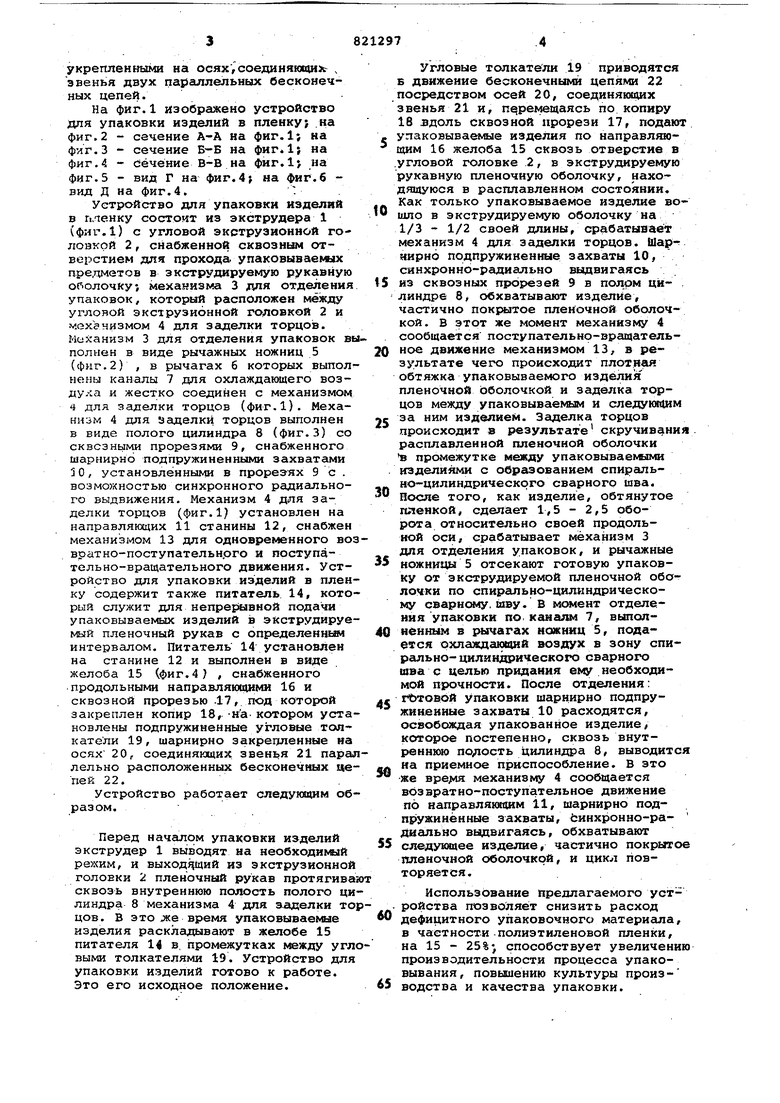
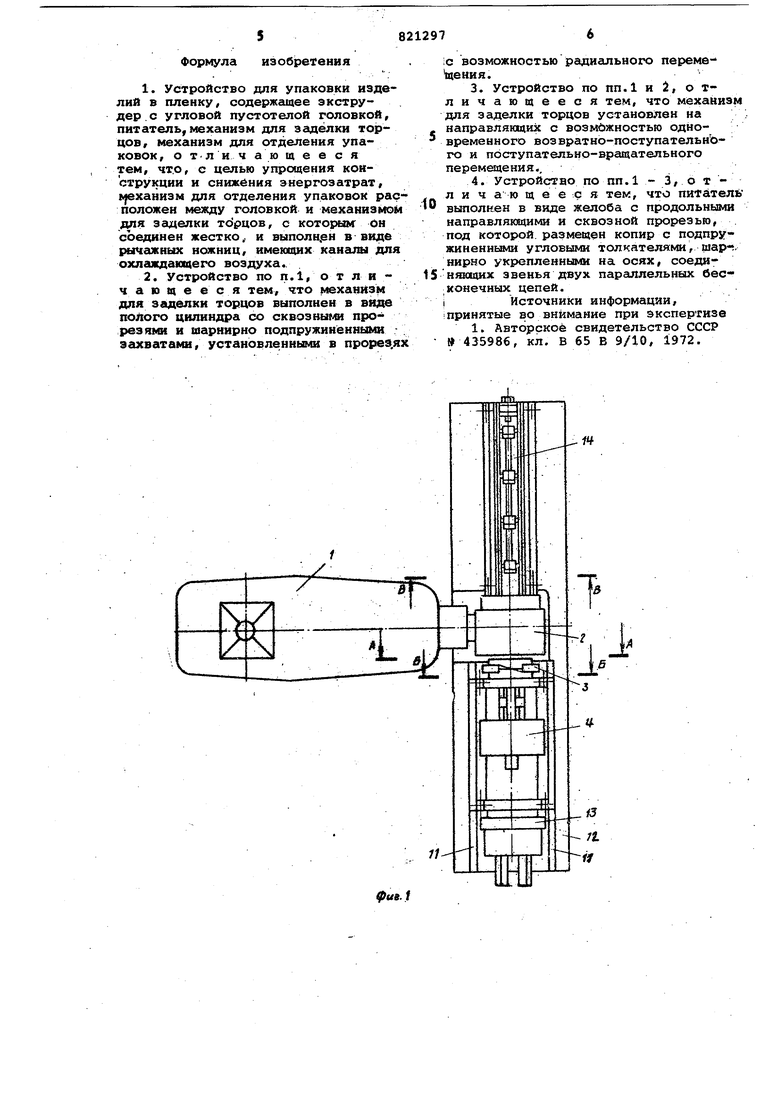
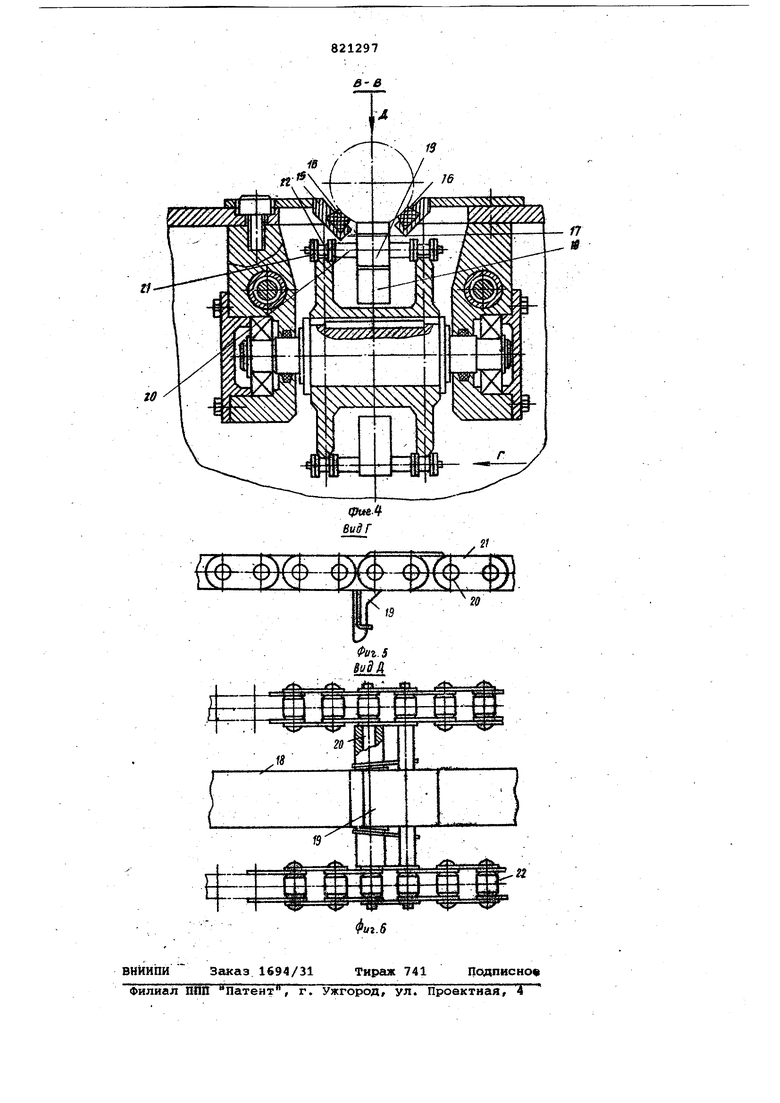
Изобретение относится к упаковоч но-фасовочной технике и предназнач но для герметичного упаковывания ,втермопластичную пленку. Известно устройство для упаковки изделий в пленку, содержащее-экстру дер с угловой головкой, питатель в виде дозатора с подводящей трубой, рукавообразователь с охладителем, механизм для протяжки рукава,, сваро ное приспособление с поддерживателем пакетов и механизмом для заделки торцов, отводящее приспособление и механизм для отделения упаKOBok. При этом внутренняя полоЬт рукавообразователя разделена патруб ком на две зоны с различным давлени ем воздуха. Нижняя часть патрубка имеет гибридное сопло с кольцевой щелью по периферии. Разделительный патрубок служит для подачи воздуха с избыточным давлением в рукав l. Однако-это устройство неэкономично, так как в нем полимерную рукавную оболочку сначала охлаждают до температуры ниже температура ее затвердевания, а затем при сварке снова нагревают, т.е. нерационально используется тепловая энергия. Кроме того,- нерациональное использование- тепловой энергии требует дополнительных механизмов: охладителя, сварочного приспособления, что в свою очередь усложняет конструк-. цию устройства. Цель изобретения - упрощение конструкции и снижение энергозатрат. Поставленная цель достигается тем, что механизм для отделения упаковок расположен между головкой и механизмом заделки торцов, с которьм он жестко соединен, и выполнен в виде рычажных ножниц, имеющих каналы для охлгокдакядего воздуха. Кроме того, механизм для заделки торцов выполнен в виде полого цилиндра со сквозными прорезями и шарнирно подпружиненньили захватами, установленными в прорезях с возможностью радиального перемещения; При этом механизм для заделки торцов установлен на .направляющих с возможностью одновременного возвратно-поступательного и поступательно-вращательного перемещения. Питатель выполнен в виде желоба с продольными направляющими и сквозной прорезью, под которой размещен копир с подпружиненными Угловыми толкателями, шарнирно укрепленными на осях; соединякпш}(г , звенья двух параллельных бесконечных цепей. На фиг.1 изображено устройство для упаковки изделий в пленку; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на на фиг.4 - сечение В-В на фиг.1 на фиг.5 - вид Г на фиг.4 на фиг.б вид Д на фиг.4. Устройство для упаковки изделий в пленку состоит из экструдера 1 (фиг.1) с угловой экструэионной головкой 2, снабженной сквозным отверстием для прохода, упаковываемых пре,цметов в з кструдируемую рукавную оболочку; механизма 3 для отделения упаковок, который расположен между углояой экструзибнной головкой 2 и механизмом 4 для заделки торцов. Механизм 3 для отделения упаковок в полнен в виде рычажных ножниц 5 (фиг.2) , в рычагах б которых выпол нены каналы 7 для охлаждающего воздуха и жестко соединен с механизмом 4 для заделки торцов (фиг.1). Механизм 4 для эаделки торцов выполнен в виде полого цилиндра 8 (фиг.З) со сквозными прорезями 9, снабженного шарнирно подпружиненными захватами 30, установлённьами в прорезях 9с . возможностью синхронного радиального выдвижения. Механизм 4 для заделки торцов (фиг.} установлен на направляющих 11 станины 12, снабжен механизмом 13 для одновременного во вратно-поступательнрго и поступательно-вращательного движения. Устройство для упаковки изделий в плен ку содержит также питатель 14, кото рый служит для непрерывной подачи упаковываемых изделий в экструдируе мый пленочный рукав с определеннь 1 интервалом. Питатель 14 установлен на станине 12 и выполнен в виде желоба 15 (фиг.4) , снабженного продольными направляющими 16 и сквозной прорезью -17, под которой закреплен копир 18, -на котором уста новлены подпружиненные угловые толкатели 19, шарнирно закрепленные на осях 20, соединяющих звенья 21 пара лельно расположенных бесконечных це пей 22. . Устройство работает следующим об разом. Перед началом упаковки изделий зкструдер 1 выводят на необходиквлй режим, и выходящий из экструзионной головки 2 пленочный рукав протягива сквозь внутреннюю полость полого ци линдра 8 механизма 4 для ааделки то цов. В это ;Же время упаковываемые изделия раскладывают в желобе 15 питателя 14 в, промежутках между угл выми толкателями 19. Устройство для упаковки изделий готово к работе. Это его исходное положение. Угловые толкатели 19 приводятся в движение бесконечными цепями 22 посредством осей 20, соединяющих звенья 21 и, перемещаясь по копиру 16 здоль сквозной прорези 17, подают упаковываемые изделия по направляющим 16 желоба 15 сквозь отверстие в угловой головке 2, в экструдируемую рукавную пленочную оболочку, находящуюся в расплавленном состоянии. Как только упаковываемое изделие вошло в экструдируемую оболочку на 1/3 - 1/2 своей длины, срабатывает механизм 4 для заделки торцов. Шарнирно подпружиненные захваты 10, синхронно-радиально выдвигаясь из сквозных прорезей 9 в полом цилиндре 8, обхватывают изделие, частично покрытое пленочной оболочкой, в этот же момент механизи 4 сообщается поступательно-вращательное движение механизмом 13, в результате чего происходит плотная обтяжка упаковываемого изделия пленочной оболочкой и заделка торцов между упаковываемым и следуктшм за ним изделием. Заделка торцов происходит а результате скручивания расплавленной пленочной оболочки в промежутке между упаковываемыми изделиями с образованием спирально-цилиндрического сварного шва. Носле того, как изделие, обтянутое пленкой, сделает 1,5 - 2,5 оборота относительно своей продольной оси, срабатывает механизм 3 для отделения упаковок, и рычажные ножницы 5 отсекают готовую упаковку от зкструдируемой пленочной оболочки по спирально-цилиндрическому сварному, 1аву. В момент отделения упаковки по.каяатл 7, выполненным в рычагах ножниц 5, подается охлаждгиощий воздух в зону спирально- цилиндрического сварного шва с целью придания ему необходимой прочности. После отделения: гЪтовбй упаковки шарнирно подпружинеииые захваты 10 расходятся, освобождая упакованное изделие/ которое постепенно, сквозь внутреннкяо полость цилиндра 8, выводится на приемное приспособление. В зто же время механизму 4 сообщается возвратно-поступательное движение по направляющим 11, шарнирно подпружиненные захваты, Ьинхронно-радиально выдвигаясь, обхватывают следующее изделие, частично покрытое пленочной оболочкой, и цикл повторяется. Использование предлагаемого устройства позволяет снизить расход дефицитного упаковочного материала, в частности полиэтиленовой пленки, на 15 - 25%; способствует увеличению производительности процесса упаковывания, повышению культуры производства и качества упаковки.
Формула изобретения
1.Устройство для упаковки изде ЛИЙ в пленку, содержёццее экструдер, с угловой пустотелой головкой, питатель, механизм для заделки , механизм для отделения упаковок, о т л и ч а ю щ е е с я тем, чт.о, с целью упрощения конструкции и снижения энергозатрат, (ханизм для отделения упаковок расположен между головкой и механизьюм дая заделки тбрцов, с которым он соединен жестко, и выполн,ен в виде рычажных ножниц, имеющих каигиш для охлаждающего воздуха.
2.Устройство по n.i, о т л и ч а ю ц е е с я тем, что кюханизм для заделки торцов выполнен в виде полого цилиндра со сквозныгш прорезями и шарнирно подпружиненными эгисватами, установленными в про1юэ,я
iC возможностью радиального перемещения.
3.Устройство по ПП.1 и i, о тличаюцееся тем, что механизгл для заделки торцов установлен на направляющих с возмйжностью одновременного возвратно-поступательного и поступательно-вращательного перемещения.,
4.Устройство по ПП.1 - 3, о т л и ч а ю щ е е с я тем, что питатель
0 выполнен в виде желоба с продольными направлякяцими и сквозной прорезью, под которой, размещен копир с прдпружиненньвли угловыми толкателями, шар-. нирно укрепленньвли на осях, соеди5 няххдих звенья двух параллельных бес-конечных цепей. j Источники информации, iпринятые во внимание при экспертизе
1. Авторское свидетельство СССР 435986, кл. В 65 В 9/10, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| Устройство для упаковывания изделий в пленку | 1984 |
|
SU1263576A1 |
| Способ упаковки штучных изделий в пленку | 1978 |
|
SU763189A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Способ упаковки изделий в пленку | 1979 |
|
SU839868A2 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| Устройство для групповой упаковки штучных предметов в пленочную оболочку | 1982 |
|
SU1039816A1 |
| Способ упаковки изделий в пленку | 1977 |
|
SU732168A2 |
W
W
