(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролизного борирования стальных изделий | 1990 |
|
SU1763518A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ | 1968 |
|
SU211996A1 |
| СПОСОБ ЭЛЕКТРОЛИЗА КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ С ПРИМЕНЕНИЕМ ТВЕРДЫХ КАТОДОВ | 2019 |
|
RU2716569C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ БУРОВЫХ И ЦЕМЕНТИРОВОЧНЫХ НАСОСОВ | 1998 |
|
RU2146723C1 |
| Состав для электролизного борирования стальных изделий | 1982 |
|
SU1028737A1 |
| Способ электролитического получения алюминия с применением твердых электродов | 2020 |
|
RU2758697C1 |
| СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В РАСПЛАВЕ, СОДЕРЖАЩЕМ ОКСИД БОРА | 2011 |
|
RU2478737C1 |
| СОСТАВ РАСПЛАВА ДЛЯ БОРИРОВАНИЯ | 2001 |
|
RU2215060C2 |
| Способ термообработки борированных изделий | 1973 |
|
SU499342A1 |
| Способ электролизного борирования стальных деталей | 1982 |
|
SU1046339A1 |
1
Изобретение относится к области химико-термической обработки, в частности к борированию.
Известно устройство для электролизного борирования с наружтгым обогревом расплава состоящее из печи, ванны и анодов для проведения электролиза. При этом детали являются катодом, а анодом - угольные или графитовые стержни.
Для таких устройств характерна низкая стойкость тиглей и неравномерный нагрев электролита.
Предлагаемое устройство отличается от известного тем, что нагрев электролита осуществляется за счет переменного тока греющих электродов.
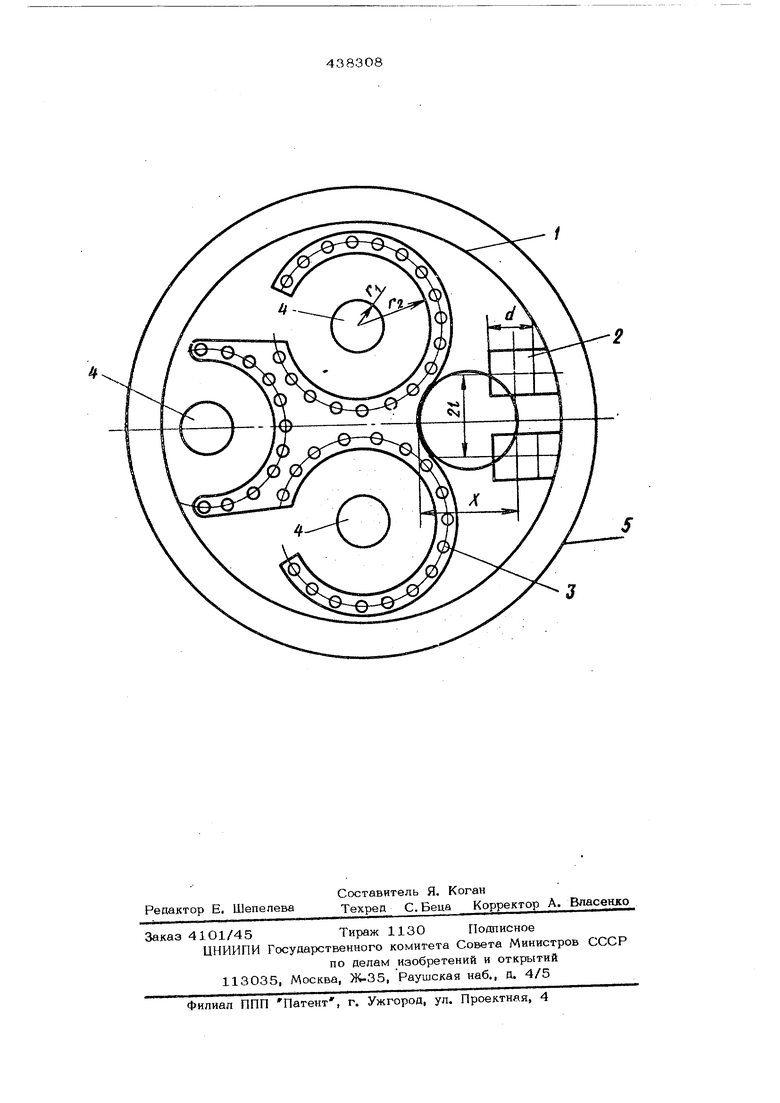
На чертеже схематически показано предлагаемое устройство для электролизного борирования.
Устройство состоит из тигля 1 с борсо- держащей c leaoй, греющих электродов 2 переменного тока, кассеты с обрабатывае {ь1ми деталями, являющейся катодом 3, анодов 4 постоянного тока и теплоизоляционного кожуха 5 печи.
Для устранения влияния переменного поля греющих электродов на процесс злектролиза борсодержащего расплава предусмотрено такое взаиморасположение издепий, йяо дов и греюших электродов, которое обеспечивает, выполнение для каждого изделия условия . Это достигается конструкцией
пост
кассеты, гарантирующей рациональное разме
щение изделий в рабочем пространстве установки, при котором исключается влияние переменного тока на электролиз и связанный с ним процесс борирования и достигается равнозначная плотность постоянного тока на всех изделиях.
Расположение гренлдих электродов и из делий определяется, исходя из известного сопротивления в цепи электродов переменного тока и сопротивления в цепи электролиза по формулам:
,...1
R
пер
Н oirctd v р - Я .р Га nocT-2 h r«i гдеТ -сопротивление в цепи электродов переменного тока; Т - сопротивление в цепи электролиза р удельное электросопротивление це пи; Н - рабочая длина электродов; d - диаметр (сторона квадрата) электродов переменного тока; 9 - расстояние между электродами переменного тока; 1 - длина обрабатываемых изделий; X - текущая координата, учитывающая место располсжения изделий в рабочем про ранстве; Г. - радиус электрода постоянного ток l-j - расстояние между катодом и нод Например, устройство для борирования пальцев гусениц диаметром 16 мм, длиной 310 мм из стали 40ХС в среде с удельным электрическим сопротивлением 1,86 Ом и сопротивлением в цепи электродов переменного тока (Т 0,0163 Ом) имеет ТЭ -/Л г -1 : О , 1 г лл.т следукише геометрические параметры, мм: Расстояние между электродами переменного тока Е60 Диаметр электрода переменного тока d60 Рабочая высота электродов переменного тока Н 500 Минимальное расстояние между изделиями и электродами пе- ременного тока X . 100 Радиус анода постоянного тока г 37,5 Внутренний радиус кассеты Г, 200 Применение устройства для борирования пальцев траков гусениц дает стабильные условия работы в течение 5000 ч, обеспечивая получение равномерного борированного слоя глубиной 0,12-0,20 мм при темпе ратуре процесса 950 С, плотности постоян ного тока на поверхности обрабатываемых деталей 0,1-0,15 продолжительнос обработки 3ч. Формула изобретения 1. Устройство для электролизного борирования, включакшее тигель с борсодержа- щей средой, кассету с обрабатываемыми деталями и устройство для электронагрева борсодержащей среды, отличающее- с я тем, что, с целью увеличения срока службы тигля и уменьшения удельного расхода электроэнергии, устройство для нагрева 6oJK; о держащей среды выполнено в виде электродов, расположенных в тигле и подключенных к источнику перечтенного тока. 2. Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с целью исключения влияния переменного тока на процесс бори- рования, взаиморасположение электродов переменного тока, изделий и анодов таково, что на поверхности любого изделия величина плотности постоянного тока больше плот кости переменного тока. 3. Устройство по п. 1,отличающ е е с я тем, что взаиморасположение электродов переменного тока, анодов и издделий выбирается из соотношения .7 Р г«:, ocTZfth сопротивление в цепи электродов переменного тока; ггаст сопротивление в цепи электролиза; /Э - удельное электросопротивление цепи; Н - рабочая длина электродов; cJ - диаметр (сторонаквадрата) электродов переменного тока; Е - расстояние между электродами пере менного тока; Н - длина обрабатываемых изделий; X - текущая координата, учитывакдцая место расположения изделий в рабочем пространстве;И - радиус электрода постоянного тока; f - расстояние и между катодом и ано дом.
