Известен способ двухосного растяжения рукавных полимерных пленок, при котором выходящий из экструдера рукав пленки пропускают снаружи ширительного кольца.
Для улучшения условий растяжения пленки предлагается рукав пленки перед ширительным кольцом пропускать через наружное ограничительное кольцо, внешний диаметр которого меньше внутреннего диаметра ширительного кольца.
С целью регулирования степени вытяжки за счет изменения суммарного угла охвата колец рукавом пленки, кольца желательно перемешать друг относительно друга в осевом направлении.
На участках перед ограничительным кольцом и между кольцами можно пленку охлаждать жидким хладагентом, а ограничительное кольцо располагать от головки экструдера дальше, чем ширительное, и таким образом, что рукав пленки образует кольцевую ванну, которую заполняют жидким хладагентом.
Все это позволяет получать более качественную продукцию.
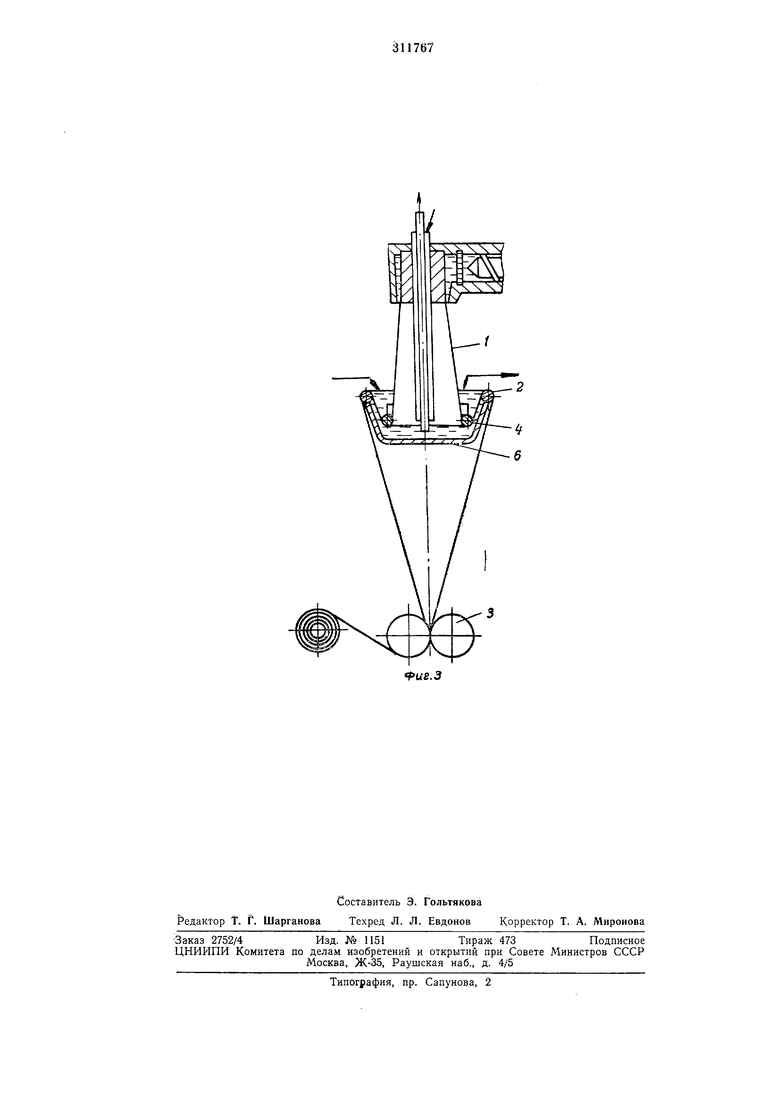
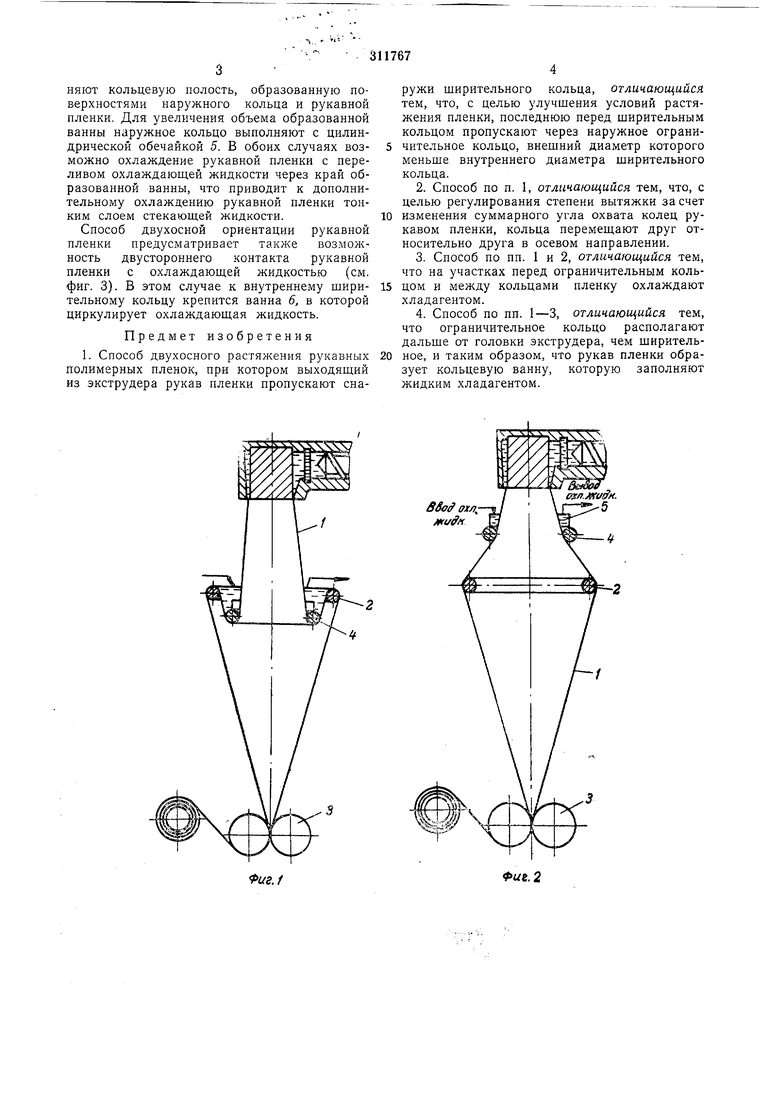
Схема двухосного растяжения рукавных полимерных пленок показана на фиг. 1-3.
Экструдируемый сверху вниз рукав 1 заправляют сначала на внешнюю поверхность ширительного кольца 2, располагающегося внутри рукава, а затем в тянущие валки 3
приемного устройства, при этом наружное ограничительное кольцо 4 в момент заправки устанавливают в верхнем крайнем положении. После заправки наружное кольцо 4 опускают со скоростью движения рукава ниже уровня внутреннего кольца 2 таким образом, что поверхность пленочного рукава образует кольцевую ванну. Далее обеспечивают равномерную подачу в ванку охлаждающей жидкости и ее отвод.
Температура охлаждающей жидкости и глубина ванны, определяющая ее объем, устанавливаются в зависимости от механических свойств перерабатываемого материала,
толщины экструдируемого рукава и возможной степени вытяжки. Изменение глубины ванны приводит к изменению суммарного угла охвата пленочным рукавом колец 2 и 4, определяющего величину силы трения пленки о
поверхность этих колец. Сила трения в данном способе, с одной стороны, определяет степень ориентации охлажденной рукавной пленки в продольном направлении, с другой стороны, при работе с тонки.ми пленками увеличение силы трения может привести к обрыву рукава. Поэтому при получении тонких рукавных пленок (менее 60 мк) предусматриваются ориентация и охлаждение рукавной пленки (фиг. 2). В этом случае наружное
няют кольцевую полость, образованную поверхностями наружного кольца и рукавной пленки. Для увеличения объема образованной ванны наружное кольцо выполняют с цилиндрической обечайкой 5. В обоих случаях возможно охлаждение рукавной пленки с переливом охлаждающей жидкости через край образованной ванны, что приводит к дополнительному охлаждению рукавной пленки тонким слоем стекающей жидкости.
Способ двухосной ориентации рукавной пленки предусматривает также возможность двустороннего контакта рукавной пленки с охлаждающей жидкостью (см. фиг. 3). В этом случае к внутреннему щирительному кольцу крепится ванна 6, в которой циркулирует охлаждающая жидкость.
Предмет изобретения
1. Способ двухосного растяжения рукавных полимерных пленок, при котором выходящий из экструдера рукав пленки пропускают снаружи щирительного кольца, отличающийся тем, что, с целью улучшения условий растяжения пленки, последнюю перед щирительным кольцом пропускают через наружное ограничительное кольцо, внешний диаметр которого меньше внутреннего диаметра ширительного кольца.
2.Способ по п. I, отличающийся тем, что, с целью регулирования степени вытяжки за счет
изменения суммарного угла охвата колец рукавом пленки, кольца перемещают друг относительно друга в осевом направлении.
3.Способ по пп. 1 и 2, отличающийся тем, что на участках перед ограничительным кольцом и между кольцами пленку охлаждают хладагентом.
4.Способ по пп. I-3, отличающийся тем, что ограничительное кольцо располагают дальше от головки экструдера, чем ширительное, и таким образом, что рукав пленки образует кольцевую ванну, которую заполняют жидким хладагентом.
А ОХ/} Af(l/ff(
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения двухосно ориентированных рукавных полимерных пленок | 1971 |
|
SU422205A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ ОБОЛОЧКИ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С ПСЕВДОВОЛОКНИСТЫМ ВНЕШНИМ ВИДОМ И ПОЛИМЕРНАЯ ОБОЛОЧКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2005 |
|
RU2335907C2 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| ПРОИЗВОДСТВА АРМИРОВАННЫХПЛЕНОК из | 1972 |
|
SU330035A1 |
| БАРЬЕРНАЯ ПЛЕНКА С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И НИЗКОЙ ТЕРМИЧЕСКОЙ УСАДКОЙ ПРИ ТЕМПЕРАТУРЕ ФОРМОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2017 |
|
RU2660836C1 |
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА С ПОЛИАМИДОМ 6/6.6 | 2017 |
|
RU2755359C2 |
| Установка для производства рукавной полимерной пленки экструзией вверх | 1976 |
|
SU622683A1 |
| МНОГОСЛОЙНАЯ РУКАВНАЯ ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С НЕОДНОРОДНЫМ ПО ТОЛЩИНЕ ВНЕШНИМ СЛОЕМ, ИМЕЮЩИМ РЕЛЬЕФНУЮ ВОЛОКНИСТО-СЕТЧАТУЮ СТРУКТУРУ | 2005 |
|
RU2340195C2 |