1
Изобретение относится к изготовлению деталей с накаткой или насечкой.
Известен валок для изготовления рифлей, вынолненный в виде цилиндра с винтовыми выступами, скругленными у вершины и основания.
Цель предлагаемого изобретения - повышение износостойкости выступов при накатывании рифлей на плоских заготовках.
Для этого радиус скругления вершин выступов равен 0,5-0,6 их высоты.
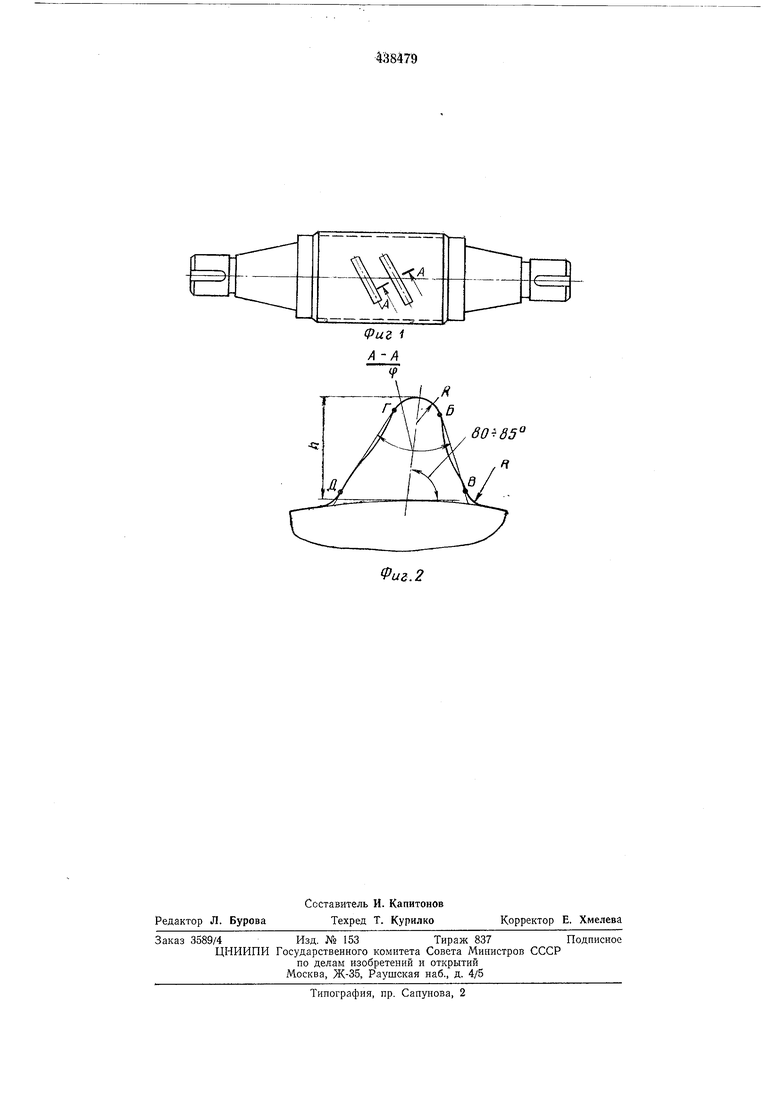
На фиг. 1 изображен предлагаемый валок, обш.ий вид; на фиг. 2 - профиль выступа валка в нормально.м сечении.
У вершин выступов радиус скругления R 0,5-0,6/г, где h - высота выступов.
Радиус скругления у основания выступов равен той же величине R. Профиль выступов в середине высоты имеет вогнутость, а сверху и снизу от нее - профиль выпуклый.
Построение профиля зуба валка производится при заданных значениях угла ф (например 30-90°) и высоты L (например 1- 300 мм). Профиль боковых образующих (участок БВ, ГД) строится по координатам точек, вычисленных, например, методом электрогидродинамических аналогий.
Выполнение профиля выступов с указанными радиусами скруглений и вогнуто-выпуклым профилем боковых граней создает более
благоприятную схему деформации профилируемой поверхности заготовки и плавным нарастанием деформаций по профилю боковых граней выступа и вследствие этого уменьшает силовые параметры процесса накатки.
Наклон оси выступа валка под углом 80- 85° позволяет получать более точную рифленую поверхность накатываемого изделия с симметричным профилем рифлей и, кроме того, позволяет на всем пути внедрения выступа в металл уменьшить разность длин контакта металла с боковыми гранями, в результате чего силы давления металла на боковые грани выступа уравновешивают друг друга.
Валками предложенной конструкции осуществлялась горячая прокатка штрипса с рифленой поверхностью в линии непрерывного штрипсового стана и были получены положительные результаты.
Предмет изобретения
Валок для накатки рифлей, выполненный в виде цилиндра с винтовыми выступами, скругленными у вершины и основания, отличающийся тем, что, с целью повышения износостойкости выступов при накатывании рифлей на плоских заготовках, радиус скругления вершин выступов равен 0,5-0,6 их высоты.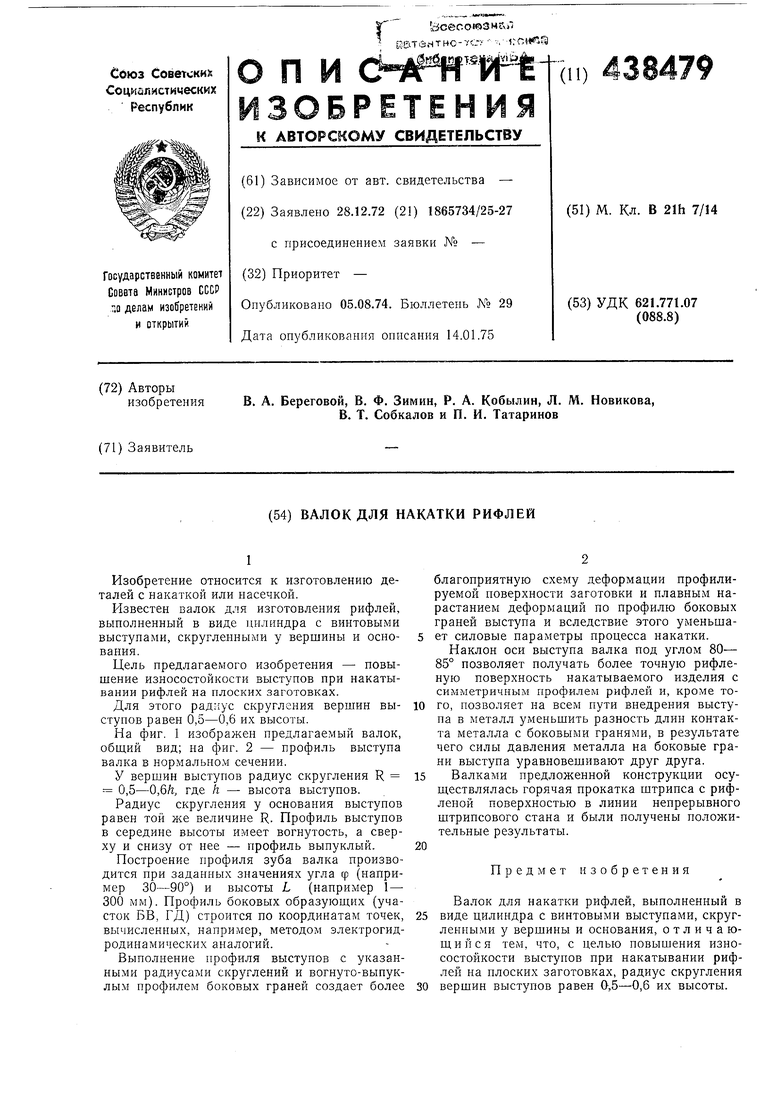
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРОДОЛЬНЫХ РИФЛЕЙ | 1995 |
|
RU2087239C1 |
| ГЕЛИКОИДАЛЬНЫЙ ПРОКАТНЫЙ ВАЛОК | 2009 |
|
RU2407605C1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| Валок для косого горячего профилирования плоского проката и способ его изготовления | 1978 |
|
SU722620A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |