Изобретение относится к области химико-термической обработки металлов и сплавов, в частности к диффузионному борированию стальных изделий в солевом расплаве. Может быть использовано для интенсификации борирования при поверхностном упрочнении деталей машин и инструментов в машиностроительной, металлургической, химической и других отраслях промышленности.
Для этих целей известен способ электролизного борирования стали в расплаве тетрабората натрия (буры) с использованием реверсированного тока (SU №491731, опубл. 1975 г. Б. №42) [1]. Для уменьшения хрупкости борированного слоя начальную стадию процесса перед реверсированием ведут при наложении постоянного тока плотностью 0,1-0,2 А/см2 в течение 5-10 минут. В частном случае обработку ведут с длительностью катодного и анодного полупериодов соответственно 0,8-1,4 и 0,4-0,5 с при плотности тока в этих полупериодах соответственно 0,2-0,4 А/см2 и 0,20-0,25 А/см2.
Установлено, что наибольший эффект интенсификации борирования стали в расплаве буры наступает при следующих параметрах импульсов: анодного τа=0,4 с; катодных τк=0,8 с; 1,4 с; 1,8 с, при плотности тока в катодном импульсе iк=0,2-0,4 А/см2, в анодном iа≤0,2 А/см2. Оптимальный период реверсирования составляет 1,2÷2 с, общая длительность электролиза - 2 часа (Афанасьев А.А., Сапронов Д.Р., Трутнева Л.П. Интенсификация электролизного борирования сталей реверсированным током. - Тезисы докладов IV Кольского семинара по электрохимии редких и цветных металлов, 1983 г.) [2]. Результатом интенсификации является повышение скорости роста боридного диффузионного слоя на 30-40%.
Известен также способ циклического электролизного борирования углеродистых сталей в расплаве буры (SU 768854, опубл. 1980 г.) [3]. Суть этого способа заключается в прерывании тока электролиза с последующей паузой, при этом длительность токового импульса вдвое больше длительности паузы, например: ток 40-60 мин, затем пауза 20-30 мин. Катодная плотность тока поддерживается постоянной на уровне 0,2 А/см2. Температура процесса не выше 920°С, т.к. при более высоких температурах происходит рост зерен стали и ухудшение механических свойств детали в целом. В результате такого способа интенсификации скорость роста боридного слоя увеличивается на 10-15%. Но боридный слой менее хрупкий, т.к. он состоит из низшего борида Fe2B. Интенсификация процесса борирования объясняется тем, что во время паузы пассивирующий осадок разрыхляется, улучшая доступ ионов бора к поверхности стали с последующим разрядом до состояния адсорбированных атомов, способных к диффузии в приповерхностный слой стали с образованием диффузионного слоя.
Исходя из современных представлений электрохимии оксидных расплавов, в основе процесса борирования лежит реакция разряда ионов В3+ из комплексов [B4O7]2- на поверхности железного (стального) катода:

Из реакции (1) видно, что образование тугоплавкого метабората натрия <Na2B2O4> происходит одновременно с образованием атомов бора, диффундирующих в железо. Скорости диффузии бора в железо соответствует определенная предельная катодная плотность тока порядка 0,03-0,05 А/см2: если она превышена, то избыточные атомы бора образуют кристаллы, которые вместе с метаборатом формируют на поверхности катода и вблизи нее пассивирующий осадок, который растет в толщину и постепенно снижает величину тока электролиза до неприемлемо низких величин, фактически прекращая процесс борирования.
Использование в известных способах тетраборатного (Na2B4O7) расплава следует признать неудачным из-за его высокой вязкости (260 МПа·с) и низкой электропроводности (40 Ом·м-1) при 900°С. Эти фундаментальные недостатки известного расплава в совокупности с высокой катодной плотностью тока электролиза являются причиной накопления на поверхности борируемой детали пассивирующего осадка, состоящего на 75 об.% из твердого тугоплавкого (tплав. 968°С) метабората натрия (Na2B2O4) и на 25% из кристаллов элементарного бора (tплав. 2075°С). Этот осадок экранирует поверхность детали от расплавленного электролита, замедляя процесс борирования.
Задача настоящего изобретения заключается в устранении причин, мешающих интенсификации процесса электролизного борирования.
Для этого предложен способ электролизного борирования стальных изделий в расплаве, содержащем оксид бора, в котором перед борированием проводят очистной электролиз при напряжении, меньшем, чем напряжение разложения расплава, борирование ведут в расплаве, содержащем 3 мас.% оксида бора, хлорид кальция - остальное, процесс ведут в режиме реверсирования тока с длительностью катодного импульса τk=1,5-1,7 с, анодного τа=0,3-0,4 с при одинаковой плотности тока 0,03-0,04 А/см2 в обоих импульсах.
В заявленном способе используется известный из RU №2215060, опубл. 2003 г. [4] солевой расплав, состоящий из 95-99 мас.% галогенида щелочноземельного металла и 1-5 мас.% оксида бора. Как следует из описания [4], известным является использование состава в циклическом электролизе. Сущность заявленного способа заключается в сочетании известного расплава с реверсированием постоянного тока при новых режимах электролиза. Вязкость расплава хлорида кальция при 900°С в 100 раз меньше, чем у буры, а электропроводность больше в 1,27 раз. При этом в ходе исследований было выявлено, что пассивирующий осадок, состоящий из метабората кальция и кристаллического бора, появляется на катоде только тогда, когда расплав хлорида кальция содержит оксид СаО. Этот оксид появляется в расплаве в результате неполной его очистки от остаточной влаги при плавлении этой весьма гигроскопичной соли. Оксид кальция в солевом расплаве диссоциирует на ионы, поэтому при загрузке в расплав борсодержащей добавки - оксида бора (B2O3) он растворяется в расплаве с образованием тетраборатных анионов по реакции:

Далее, при разряде иона В4О7 2- на катоде по реакции:

появляется пассивирующий осадок из практически нерастворимого в CaCl2 метабората кальция. Ионы О2- из реакции (3) мигрируют к графитовому аноду и разряжаются на нем с образованием СО, который кислородом воздуха окисляется до CO2. Для устранения причины появления солевой части пассивирующего осадка <CaB2O4> предложен очистной электролиз малой силой тока при напряжении, меньшем, чем напряжение разложения расплава, преследующий тщательную очистку расплава CaCl2 от оксида СаО.
Причиной появления и накопления второго компонента пассивирующего осадка - кристаллического бора, неспособного к контактной диффузии в железо (сталь), т.е. балластного, бессмысленно теряемого бора, является завышенная плотность тока на катоде, когда выделившийся бор образует кристаллы, включаемые в пассивирующий осадок.
Экспериментально установлено, что для предотвращения этого явления катодная плотность тока (ik) должна составлять 0,035-0,04 А/см2, что в 3-5 раз меньше, чем в известных способах 1-3, а режим реверсирования тока следующий: длительность катодного импульса τk=1,5-1,7 с, анодного τа=0,3-0,4 с при одинаковой плотности тока 0,03-0,04 А/см2 в обоих импульсах. Наибольший эффект интенсификации наблюдается при ik=0,04 А/см2, τk=1,5 с и τа=0,4 с. Кратковременный анодный импульс необходим для устранения образуемой на поверхности борируемой детали оксидной пленки, экранирующую часть поверхности катода и физически мешающей электроосаждению бора. При этом концентрация оксида бора в расплаве, составляющая 3 мас.% в сочетании с заявленным режимом реверсирования тока обеспечивает достаточную скорость диффузионного борирования с получением плотных и равномерных боридных покрытий нужного фазового состава. Концентрация оксида бора менее 3 мас.% недостаточна для минимальной скорости процесса борирования, а повышение концентрация оксида бора более 3% не оказывает влияния на скорость процесса.
Технический результат заявляемого способа электролизного борирования заключается в предотвращении образования на катоде пассивирующего осадка.
Пример.
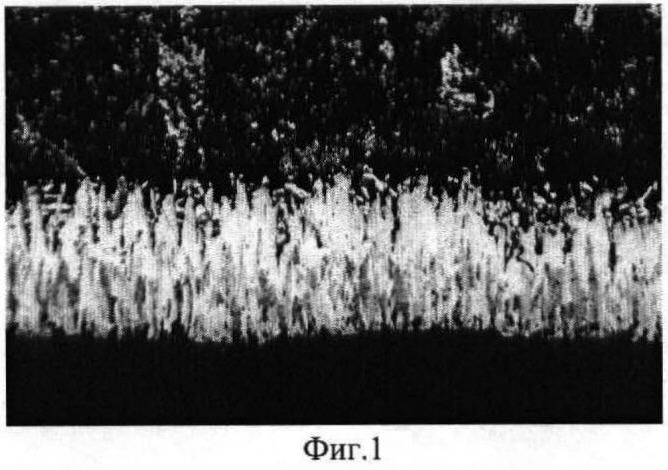
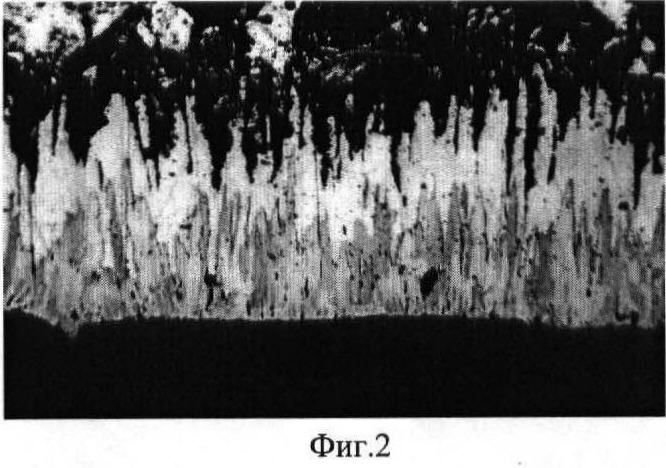
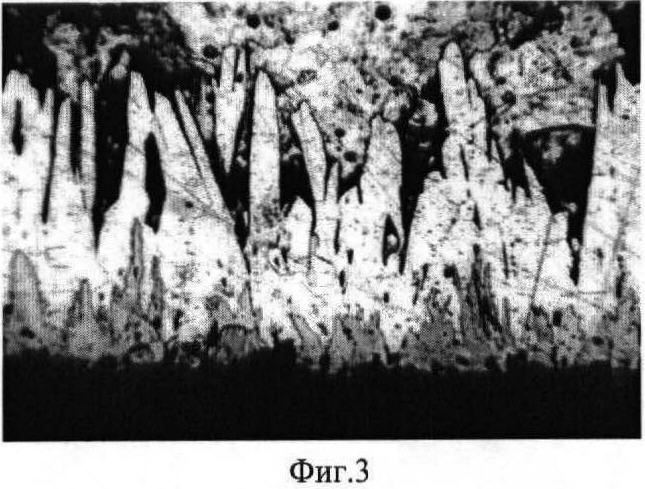
Заявленное изобретение иллюстрируется следующей таблицей и рисунками. В таблице представлены величины толщины диффузионных боридных слоев на сталях и фазовый состав покрытия при электролизе с реверсированием тока в расплаве, а также данные о параметрах процесса. При этом шлифы Ст.20 с боридными слоями изображены на фотографиях - фиг.1, 2, 3.
Электролизное борирование с реверсированием тока проводили в специально созданной установке, состоящей из лабораторной соляной ванны с корундовым тиглем, программатора ПР-8 и выпрямителя тока на 10 А. Процесс вели при температурах от 850 до 950°С, близких к температурам закалки конструкционных и инструментальных сталей, которые выбираются из условий совмещения процесса борирования с разогревом стальных деталей под закалку после борирования.
В корундовом тигле при температуре 900°С наплавлено 800 г расплава, содержащего 3 мас.% оксида бора и хлорид кальция - остальное. После расплавления солей в расплав были опущены графитовый анод и железный катод и проводился очистной электролиз при напряжении 1 В в течение 2 часов, после чего железный катод удаляли из очищенного расплава и на специальной подвеске погружали в него стальные образцы, изготовленные из Армко-железа, Ст.20, Ст.50, У8. Электролизное борирование с реверсированием тока в расплаве 3% мас. B2O3+CaCl2 - остальное, вели при температуре 850-950°С, iк=0,04 А/см2, τ=1,5 с и ia=0,04 А/см2, τ=0,4 с. Количество реверсов составляло 3263, общее время нахождения образцов в расплаве составило 2 часа. Данные о характеристиках процесса и полученных боридных покрытиях приведены в таблице и на фотографиях шлифов (фиг.1, 2 и 3) на примере Ст.20 с боридным покрытием, характерным для всех указанных в таблице сталей.
В соответствии с данными таблицы, толщина боридных покрытий, полученных при температуре 850-950°С, за 2 ч при электролизном борировании с реверсированием тока в расплаве CaCl2+3 мас.% B2O3 на 30% больше толщины покрытий, получаемых циклическим способом за 3 ч в расплаве CaCl2+5% B2O3 при одной и той же температуре. Причем покрытия, получаемые заявленным способом, представляют собой равномерные, плотные, двухфазные покрытия, соотношение фаз FeB и Fe2B в которых составляет примерно 1:1. После борирования в указанных условиях детали легко отмываются в холодной воде, при этом в промывочной воде нет взвеси черного порошка бора.
Во всех приведенных примерах B2O3 после первоначальной загрузки в расплав больше не добавлялся, что свидетельствует в пользу снижения расхода бора. Таким образом, заявленным способом интенсификация процесса борирования металлов в расплаве хлорида кальция примерно на 30% больше, чем в известных способах.
Кроме того, используемый в заявленном способе хлоридный в основе электролит в 4,5 раза дешевле электролита из расплавленной буры, т.к. цена гранулированного хлорида кальция составляет 17,6 руб./кг, а цена плавленой буры - 80 руб./кг (в ценах 2011 г.). При этом для электролиза указанного расплава могут использоваться серийно выпускаемые в России электродные соляные ванны для безокислительного нагрева стали под закалку. Использование электродных соляных ванн имеет преимущество перед нестандартными электролизерами сложной конструкции, применяемыми для электролизного борирования сталей в буре, как например, установка по SU 815077, опубл. 1981 г. Соответственно, налицо экономия дорогостоящих материалов и затрат на изготовление электролизера. Наконец, хлорид кальция безвреден для человеческого организма, а регенерация этой соли вкупе с системой улавливания ее паров и полным отсутствием вредных выбросов в окружающую среду обеспечивает экологичность нового процесса борирования. По оценке авторов, снижение общих затрат на единицу конечной продукции по отношению к способам борирования в расплаве буры составляет 10-15 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролизного борирования стальных деталей | 1978 |
|
SU742485A1 |
| СОСТАВ РАСПЛАВА ДЛЯ БОРИРОВАНИЯ | 2001 |
|
RU2215060C2 |
| Способ электролизного борирования стальных деталей | 1978 |
|
SU773140A1 |
| Способ электролизного насыщения | 1972 |
|
SU454282A1 |
| Способ электролизного борирования стальных изделий | 1990 |
|
SU1763518A1 |
| Состав для электролизного борирования стальных изделий | 1979 |
|
SU876773A1 |
| СПОСОБ ЭЛЕКТРОЛИЗА КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ С ПРИМЕНЕНИЕМ ТВЕРДЫХ КАТОДОВ | 2019 |
|
RU2716569C1 |
| СПОСОБ СОЗДАНИЯ СМАЧИВАЕМОГО ПОКРЫТИЯ УГЛЕРОДНОЙ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2486292C1 |
| Способ термообработки борированных изделий | 1973 |
|
SU499342A1 |
| Способ электролизного борирования стальных изделий | 1988 |
|
SU1661245A1 |
Изобретение относится к области химико-термической обработки металлов и сплавов, в частности к диффузионному борированию стальных изделий в солевом расплаве. Способ электролизного борирования стальных изделий в расплаве, содержащем оксид бора, включает реверсирование постоянного тока. При этом перед борированием проводят очистной электролиз при напряжении, меньшем, чем напряжение разложения расплава. Борирование ведут в расплаве, содержащем 3 мас.% оксида бора, хлорид кальция - остальное, в режиме реверсирования тока с длительностью катодного импульса τk=1,5-1,7 с, анодного τа=0,3-0,4 с при одинаковой плотности тока 0,03-0,04 А/см2 в обоих импульсах. Технический результат заключается в предотвращении образования на катоде пассивирующего осадка. 1 табл., 3 ил., 1 пр.
Способ электролизного борирования стальных изделий в расплаве, содержащем оксид бора, включающий реверсирование постоянного тока, отличающийся тем, что перед борированием проводят очистной электролиз при напряжении, меньшем чем напряжение разложения расплава, борирование ведут в расплаве, содержащем 3 мас.% оксида бора, хлорид кальция - остальное, процесс ведут в режиме реверсирования тока с длительностью катодного импульса τk=1,5-1,7 с, анодного τа=0,3-0,4 с при одинаковой плотности тока 0,03-0,04 А/см2 в обоих импульсах.
| СОСТАВ РАСПЛАВА ДЛЯ БОРИРОВАНИЯ | 2001 |
|
RU2215060C2 |
| Способ электролизного борирования углеродистых сталей | 1979 |
|
SU768854A1 |
| SU 491731 A, 02.02.1976 | |||
| JP 2011068991 A, 07.04.2011. | |||

