1
Изобретение относится к металлургии и может быть исиользовано для рафинирования стали и других металлов и снлавов шлаком.
В настоящее время рафинирование стали н:лаком осундествляют в сталеразливочных ковшах. Для этого на дно ковша заливают (либо засыпают в виде экзотермического порошка) шлак в количестве около 5% от веса стали. Он взаимодействует с выливаемой на него сталью и рафинирует ее. Недостатками таких устройств являются малое время взаимодействия Лгеталла со шлаком и в связи с этим неполное использование рафинируюш,их свойств шлака, а также однократное использование шлака.
Применяют также ковши с полостью, отделенной от металла перегородкой с отверстиями, изолированной от окружаюш,ей среды и иредназиаченной для обработки металла газообразными или твердыми реагентами с высокой упругостью пара.
Однако такое устройство не может быть использовано для рафинирования металла жидким нглаком.
Целью изобретения является увеличение времеии взаимодействия металла со шлаком и степень рафинирования, а также многократное использование шлака.
Эта цель достигается путем применения ковша, имеюндего перегородку со стопорами. При
этом перегородка выполнена ступенчатой с одним или несколькими отверстиями в каждой ступеньке. Отверстия закрываются стопорами. Разность уровня между ступенями увеличивается с ростом высоты слоя металла из расчета 1 мм на каждые 15-20 мм роста высоты столба металла, т. е. в пропорции 1/15- 1/20.
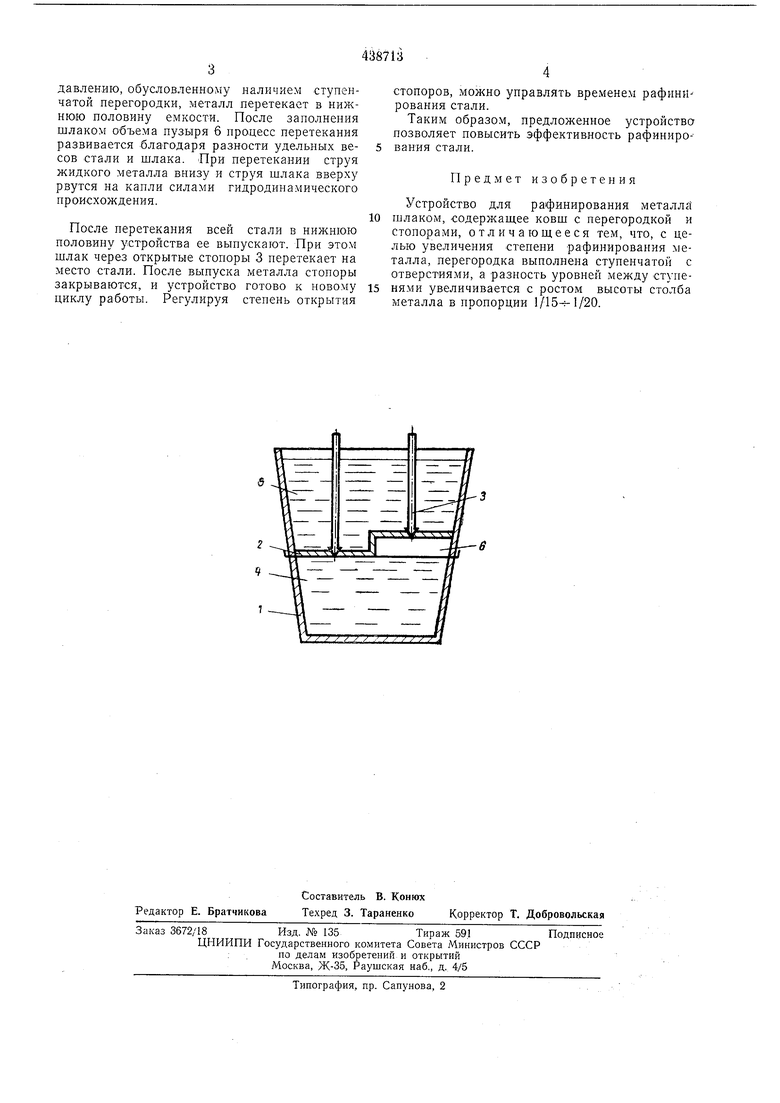
Па чертеже представлено описываемое устройство.
Устройство состоит из емкости 1, разделенной ступенчатой перегородкой 2 на две равные части-верхнюю и нижнюю. В каждой ступени перегородки имеются отверстия (одно или несколько), закрытые стопорами 3.
В нижнюю половину емкости заливается шлак 4, а в верхнюю - металл 5, причем объем залитого металла не должен превышать объема нижней половины устройства. Под верхней ступенькой перегородки содержится воздушный пузырь 6.
Устройство работает следующим образом.
После заливки шлака закрывают стопоры 3 и заливают металл в верхнюю половину емкости. Затем стопоры одновременно открывают, при этом воздушный пузырь 6 через отверстие в верхней ступеньке перегородки 2 всплывает и увлекает за собой часть шлака, способствуя началу циркуляции расплава. Одновременно с этим благодаря ферростатическому давлению, обусловленному наличием ступенчатой перегородки, металл перетекает в нижнюю половину емкости. После заполнения шлаком объема пузыря 6 процесс перетекания развивается благодаря разности удельных весов стали и шлака. При перетекании струя жидкого металла внизу и струя шлака вверху рвутся на капли силами гидродинамического происхождения. После перетекания всей стали в нижнюю половину устройства ее выпускают. При этом шлак через открытые стопоры 3 перетекает на место стали. После выпуска металла стопоры закрываются, и устройство готово к новому циклу работы. Регулируя степень открытия 5 10 15 стопоров, можно управлять временем рафинИ рования стали. Таким образом, предложенное устройства позволяет повысить эффективность рафинирования стали. Пред.мет изобретения Устройство для рафинирования металлй шлаком, .содержаш,ее ковш с перегородкой и стопорами, отличающееся тем, что, с целью увеличения степени рафинирования металла, перегородка выполнена ступенчатой с отверстиями, а разность уровней между ступенями увеличивается с ростом высоты столба металла в пропорции l/15-f-l/20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рафинирования металла | 1983 |
|
SU1131910A1 |
| Устройство для электрошлакового рафинирования металлов | 1977 |
|
SU633286A1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Способ получения слитков | 1977 |
|
SU712193A1 |
| Миксер для алюминия и его сплавов | 1989 |
|
SU1695096A1 |
| СПОСОБ ПЕРЕРАБОТКИ ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2093585C1 |
| Устройство для обработки жидкогоМЕТАллА | 1979 |
|
SU831796A1 |
| Устройство для обработки жидкого металла шлаком | 1969 |
|
SU441293A1 |
| УСТРОЙСТВО "ГАЗОКОЛПАК" ДЛЯ РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 2011 |
|
RU2460608C1 |
