего периферийная часть диска должна иметь соответствующий фасонный профиль в сечении. Для полирования таким диском необходимо, кроме его вращения , поступательное перемещение обрабатываемой детали 2. Недостатки зтого устройства заключаются в том, что контакт диска с Обрабатываемой поверхностью происходит по линии, в результате чего площадь обработки является небольшой, и соответственно производительность обработки является низкой. Кроме того, при вращении зерна диска удерживаются на нем силами магнитного поля, но при увеличении скорости могут разбрасываться центробежными силами. Цель изобретения - увеличение производительности полирования фасонных поверхностей за счет исключейия возможности разбрасывания зерен магнитно-абразивного порошка. Эта цель достигается тем, что магнитньй индуктор устанбвлен с возможностью осцилляции вдоль прямолинейной образующей фасонной поверхности, а рабочая поверхность индукто ра имеет форму, эквидистантную форме обрабатываемой фасонной поверхности. На фиг. 1 схематически изображено, устройство, вид сбоку; на фиг. 2разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 схема обработки с помощью устройства фасонной линейной поверхности. Устройство состоит из корпуса 1, размещенной в нем на подшипнике опра ки 2. На нижнем торце оправки закреплен криволинейный палец 3, эксцентр ситет которого можно изменять. Б ниж ней части корпуса имеются направляющие типа ласточкин хвост, в котор размещена магнитная осциллирующая го ловка 4 индуктора. Внутри магнитной головки размещены подвижный блок 5 постоянных маг нитов и механизм 6 его перемещения, а на нижней поверхности головки крепится сменная рабочая часть, состоящая из неподвижного блока 7 постоянных магнитов. Нижняя поверхность блока 7 выполнена по форме обрабатываемой поверхности изделия (фиг. 4). Оба блока 5 и 7 постоянных магнитов собраны из поочередно расположенных магнитов и стальных магнитопроводов. Устройство работает следующим об разом. Для осуществления полирования корпус 1 индуктора закрепляют на шпиндельной головке станка (например вертикальногфрезерного), а оправку 2 закрепляют в шпинделе станка. При вращении шпинделя станка с оправкой кривошипный палец 3 сообщает магнит ной головке 4 осциллирующее движени в горизонтальной плоскости. Амплитуду осцилляции регулируют, изменяя смещение кривошипного пальц относительно оси оправки 2. Включение и выключение магнитного поля в рабочем-зазоре между индуктором и о рабатываемой поверхностью изделия осуществляется смещениями подвижного блока 5 магнитов с помощью эксие трикового (или любого другого) механизма на один шаг расположения магнитов относительно неподвижного нижнего блока 7. При включенной магнитной головке ферромагнитный абразивный порошок силами магнитного поля прижимается к обрабатываемой поверхности, а осцилляция магнитной головки сообщает зернам порошка движение, необходимое для полирования. Для полирования фасонной поверхности изделия нижний блок 7 магнитов индуктора 1 имеет форму, зквидистантную форме обрабатьшаемой поверхности. Индуктор установлен относительно изделия с зазором, который заполняется при включенном индукторе ферромагнитным абразивным порошком. Осцилляция индуктора осуществляется вдоль фасонной поверхности. Изобретение обеспечивает обработку сразу всей фасонной поверхности, а также исключается выброс порошка из рабочей зоны. Предлагаемое устройство может быть использовано для отделочной обработки разнообразных изделий i общего ма1пиностроения, приборостроения, радиоэлектронной промьшшенности и может служить для полирования направляющих прецизионных станков с целью увеличения их долговечности. Целесообразно также применение предлагаемого устройства для обработки плоских поверхностей, поскольку оно по сравнению с другими устройствами также обеспечивает повьш1ение производительности за счет увеличения площади обработки. В том случае, если длина обрабатываемой поверхности является значительной, длина рабочей части индуктора может быть меньше длины этой поверхности, но при этом детали должно быть сообщено дополнительное движение, как в известном устройстве. Формула изобретения Устройство для магнитно-абразивной обработки деталей, имеющих фасонные поверхности с прямолинейной образующей, включающее корпус и .перемещающийся относительно него маг нитный индуктор,- отличающееся тем, что, с целью nosbmie
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2002 |
|
RU2220836C1 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1201109A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| Устройство для одновременной обработки цилиндрических и торцовых поверхностей | 1980 |
|
SU905016A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
