1
Изобретение относится к оборудованию для переработки пластмасс, в частности к установкам для получения двухосно ориентированных полимерных пленок.
Известна установка для двухосной ориентации полимерных рукавных пленок, получаемых экструзией с последующим раздувом, содержащая последовательно установленные экструдер с кольцевой головкой, с каналом для подачи внутрь экх:трудируемого рукава газа под давлением, камеру противодавления 1.
Недостатком установки является то, что она не позволяет получать пленки высокого качества, так как отсутствует возможность регулирования параметров воздуха, подаваемого в камеру противодавления, что снижает качество получаемой пленки.
Наиболее близкой к предлагаемой является установка для двухосной ориентации полимерных рукавных пленок, содержащая последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со щтуцером для подачи рабочего агента
и кольцевым вы.ходным каналом, мсхяиизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубашку, зажимные валки и наматывающее приспособление 2.
5Недостатком устройства ягзляется наличие зон торможения и предварительного нагрева, что усложняет конструкцию, увеличивает ее длину, энергозатраты, материалоемкость.
10 Цель изобретения - получение н.пенок с высокой степенью ориентации.
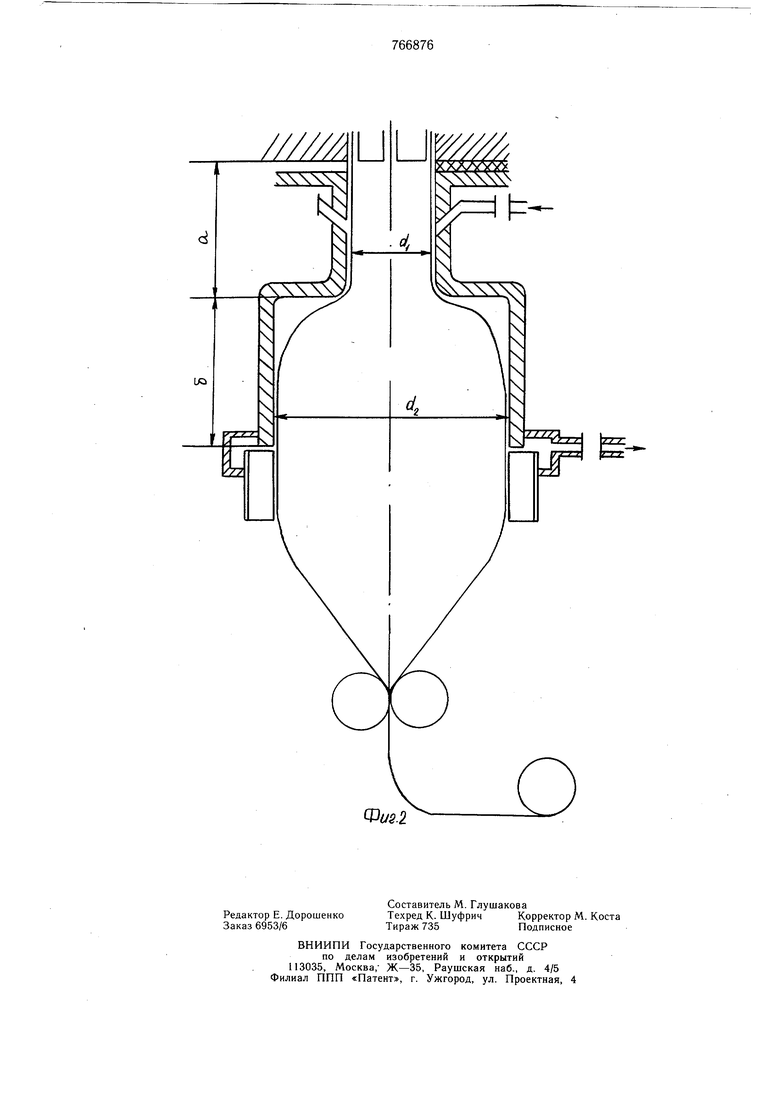
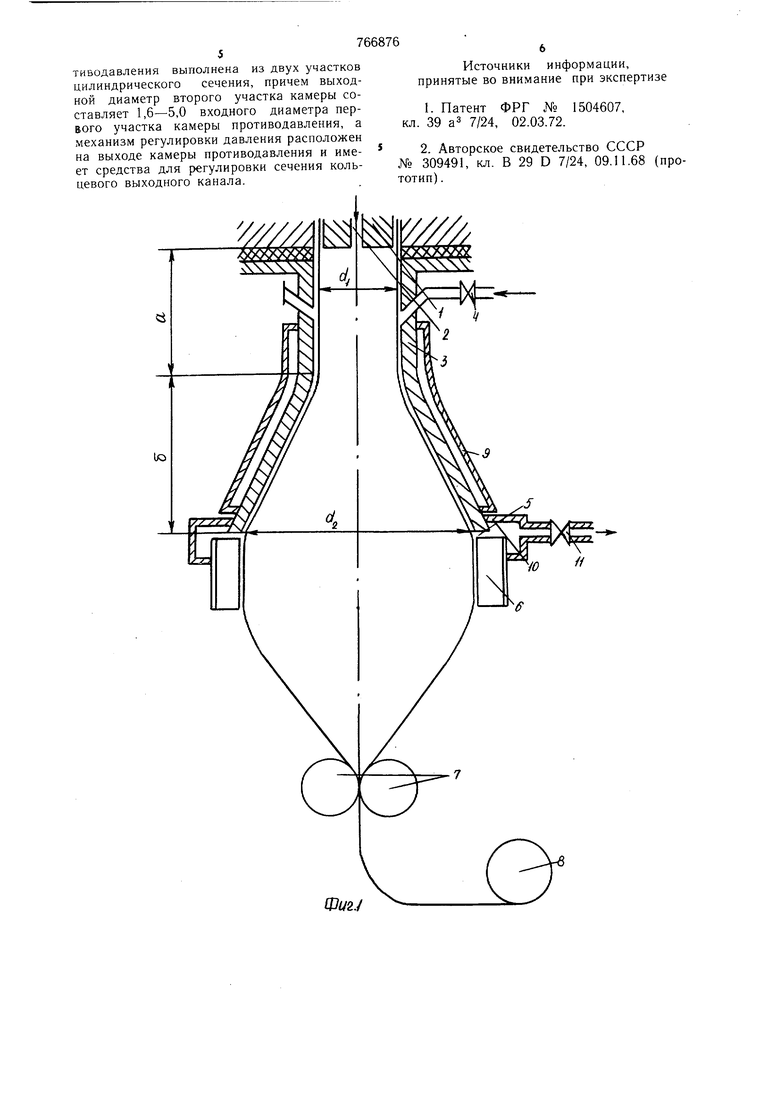
Поставленная цель достигается тем, что в установке для двухосной ориентации полимерных рукавных пленок, содержаще) последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со штуцером для подачи рабочего агента и кольцевым выходным каналом, механизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубащку, зажимные валки и наматывающее приспособление, камера противодавления выполнена из двух участков цилиндрического сечения, причем выходной диаметр второго участка камеры составляет 1,6-5,0 входного диаметра первого участка камеры противодавления, а механизм регулировки давления расположен на выходе камеры противодавления и имеет средства для регулировки сечения кольцевого выходного канала. На фиг. 1 изображена установка, общий вид; на фиг. 2 - вариант выполнения камеры из двух, цилиндрических участков разного диаметра. Установка содержит последовательно установленные экструдер с формующей головкой 1 сопло 2 с центральным подводом воздуха внутрь рукава, камеру 3 противод.авления, закрепленную на формующей головке 1 и выполненную из двух участков «а и «б кругового сечения, при этом выходной диаметр (da) второго участка камеры 3 противодавления составляет 1,6-5,0 входного диаметра (d ,) первого участка камеры 3 противодавления. На участке «а камера 3 противодавления снабжена устройством 4 для подачи воздуха в камеру 3 противодавления, а на участке «б устройством 5 для снижения противодавления по длине камеры 3. После камеры 3 противодавления установлен охлаждающий калибр 6, зажимные валки 7 и намоточное приспособление 8. Камера 3 противодавления может быть снабжена устройством 9 тормостатирования. Устройство 5 выполнено с кольцевой щелью с постоянным или регулируемым проходным сечением, сообщающимся через дополнительную камеру 10 и вентиль 11 с атмосферой. Регулирование щели осуществляется путем продольного перемещения охлаждающего калибра 6 относительно дополнительной камеры 10, соединенных между собой, например, резьбовым соединением. Камера 3 противодавления может быть выполнена в двух вариантах. 1 вариант:участок «а - цилиндрический;участок «б - конусный с диаметром на выходе -Oi, 1,6 - 5,0 И вариант:участок «а -цилиндрический;участок «б - цилиндрический с диаметром сечения - 1,6 - 5,0 Установка работает следующим образом. Расплав полимера выходя из формующей головки 1 в виде рукава попадает в камеру 3 противодавления (участок «а), где охлаждается до температуры ориентации за счет воздуха, подаваемого в камеру 3 противодавления. Одновременно подаваемый воздух образует воздущный зазор между стенкой камеры 3 противодавления и пленочным рукавом (эффект «воздущной подущки). Зазор между пленочным рукавом и стенкой камеры 3 противодавления по порядку величины близок к 1 мм. На этом участке давление в камере 3 противодавления близко по величине давлению внутри рукава. Затем рукав переходит во второй участок («б), круговое сечение которого больще чем у первого участка. На втором участке происходит двухосная ориентация пленочного рукава. Продольная вытяжка осуществляется зажимными валками, линейная скорость которых (Vi) больще скорости экструзии расплава (V(). Отнощение скоростей () и есть кратность продольной ориентации. Поперечная ориентация осуществляется раздувом рукава воздухом за счет того, что диаметр кругового сечения на выходе второго участка (dj) больще диаметра кругового сечения первого участка (d i) в 1,6-5,0, т. е. 1,6-5,0. На втором участке («б) давление в камере 3 противодавления меньще давления воздуха внутри рукава. Это осуществляется за счет выхода воздуха из камеры 3 противодавления через устройство 5 с регулируемым зазором. Величина регулируемого зазора или положение вентиля 11 определяет величину давления,на выходе из камеры противодавления 3, а следовательно, скорость и величину спада давления по длине камеры 3 противодавления. Параметры регулируемого зазора определяют также и равномерность скорости выхода воздуха вблизи пленочного рукава. Установка позволяет сократить необходимые производственные площади, металлоемкость оборудования, а также упростить схему и обслуживание линии, повысить качество продукции, облегчить ее запуск в работу и понизить нормы расхода сырья. Формула изобретения Установка для двухосной ориентации полимерных рукавных пленок, содержащая последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со щтуцером для подачи рабочего агента и кольцевым выходным каналом, механизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубашку, зажимные валки и наматывающее приспособление, отличающаяся тем, что, с целью получения пленок с-высокой степенью ориентации, камера протиБодавления выполнена из двух участков цилиндрического сечения, причем выходной диаметр второго участка камеры составляет 1,6-5,0 входного диаметра первого участка камеры противодавления, а механизм регулировки давления расположен на выходе камеры противодавления и имеет средства для регулировки сечения кольцевого выходного канала.
/
./
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 1504607 кл. 39 аЗ 7/24, 02.03.72.
2. Авторское свидетельство СССР № 309491, кл. В 29 D 7/24, 09.11.68 (прототип) .
//////А
CPus.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ДВУХОСНООРИЕНТИРОВАННОЙ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ НА ОСНОВЕ ПВХ | 2005 |
|
RU2299810C1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| Устройство для одновременноэ двухосноэ ориентации рукавных полимерных пленок | 1976 |
|
SU603585A1 |
| СПОСОБ ДВУХОСНОГО РАСТЯЖЕНИЯ РУКАВНЫХ ПОЛИМЕРНЫХ ПЛЕНОК | 1971 |
|
SU311767A1 |
| Устройство для получения двухосно ориентированных рукавных полимерных пленок | 1971 |
|
SU422205A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ | 2013 |
|
RU2533726C1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| БАРЬЕРНАЯ ПЛЕНКА С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И НИЗКОЙ ТЕРМИЧЕСКОЙ УСАДКОЙ ПРИ ТЕМПЕРАТУРЕ ФОРМОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2017 |
|
RU2660836C1 |