Изобретение относится к прокатному производству и может быть использовано для осуществления технологии двухручьевой прокатки арматурной стали на сортовых станах.
Известны способы калибровки валков и многоручьевой прокатки, в которых из одной заготовки формируют несколько заготовок прямоугольного или квадратного сечения с последующим их продольным разделением [1-3].
Недостатком этих способов для производства арматурной стали является то, что разделенные заготовки имеют плоские грани, которые при дальнейшей прокатке в овальных и чистовых калибрах приводят к незаполнению поперечных канавок чистового ручья валка и, тем самым, к образованию площадок с двумя зубцами на поперечных выступах периодического арматурного профиля. Тем самым не выполняются геометрические размеры профиля и готовый прокат не имеет желаемого товарного вида. Кроме того, при прокатке профиля квадратного сечения в овальном калибре происходит неравномерное обжатие по ширине полосы и тем самым возникает неравномерный износ овального калибра, который возрастает в направлении от центра калибра к его краям в соответствии с увеличением коэффициента обжатия квадрата в овале от центра к краям.
Известны способы прокатки-разделения сортовых профилей, включающие формирование нескольких, преимущественно двух, заготовок круглого сечения и их продольное разделение разрывом клиновидными гребнями валков с последующей прокаткой заготовок в предчистовых и чистовых калибрах [4-6].
Недостатком известных способов является образующийся за счет растяжения перемычки острый заусенец по месту разрыва, который может приводить к браку готового проката по закатам. При этом закат образуется вследствие загибания заусенца при обжатии места разделения в предчистовых либо чистовых калибрах.
Кроме того, формирование сочлененных круглых заготовок требует применения многоручьевых калибров с довольно острыми (менее 60°) разрезными гребнями, что приводит к их быстрому износу и выкрашиванию вследствие значительных термических напряжений.
В известном способе [7] (принят за прототип) с целью улучшения качества проката за счет более точного выполнения поперечных выступов периодического арматурного профиля и повышения устойчивости в овальном калибре, продольные локальные утолщения в виде сегментов формируют на каждой грани сочлененных квадратных профилей до их разделения, а после разделения квадратные заготовки кантуют на 45° и прокатывают в предчистовых однорадиусных овальных калибрах, причем радиус дуги сегментов устанавливают равным 0,3-0,8 заданного диаметра окружности, описывающей поперечные выступы готового профиля, а высоту локальных утолщений ▵ выполняют по соотношению:

где Rов - радиус очертания предчистовой овальной полосы;
С - сторона квадратной полосы;
r - радиус округления вершин квадратной полосы.
Однако в этом способе не может быть полностью устранена неравномерность обжатия квадратной полосы по ширине при прокатке ее в предчистовом однорадиусном овальном калибре, так как локальные утолщения определенных в способе размеров не позволяют осуществить полный контакт грани заготовки и овальной поверхности ручья валка в начальный момент обжатия в овальном калибре. Неравномерность деформации по ширине полосы в предчистовом овальном калибре приводит к неравномерному его износу и ухудшает геометрические характеристики готового арматурного профиля. Это вызывает необходимость более частой замены овального калибра, т.е. повышает расход валков.
Цель изобретения - уменьшение износа валков за счет равномерного обжатия разделенных квадратных профилей по ширине при прокатке их в предчистовых овальных калибрах.
Поставленная цель достигается тем, что в процессе формирования двухручьевого раската в виде сочлененных квадратных профилей на каждой их грани выполняют продольные локальные утолщения в виде сегментов определенного радиуса и ширины дуги. Радиус дуги сегмента равен радиусу очертания последующего (предчистового) овального калибра, а ширина сегмента определяется из соотношения:
B=(C-2r)·(1+r/(R-r)),
где С - ширина грани квадратной заготовки,
r - радиус округления ребер квадратной заготовки,
R - радиус очертания овального калибра (радиус дуги сегмента).
В момент захвата квадратной заготовки в овальном калибре две ее грани находятся в контакте с ручьями валков. Локальные утолщения предложенной формы и размера обеспечивают полный контакт с ручьями валков по всей ширине заготовки. В этом случае происходит равномерное обжатие по ширине полосы и равномерный износ овального калибра. При равномерном износе калибра необходимые размеры овальной полосы легко поддерживать длительное время, постепенно уменьшая межвалковый зазор. Тем самым, увеличивается срок эксплуатации калибра до переточки валков.
Две другие грани квадратной заготовки в момент захвата в овальном калибре являются боковыми поверхностями и имеют выпуклость радиусом R. За счет равномерного обжатия в овальном калибре и выпуклости боковой поверхности квадратной полосы происходит развитое уширение металла с формированием предчистовой овальной полосы с необходимым закруглением боковой поверхности. При обжатии овала такой «правильной» формы в чистовом калибре происходит хорошее заполнение всех элементов калибра и, тем самым, обеспечивается выполнение поперечных выступов арматурной стали и всей геометрии профиля.
Следует также отметить, что полный контакт и равномерное обжатие квадратной заготовки в овальном калибре обеспечивает ее устойчивость, исключает сваливание полосы в калибре и искажение формы предчистовой овальной полосы.
В известном и предлагаемом технических решениях продольные локальные утолщения формируют на каждой грани квадратной заготовки в виде сегментов. Однако в отличие от известного решения, в котором радиус дуги сегмента равен 0,3-0,8 диаметра окружности, описывающей поперечные выступы готового профиля, в предлагаемом решении для достижения поставленной цели радиус дуги сегмента R больше этой величины и равен радиусу предчистового овального калибра. Например, при прокатке арматурной стали №12 на современных станах применяют овальные калибры с радиусом 15-20 мм, а диаметр окружности, описывающей поперечные выступы готового профиля, равен 13,8 мм по ГОСТ 5781-82. Следовательно, в известном решении радиус дуги сегмента может быть равен 4,1-11 мм, а в предлагаемом решении - 15-20 мм.
Ширина сегмента в предлагаемом решении определяется из соотношения размеров овального калибра и прокатываемой в нем квадратной полосы. Максимальная его ширина может быть равна ширине грани квадратной заготовки при отсутствии закруглений в ее вершинах, т.е. при r=0. Например, в случае прокатки арматурной стали №12 по предлагаемому решению ширина сегмента составит 14 мм. В известном решении максимальная ширина сегмента определяется из максимального радиуса его дуги и максимальной его высоты Δ и, с учетом размеров квадратной полосы (С=14 мм) и радиуса овального калибра (R=15-20 мм), составит 11,8 мм, что меньше предлагаемой ширины.
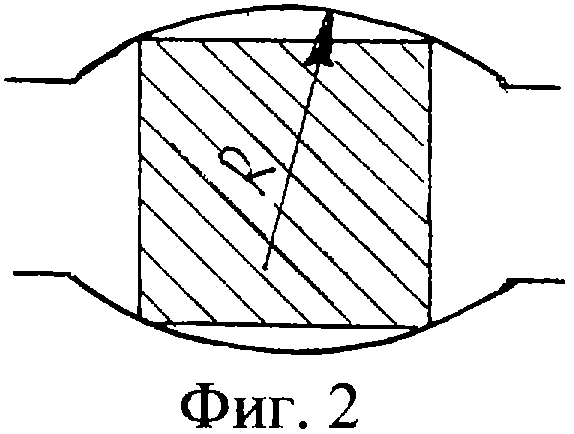
На фиг.1 показана схема двухручьевой прокатки-разделения арматурной стали с формированием на каждой грани локальных утолщений в виде сегментов, где 1 - квадратные заготовки, 2 - локальные утолщения на гранях заготовок, R - радиус очертания локальных утолщений (радиус очертания овального калибра), r - радиус округления в вершинах квадратной заготовки, С - ширина грани квадратной заготовки, В - ширина локальных утолщений, D - диаметр поперечных выступов готового профиля;
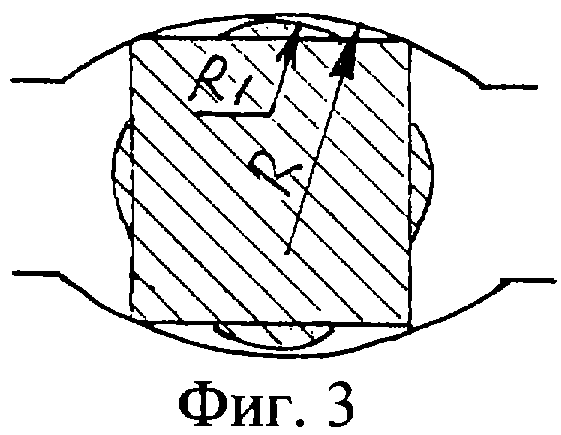
на фиг.2 - начальный момент обжатия квадратной полосы с плоскими гранями в овальном калибре, где R - радиус очертания овального калибра;
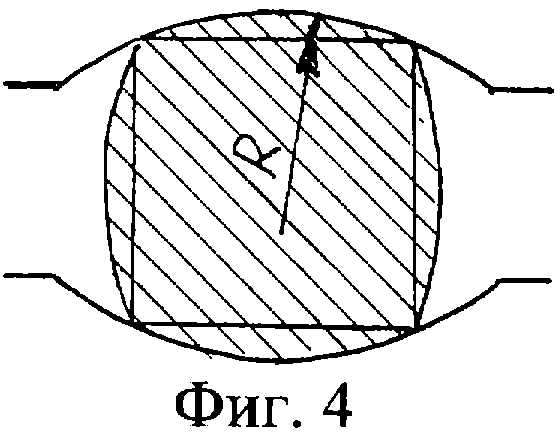
на фиг.3 - начальный момент обжатия квадратной полосы с локальными утолщениями на гранях в овальном калибре, где R - радиус очертания овального калибра, R1 - радиус очертания локальных утолщений, при этом R1<R;
на фиг.4 - начальный момент обжатия квадратной полосы с локальными утолщениями в виде сегмента радиуса R в овальном калибре радиуса R (предлагаемое решение).
Пример 1. В процессе прокатки исходная заготовка обжимается в ряде двухручьевых калибров с формированием раската в виде сочлененных квадратных профилей 1 со стороной С и радиусом скругления r при вершине. При этом на каждой грани квадратных профилей формируется локальное утолщение 2, в поперечном сечении имеющее вид сегмента шириной В и радиусом R. После продольного разделения и кантовки на 45° квадратные профили прокатывают в овальных калибрах, радиус которых также равен R. Далее овальные полосы прокатывают в чистовых калибрах с получением готового профиля арматурной стали с поперечными выступами диаметром D.
В отличие от прокатки квадратной полосы с локальными утолщениями радиусом (0,3-0,8)D (фиг.3), а тем более прокатки квадратной полосы с плоскими гранями (фиг.2) в овальном калибре, когда присутствует неравномерность обжатия по ширине полосы (вначале обжимаются углы профиля), при прокатке квадратной полосы с локальными утолщениями шириной В и радиусом R в овальном калибре того же радиуса R (фиг.4) происходит равномерная деформация по ширине полосы за счет полного контакта с ручьями валков, что приводит к равномерному и меньшему износу овального калибра и увеличению времени его работы до переточки.
Ширина локальных утолщений В выбирается из соотношения, приведенного выше. Если В меньше этой величины, то не происходит полного контакта выпуклой грани заготовки и ручья валка, и вначале обжимаются углы заготовки, что приводит к неравномерной деформации. Максимальная ширина локальных утолщений В равна ширине грани С квадратной заготовки при отсутствии закруглений в вершинах ее ребер (r=0).
Пример 2. Для промышленной двухручьевой прокатки арматурной стали №12 на непрерывном стане 320 разработана калибровка валков, по которой из квадратной заготовки со стороной 24 мм за два прохода в двухручьевых калибрах формируются сочлененные квадратные профили со стороной 14 мм и радиусом закругления вершин 3 мм. При этом на гранях сочлененных заготовок формируются продольные локальные утолщения в виде сегментов радиусом 17 мм и шириной 9,7 мм. После продольного разделения заготовки прокатываются в две нитки в предчистовых овальных калибрах с радиусом 17 мм. Далее овальные полосы прокатываются в чистовых калибрах на готовый периодический арматурный профиль №12.
Использование предложенного способа позволит повысить стойкость овальных калибров и уменьшить износ валков.
Источники информации
1. Авт. свидетельство СССР №582851.
2. Авт. свидетельство СССР №899169.
3. Авт. свидетельство СССР №946698.
4. Патент Франции №23551746.
5. Патент США №3982455.
6. Авт. свидетельство СССР №1288978.
7. Авт. свидетельство СССР №1707846, БИМП №36, 2005 г., раздел «Авт. свидетельства и патенты СССР на изобретения, ранее не публиковавшиеся».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 1989 |
|
SU1707846A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
Изобретение предназначено для прокатки арматурной стали. В процессе формирования двухручьевого раската в виде сочлененных квадратных профилей на их гранях выполняют продольные локальные утолщения, в поперечном сечении имеющие вид сегмента определенной ширины и радиуса, т.е. придают граням регламентируемую выпуклость. Уменьшение износа валков за счет равномерного обжатия разделенных квадратных профилей в предчистовых однорадиусных овальных калибрах достигается за счет того, что после продольного разделения заготовки с регламентированными выпуклыми гранями прокатывают в однорадиусных овальных калибрах с обеспечением полного контакта граней заготовки и калибра валков. 4 ил.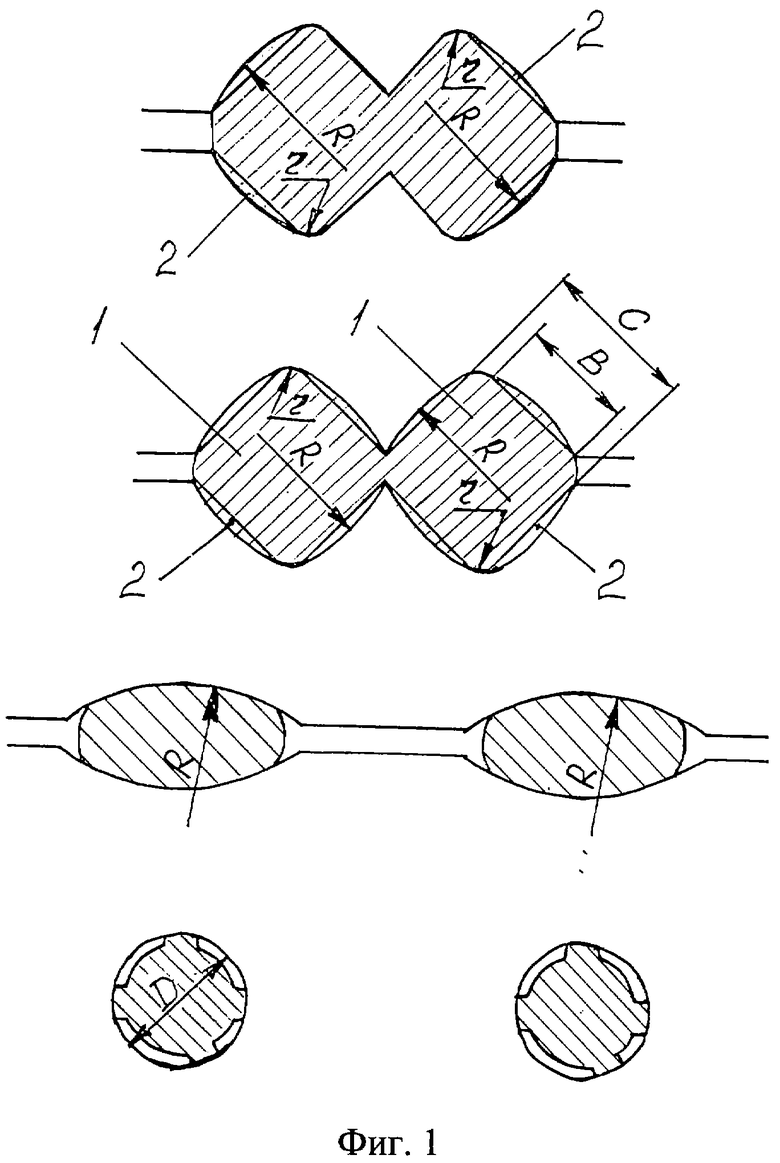
Способ двухручьевой прокатки арматурной стали, включающий последовательное формирование в ряде калибров двухручьевого раската в виде сочлененных по диагонали квадратных профилей, формирование на каждой их грани продольных локальных утолщений, в поперечном сечении имеющих вид сегмента, продольное разделение профилей, кантовку их на 45° и двухниточную прокатку в предчистовых однорадиусных овальных калибрах и чистовых калибрах, отличающийся тем, что формирование продольных локальных утолщений в виде сегментов выполняют радиусом, равным радиусу очертания последующих предчистовых овальных калибров, причем ширину сегмента определяют из соотношения
B=(C-2r)·(1+r/(R-r)),
где С - ширина грани квадратной заготовки;
r - радиус скругления в вершинах квадратной заготовки;
R - радиус очертания сегментов и овальных калибров.
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 1989 |
|
SU1707846A1 |
| Чистовой двухвалковый диагональный калибр для прокатки квадратной стали с закругленными углами | 1988 |
|
SU1540878A1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| ДЕТАЛЬ, СОДЕРЖАЩАЯ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПРОТИВ СОЕДИНЕНИЙ CMAS | 2016 |
|
RU2719964C2 |

