1
Известные автоматы для изготовления коммутационных проводов, содержащие шаговый трансиортер с установленными на ием зажимами для провода н ирисиособлениямн для отрезки ировода, разделки его концов, надевания и обжатия накоиечинков, установлеиными вие его, а также устройство с челиочным движением рабочего органа для образоваиия петель ировода, сложны по конструкции и не обесиечивают B03N o KHOCTH нзготовления гибких ироводов с трубчатыми наконечниками.
Автомат, согласно изобретению, отличается от известных тем, что, с целью устранения указанных недостатков, его трансиортер вынолиен в виде иоворотного диска, иреимуществеиио с укреиленными на ием лотками для иетель ировода; на иоворотном днске автомата установлены оиоры для концов проводов, выиолнеииые в виде иодвижиых элементов, смонтированных у зажимов; иетлеобразующее приспособление выполнено в виде толкателя с роликом, расположенным в исходном иоложении со стороиы днска, обращениой к ириспособлеиию для надевания наконечников, н наиравляющей, обеспечивающей иеремещенне ролика между иарами зажимов провода; отрезное ириспособление устаиовлено в последующей за петлеобразоваиием позииип; а ирпсиособленпе для иадевания иаконечников снабжеио центрирующим элемеитом, подвижным в наиравленин, параллельном оси вращения диска, и взаимодействующим иоследовательио с подвижными опорными элементами.
При этом автомат снабжен дополнительно приспособлением, загибающим жилу ировода, устаиовлеииым в позиции, предшествующей надеванию наконечиика.
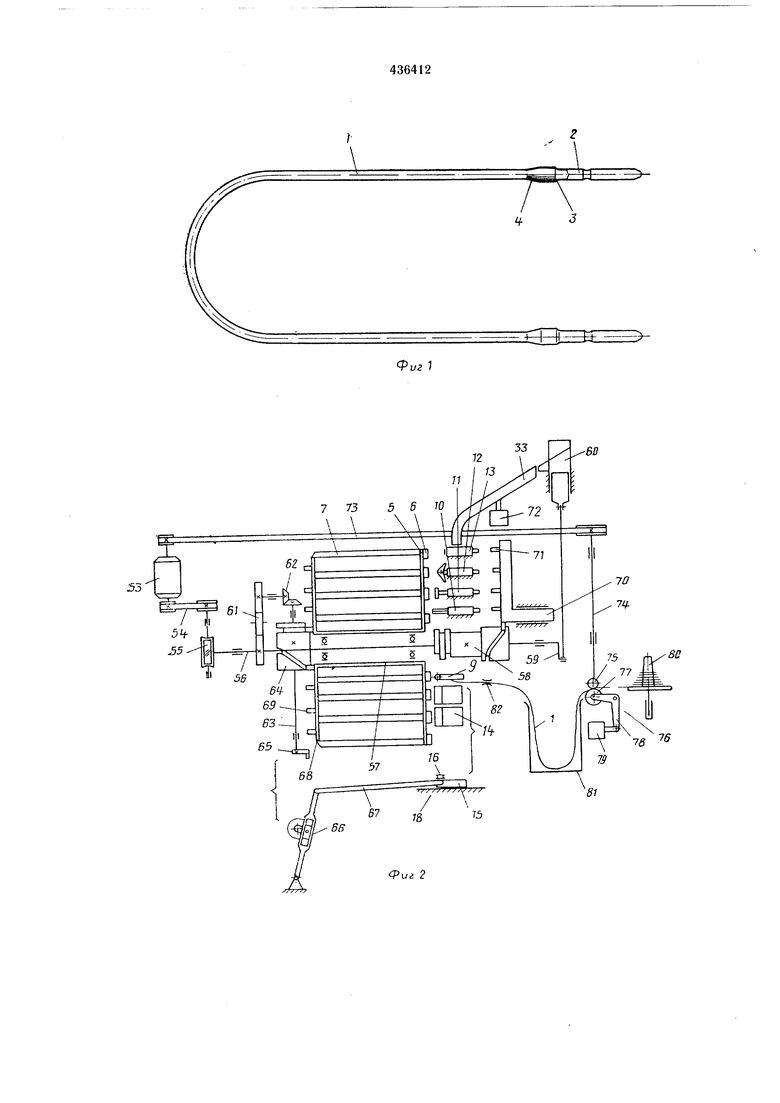
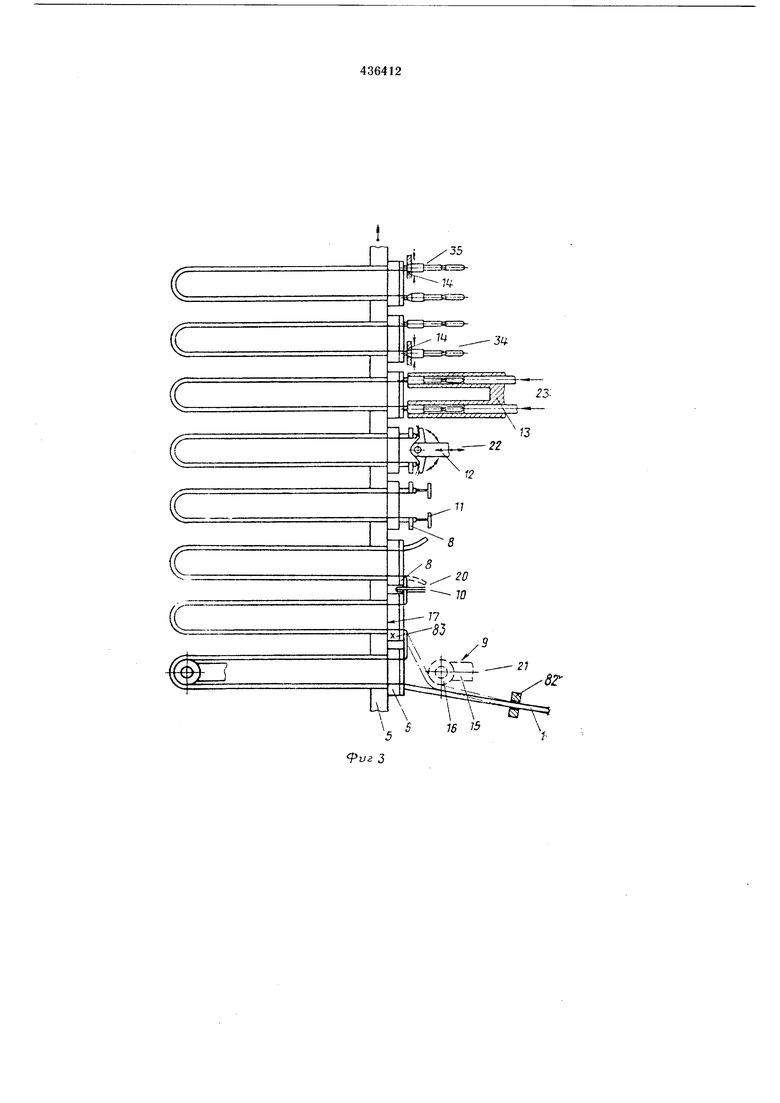
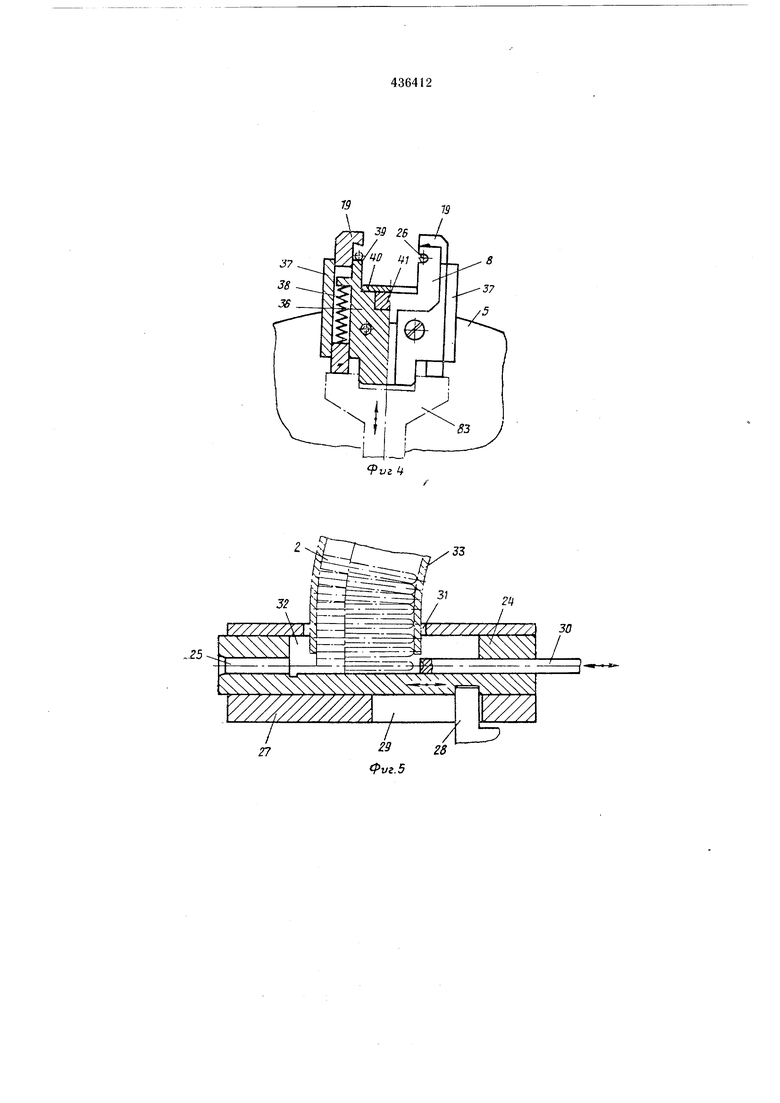
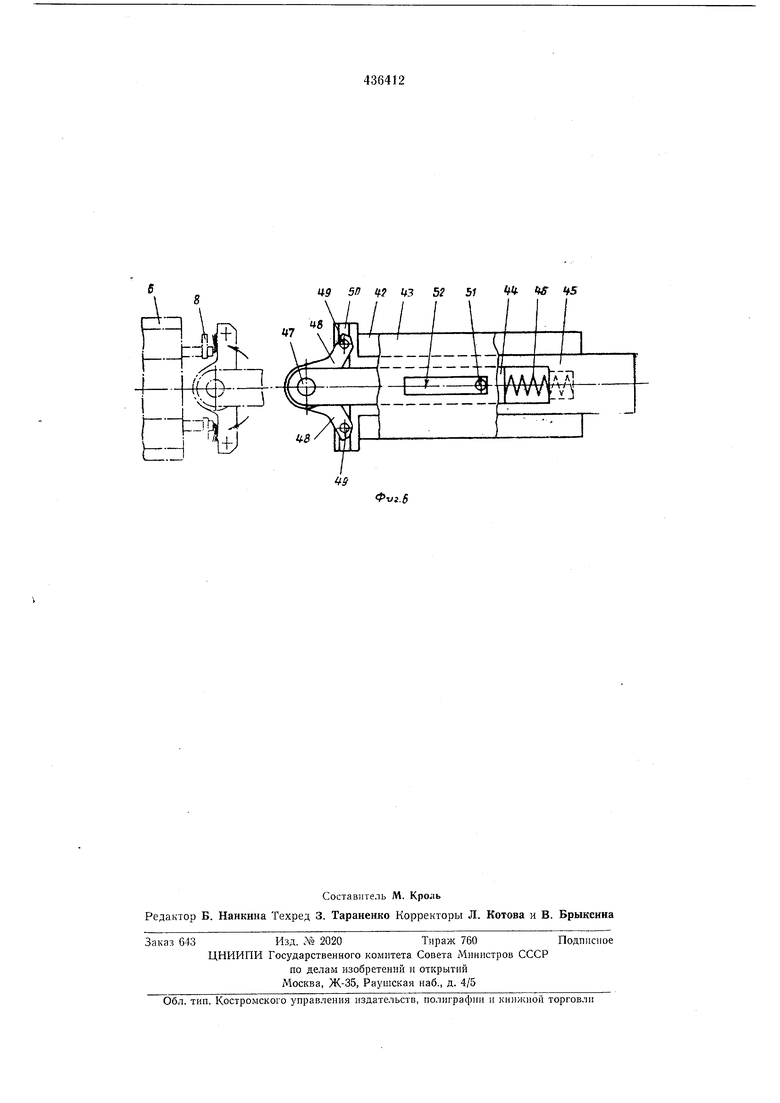
На фиг. 1 изображ§и коммутационный щнур, изготовляемый иа автомате предложенной конструкции; на фиг. 2 - кинематическая схема автомата; на фиг. 3 -рабочие позиции автомата в технологическом порядке (в развертке); иа фиг. 4 - парный зажим ировода с подвижной опорой для его коицов; на фиг. 5 - присиособление для надевания наконечников; иа фиг. 6 - приспособление для загибания жилы ировода (в плаие).
Автомат предназиачец для изготовления коммутационных, преимущественно мищуриых, проводов / (фиг. 1) с трубчатыми наконечниками 2. При этом конец жилы 3 ировода загиут в зону 4 обжима иакоиечнпка.
Как показано на фиг. 2 и 3, автомат содержит щаговый траисиортер, вьшолненный в виде иоворотиого диска 5 с установленными на нем парными зажимами 6 ировода (более подробно иоказаиными иа фиг. 4), лотками 7 для размепд,ения петель провода и отдельными подвижными элементами 8 (фиг. 4), смонт 1рованными у зажимов и служащими опорой для концов проводов.
Вне диска в рабочих позициях по окружности установлеиы приспособления 9, W, 11, 12, 13 и 14 (фиг. 2 и 3) для образования петель провода, их отрезки, разделки концов, загибания жилы, надевания и обжатия наконечииков соответственно. При этом приспособление 9 для образования петель выполнено в виде толкателя /5 с роликом 16, расположенным в исходном иоложении (иоказано пунктиром на фиг. 3) со стороны 17 диска, обращеииой к присиособлению для надевания наконечников. Направляющая 18 (фиг. 2) петлеобразователя .обеспечивает перемещение ролика между парами прижимов 19-19 (фиг. 4).
Отрезное присиособление 10 установлено в позиции 20 за позицией 21 петлеобразования (фиг. 3).
В иозиции 22, иредшествующей позиции 23 надевания наконечников, установлено прпспособление 12 для загибания жилы, которое более подробно иоказано на фиг. 6.
Прнспособлепие 13 для надевания наконечiniKOB выполнено двух.местным и иредставляет собой ползун 24 (фиг. 5) с двумя отверстиями 25, сооснымн гнездам 26 для концов проводов на нодвижном элементе 8 нарного зажима в позиции 23. Корпус 27 обеспечивает движение иолзуна 24 параллельно оси отверстия 25. При этом иолзуи связан с водилом 28, расположенным в продольном пазу 29 корпуса 27. Соосно с отверстиями 25 в ползуне 24 размещены цилиндрические толкатели 30. Через окно 31 в паз 32 ползуна введен внбролоток 33 для подачн наконечнпков 2 па сборку.
Прпспособлен11я 14 для обжима наконечпнков установлены в 2-х рабочих поз1Щпях 34 и 35 (фиг. 3).
Парные зажимы 6 устаиовлеиы иа стороие 17 диска 5 с точиым окружным шагом. Парный зажим состоит из корпуса 36 (фиг. 4), в котором под крышками 37 подвижно установлены два Г-образных прижнма 19. Пружнны 38 воздействуют на прижимы, стремясь опустить их к центру диска 5 до упора в площадки 39 и 40 па корпусе 36. В корпусе размещен направляющий хвостовпк 41 подвижного элемента 8 с гнездами 26 для концов зажатого провода. Подвижной элемент имеет возможность перемещаться параллельно осп диска 5.
Приспособленпе 12 для загибания жилы (фиг. 6) состоит, наиример, из корпуса 42, иод крышкой 43 которого находятся ползуны 44 п 45, разжатые пружпиой 46. Па ползуне 44 на оси 47 свободио посажены крылья 48, на концах которых имеются щтифты 49, входящие в иаз 50 ползуиа 45. В ползуие 44 установлен штифт 51, проходящий через окио 52 крышки 43.
Приводом автомата служит электродвигатель 53, связанный ременной передачей 54 с
червячным редуктором 55 (фиг. 2). Выходной вал редуктора является главным валом 56 автомата, на котором с помощью ступицы 57 свободно установлен диск 5 с зажимами 6, а также жестко закреплеи блок 58 кулачков и кривощип 59 привода шиберного бункера 60 для наконечников. От главного вала 56 с помощью цилиндрических 61 и конических 62 шестерен осуществляется иривод вспо.могательного вала 63 с кулачком иоворота 64 и кривошипом 65 кулисного механизма 66, связанного шатуном 67 с петлеобразователем 9. На ступице 57 со стороны, противоположиой диску 5, закреплен диск 68 с пальцами 69. Количество и угловой шаг последних равиы количеству и угловому шагу парных зажимов 6 на диске 5. Пальцы 69 поочередно взаимодействуют с кулачком поворота 64. Блок 58 кулачков через систему рычагов (на чертеже не показано) и суппорт 70 с толкателями и водилами 71 взаимодействует с зажимами 6 и приспособлениями 10-13 в соответствующих рабочих иозициях. Приспособления 14 для обжатия иакоиечников содержат в себе пневморычажный привод (на чертеже не показано).
Впбролоток 33, осуществляющий связь шибериого бункера 60 с приспособлением 13 для надевания иакоиечников, имеет свой автономный электропривод 72.
Двигатель 53 ременной передачей 73 связан с валиком 74, на конце которого насажен ведущий ролик 75 механизма 76 размотки буита провода. Холостой ролик 77 этого механизма устаноБлеи на плече коромысла 78, взаимодействующего с электромагнитом 79.
Автомат имеет бунтодержатель 80, карманнакопитель 81 и глазок 82 для провода, а также снабжен толкателями 83 (фиг. 4) и рычагами (иа чертеже не показано), воздействующими на прижимы J9 и подвижиые элементы 8 в соответствующих позициях.
При работе автомата провод закладывается иа бунтодержатель 80, конец провода пропускается между роликами 75 и 77, через кармаи-иакоиитель 81, глазок 82 (фиг. 2) и закреиляется в следующ.ей за иетлеобразоваиием позиции так, что провод огибает при этом ролик 16 петлеобразователя 9 (пунктир иа фиг. 3).
Накоиечники 2 насыпаются в бункер 60 (фиг. 2), откуда они при работе автомата с помощью шиберного устройства, приводимого в движение от главного вала 56 и кривош.ипа 59, иоступают в вибролоток 33 с двумя дорожками (на чертеже не показано) и, ориентпруясь в нем, попадают далее в двухместное приспособление 13 для надевания иаконечников.
Кинематическая цепь автомата обеспечииает выполнение на каждой рабочей позиции своих операций за одии оборот главного вала 56. При этом рабочие движения присиособлеиий 10-14 от кулачкового блока 58 и петлеобразователя 9 от кривошииа 65 и кулисного механизма 66, а также удаление готового шнура из зажимов 6 посредством специального устройства (на чертеже не показано) выполняется при неподвижном диске 5. После возврата рабочих органов указанных нриспособленпй в исходное положение диск 5 кулачком поворота 64 через пальцы 6, диск 68 и ступицу 5/ поворачивается на 1 шаг. Во время рабочего хода осуществляются следующие операции (фиг. 3). В позиции 21 петлеобразования ролик 16 с толкателем 15 проносит провод / под поднятые толкателями 83 прижимы 19 иариого зажима 6, укладывая его па площадки 39 и в гнезда 26 подвижного элемента 8 (фиг. Зи 4). При достижении роликом 16 крайиего положения в конце рабочего хода толкатель 83 опускается, и провод зажимается ирижимами 19 под действпем пружии 38. После этого ролик 16 возвращается в исходное положение, а образованная петля провода остается в лотке 7 (фиг. 2). После выхода его за пределы парного зажима 6 происходит иоворот диска 5 на один щаг. В результате иетля переиосится на следующую позицию, и ировод снова оказывается перед роликом, как это иоказано пунктиром на фиг. 3. Глазок 82 при этом задает определенное положение проводу п с помощью прижима (на чертеже не показано) создает постоянное небольшое натяжение при подаче ировода в зажимы 6. Длина провода в автомате определяется ходом толкателя 15 с роликом 16 и регулируется изменением радиуса качания кулисного механизма 66 (фиг. 2). Провод 1 при подаче в зажимы 6 поступает из кармана-накоиителя 81, куда он сматывается пз бупта посредством механизма 76 размотки. С помощью сиециальпого датчика в кармане-накопителе и реле временп в электроцепп автомата (на чертеже ие показано) производптся управление электромагнитом 79, который периодически поджимает через коромысло 78 холостой ролик 77 к ведущему ролику 75 и зажатый карман-накопитель 81. После использования запаса провода в кармане датчик подает сигнал, п процесс повторяется. Таким образом, провод поступает в 6 автомата иод небольшим п стабильным натяженнем, заданным в глазке 82 и не зависящим от больщих и неравномерных нагрузок при размотке бунта. Это позволяет строго выдерживать длпиу упругого коммутационного ировода. Приспособленпе 10 для отрезки провода (поз. 20), выиолнепное в впде ножниц, установлено так, что рез цриходится на середину расстояния между правым прижимом одного зажима 6 и левым прижимом следующего за ним зажима 6. После отрезки у петли образуются концы, как показано пунктиром на фиг. 3 в позиции 20. Приспособление // для разделки концов провода оснащено двумя парами ножей (по одиой иаре на каждый конец провода) и взаимодействует с подвижнъьм элементом 8, который перед снятием изоляции выходит навстречу ножам и выпрямляет гнездами 26 концы провода. Пары ножей, управляемые от соответствующего кулачка и суииорта /О, сходятся, надрезают изоляцию до жилы и стягивают ее, оставляя оголенные концы. Позиция 22 загибаиия жилы предшествует позиции 23 надевания наконечн1п ов. Установленное в ней ириснособлеиие 12 для загибания жилы на 90° к оси провода работает следующим образом (фиг. 6). Ползун 45, а вместе с ним через нруж1И1у 46 и ползун 44 подаются влево навстречу зажиму 6. При этом подвижной элемент 8 выдвииут, и своими гнездами 26 выпрямляет концы ировода С-оголенной жилой. В крайлевом положенш ползун 44 от упора пей н тифта 51 в левую стенку окна 52 останавливается. В этот момент ось 47 оказывается па уровне среза изоляции иа концах проиода, а оголеииые жилы легли (и слегка отогнулись в стороны) на крылья 48. Прн дальнейш м движении ползуна 45 его иаз 50 через щтифты 49 воздействует на крылья 48, разворачивая их вокруг оси 47 навстречу концам провода. Тем самым крылья нажимают на жплы н фиксируют их загиутое иоложение ирижимом к изоляции, опирающейся на гнезда 26 подвижного элемента 8. Затем ирисиособление и подвпжной элемент возвраи1,аются в псходное положение. Работа приспособления 13 для надевания наконечников пропсходпт во взаимодействии с подвижным элементом 6. Сначала иолзун24 (фиг. 5) водилом 28 иодается влево навстречу выдвинутому вперед подвижному элементу 8. Коицы провода прп этом выпрямлены (жпла загпута иа 90°) и слегка выступают за торец подвижного элемента. Ползун 24 почти касается своим торцом подвижного элемента, и в этот момент выступающпе концы провода оказываются «пойманными фасками отверстий 25 (каждый конец своим отверстием). Пачиная с этого момента пропсходит совместное движение влево ползупа 24 п подвижного элемента 8 до остановки их в край«ем положеиИИ (для подвижного элемента 8 это это полол енпе исходное). При этом загнутая ранее на 90° жила отверстием 25 полностью загибается на изоляцгио. Отверстие 25 имеет диаметр, равный паибольщему наружному диаметру накопечника 2, а также диаметру цилиндрического толкателя 30. С помощью толкателя 30 наконечник 2, лежащий на дне паза 32 ползуна 24, отделяется от других наконечников, лежащих в вибролотке 33, и загоияется в отверстие 25, надеваясь при этом па находящийся в нем конец провода с загиутой жилой. После этого толкатель 30 останавливается, а ползун 24 движется вправо в исходное положение (толкатель, таким образом, удерживает падетый наконечник на конце провода при движении назад иолзуиа).
После остановки ползуна 24 толкатель 30 также отходит вправо, и очередной наконечник из вибролотка 33 под своим весом и весом других наконечников опускается на дно паза 32.
Значительные габариты присиособления 14 для обжатия наконечников (вызванные большими усилиями обжатия) потребовали размещения данной операции в двух разнесенных позициях 34 и 35, так что в позиции 34 обжимается один левый, а в позиции 35 - один правый наконечник. По командам от соответствующего кулачка на главном валу 56 (путем воздействия его на микропереключатель п подачи электросигнала воздухораспределителю) срабатывают пневмоцилиндры приспособления М, сводящие и разводящие через систему рычагов обжимной инструмент (на чертеже не юказано).
Готовый шнур (с надетыми и обжатыми наконечниками) попадает на позицию сброса, в которой зажим 6 раскрывается и снециальное устройство выбрасывает изделие из лотка 7 в приемный ящик автомата (на чертеже не показано).
Такая конструкцня автомата позволяет изготовлять коммутационные шнуры из гибких, в частности мишурных, проводов с трубчатыми наконечникам1 с ироизводительностью не менее 1500 шнуров/ч н благодаря простоте переналадки на различные типоразмеры может использоваться не только в массовом, но и в мелкосерийном многономенклатурном производстве.
Пред м с т и 3 о б р е т е н и я
1.Автомат для изготовлення коммутационных проводов, содержащий шаговый транспортер с установленными на нем зажимами для провода и вне его приспособлениями для образования петель провода, их отрезкн, разделки концов, надевания и обжатия наконечников, снабженный опорой для концов ироводов, отличающийся тем, что, с целью обеспечения возможности изготовления гибких, в том числе мишурных, проводов с трубчатыми наконечниками и упрощеиия конструкции автомата, упомянутый транспортер выиолиен
в виде поворотного диска, преимущественно с укрепленными на нем лотками для петель провода; указанная опора выполнена в виде отдельных подвижных элементов, смонтированных на диске у зажимов; пеулеобразующее приспособление выполнено в виде толкателя с роликом, расположенным в исходном положении со стороны диска, обращеиной к приспособлению для надевания наконечников, и направляющей, обеспечивающей перемещение ролика между парами зажимов провода; отрезное приспособление установлено в последующей за петлеобразованием позиции, а приспособление для надевания наконечников снабжено центрирующим элементом, подвижным в Направлении, параллельном оси вращения диска, и взаимодействующим последовательно с подвижными опорными элементами.
2.Автомат по п. 1, отличающийся тем, что он снабжен приспособлением, загибающим
жилу провода, установленным в позиции, предшествующей надеванию наконечника.
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для надевания трубчатых наконечников на концы проводов | 1972 |
|
SU473251A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ МЕЛКОШТУЧНЫХ ПРЕДМЕТОВ | 1967 |
|
SU201191A1 |
| Устройство для сборки гибких деталей | 1977 |
|
SU659352A1 |
| АВТОМАТ ДЛЯ МОНТАЖА ТЕЛА НАКАЛА ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU343322A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| МАШИНА ДЛЯ УКЛАДКИ В КОРОБКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1967 |
|
SU206379A1 |
| Автомат для обжига изоляции,скручивания жил и резки монтажных проводов | 1966 |
|
SU454626A1 |
| МАШИНА ДЛЯ ПОСАДКИ РЫБОЛОВНЫХ СЕТЕЙ НА ПОДБОРЫ | 1970 |
|
SU278001A1 |
| Машина для автоматического наполнения и завязывания мешков | 1938 |
|
SU55585A1 |
73 5 6 Ю
S3
72
л
М
7(У
Фиг 2
7-777
М 23.25
.
I
27
r bd W
