1
Изобретение относится .к упаковке, в частности к }стройст1вам для упаковки продуктов в пленку.
Известно устройство для упаковки продуктов в плен;ку, содержащее экструдер с угловой головкой, дозатор с подающей трубой, рукавообразователь с охладителем, мехаппзм для протяжки рукава, сварочное .приспособление с поддерживателем пакетов и отводящее приспособление.
Целью изобретения является повыщение надежности в работе. Это достигается тем, что в предлагаемом устройстве для упаковки продуктов в пленку внутренняя полость рукавообразователя разделена на две зоны с различным давлением воздуха патрубком, нижняя часть которого имеет грибовидное сопло с кольцевой щелью по периферии.
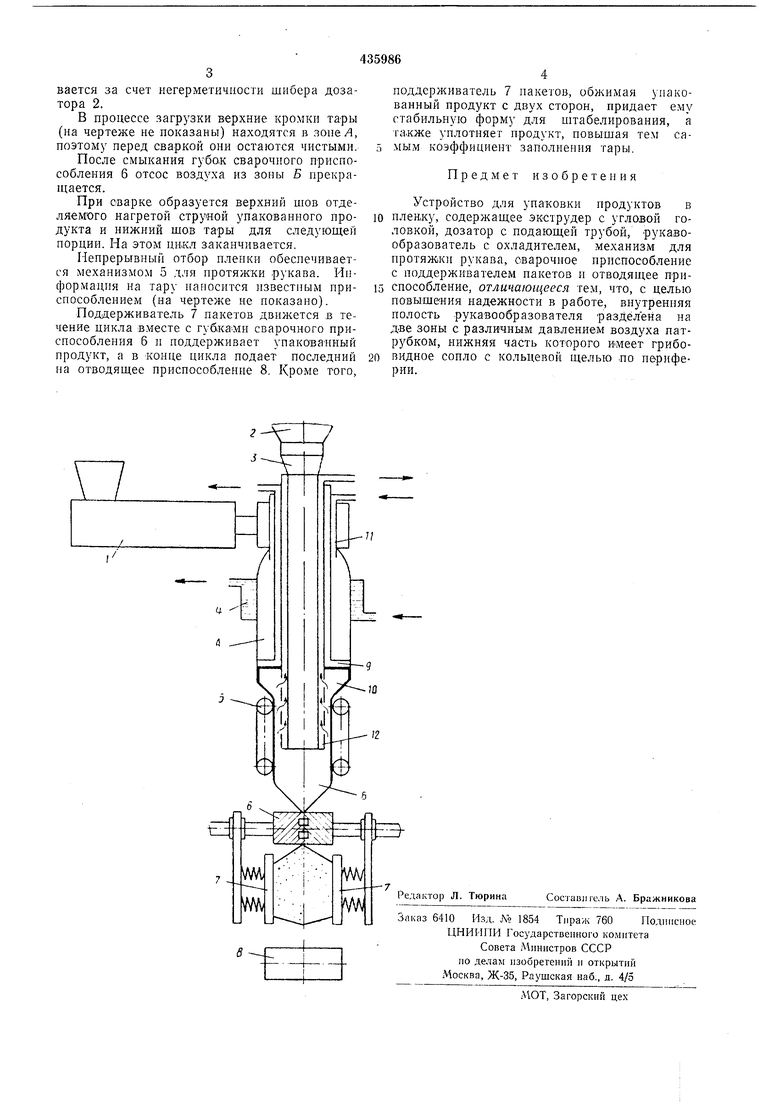
На чертеже схематически изображено предлагаемое устройство.
Оно содер}кит экструдер 1 с угловой головкой, дозатор 2 с подающей трубой 3, рукавообразователь с охладителем 4, механизм 5 для протяжки рукава, сварочное приспособление 6 с ноддерживателем 7 пакетов и отводящее приспособление 8. Внутренняя полость рукавообразователя патрубком 9 разделена на две зоны А и Б с различным давлением воздуха. Нижняя часть патрубка имеет грибовидное сопло 10 с кольцевой щелью по периферии. Патрубок 11 служит для подачи воздуха с избыточным давлением в Зону Л рукава.
Перед загрузкой продукта часть рукава сваривается губками сварочного приспособления 6, после чего в грибовидном сопле 10 с кольцевой щелью по периферии создается вакуум, и пленка по всему периметру сопла присасывается к нему, обеспечивая герметичное уплотнение между зонами А к Б. В зоне А рукав раздувается избыточным давлениелМ воздуха, равным .примерно 3 мм вод. ст., подаваемого по патрубку 11. В зоне 5 давление воздуха перед загрузкой равно атмосферному, а пленка охлаждается до температуры ниже температуры ее затвердевания. Для обеспечения герметичности уплотнения между зонами Л и , рукав калибруется по диаметру в охладителе 4.
При загрузке продукт поступает через шибер дозатора 2 и внутреннюю полость патрубка 12 в нижнюю часть зоны Б, рукавообразователя. Затем шибер дозатора 2 закрывается, после чего отсасывается пыль, находящаяся
RO взвешенном состоянии. При этом в зоне Б создается вакуум, примерно 0,05 мм рт. ст., достаточный для ва,куумирования продукта.
Расход воздзха для отсоса пыли несоизмерим с расходом воздуха, необходимого для
создания вакуума в зоне Б. Разница покры
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделийВ плЕНКу | 1979 |
|
SU821297A1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Устройство для изготовления, наполнения и запечатывания пакетов из термосклеивающейся пленки | 1987 |
|
SU1491767A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА В РУКАВ | 2005 |
|
RU2287460C1 |
| Устройство для изготовления, наполения продуктом и запечатывания пакетов из полимерного материала | 1977 |
|
SU637300A1 |
| УПАКОВОЧНАЯ МАШИНА | 1997 |
|
RU2114032C1 |
| Устройство для изготовления, наполнения и запечатывания мешков из термосклеивающегося материала | 1972 |
|
SU440305A1 |
| Устройство для защиты мест сварки от попадания пыли при расфасовке порошкообразных продуктов в пакеты из полимерной пленки | 1983 |
|
SU1194773A1 |
| Устройство для упаковки под вакуумом в пленку штучных изделий | 1979 |
|
SU943102A1 |
| Устройство для упаковывания в термопластичный материал | 1986 |
|
SU1414716A1 |
