Известна установка для двухосной ориентации полимерных пленок, включающая тепловую камеру, разделенную на зоны обогрева, ориентации, термофиксации и охлаждения, внутри которой симметрично относительно ее продольной оси расположены две ветви свободных клуппов, перемещающихся по замкнутым направляющим дорожкам в горизонтальных щинах, снабженных устройствами для регулирования коэффициента поперечной ориентации.
Предлагаемая установка снабжена тремя перемещающимися в собственных замкнутых направляющих дорожках цепями с индивидуальными приводами и устройствами для транспортировки свободных клуппов, одна из которых - тихоходная - расположена в зонах обогрева и ориентации, а две другие - быстроходная и компенсирурщая - параллельно установлены в зонах термофиксации и охлаждения, причем направляющие до-рожки тихо.ходной и быстроходной цепей на отдельных участках имеют устройства для разъединения цепей и клуппов.
В качестве устройства для транспортировки свободных клуппов применены магниты.
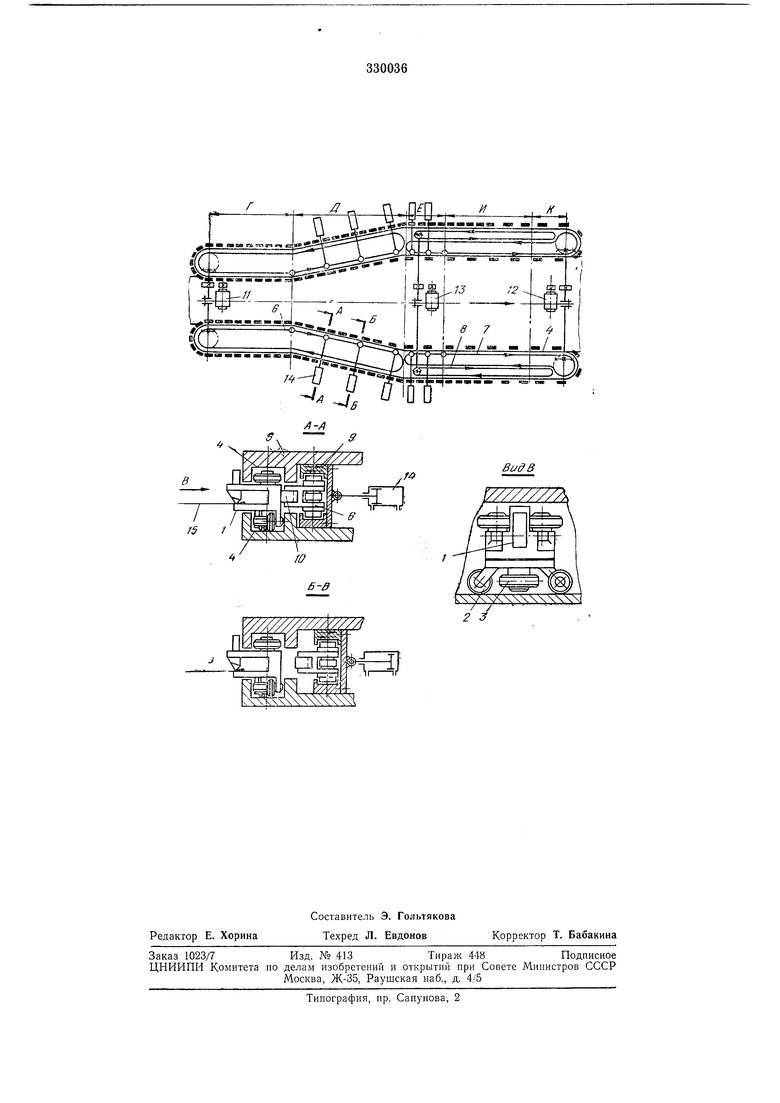
На чертеже показана схема установки в плане и разрезы по А-Л и Б-Б и вид по стрелке В.
Установка для двухосной ориентации пленок состоит из тепловой камеры, перегороженной на ряд индивидуальных зон с воздущным обогревом, которые соответствуют основным этапам проводимого процесса; нагрев, ориентация, термофиксация (для кристаллизующихся
полимеров) и охлаждение пленки (камера на чертежах не показана). Рабочим элементом установки являются не связанные друг с другом клуппы-зажимы 1. Каждый клупп установлен на два опорных ролика 2, которые обеспечивают свободное перемещение его по направляющим дорожкам. Опрокидывание клуппа предотвращают ролики 3, которые воспринимают также нагрузки, возникающие при ориентации, термофиксации и охлаждении полотна пленки.
Клуппы перемещаются по замкнутым направляющим дорожкам 4 щин 5. Шины разбиты на участки, соответствующие основным этапам процесса. Шины установлены на
роликовые опоры и могут перемещаться одни относительно других с помощью регулировочных винтов. Отдельные участки щин соединены между собой с помощью шарниров. На участке нагрева пленки Г направляющие до.поперечной ориентации пленки Л направляющие дорожки расположены под углом друг к другу и на участке термофиксации Я и охлаждения /С снова параллельны. Перемещение клуппов вдоль машины на рабочей стороне ШИН и возврат их в рабочую зону осуществляются с помош,ью трех цепей: силовых - тихоходной 6 и быстроходной 7 - и компенсирующей 8. Все цепи перемещаются по собственным замкнутым направляющим дорожкам 9, установленным на шинах установки. Рабочие -цепи б и 7 входят в контакт с клуппами и сопрягаются с ними либо с помощью механических элементов сочленения, либо, как показано на схеме, с помощью постоянных магнитов 10. Для увеличения сцепления клуппов с магнитами цепей и предотвращения проскальзывания сопрягающие поверхности могут иметь насечки или выступающие зубья. Цепь 5 не имеет жесткого сопряжения с клуппами. Перемещение клуппов на холостой стороне шин осуществляется бесконтактно за счет воздействия магнитного поля, создаваемого магнитами компенсирующей цепи. Цепи приводятся в двил{ение от индивидуальных электроприводов 11-13 с регулируемой скоростью вращения. Электропривод 11 тихоходных цепей определяет скоростной режим работы установки и работает независимо. Если установка включена в состав единой технологической линии, то он синхронизируется с предшествующей установкой. Электропривод 12 быстроходных цепей связан с электроприводом 11. Он следит за изменениями скорости тихоходных цепей, поддерживая постоянное соотношение скоростей, а следовательно, и коэффициент продольной вытяжки. При увеличении скоростного режима тихоходных цепей автоматически пропорционально увеличивается и скорость быстроходных цепей. В то же время электропривод 12 имеет и собственную подрегулировку, с помошью которой может быть установлено любое соотношение скоростей рабочих цепей, а следовательно, и коэффициента продольной вытяжки. Электропривод 13 компенсирующих цепей связан с электроприводами 11 и 12. При увеличении скорости тихоходных цепей пропорционально увеличивается и скорость компенсирующих цепей. При увеличении коэффициента продольной вытяжки скорость компенсирующих цепей уменьшается пропорционально увеличению скорости быстроходных цепей. Участки Д и направляющих дорожек силовых цепей, расположенных на рабочей стороне шин, также разбиты на секции, связанные между собой шарнирами. Каждая секция имеет привод 14 (магнитный, пневматический, гидравлический, механический и т. д.), обеспечивающий перемещение соответствующей секции направляющей дорожки относительно направляющих дорожек клуппов и вывод из сопряжения магнитной цепи и клуппов на этом божденные клуппы перемещаются движущейся пленкой 15. Установка работает следующим образом. Перед пуском установки шины с направляющими дорожками устанавливаются таким образом, чтобы обеспечить прием исходной заготовки заданной ширины и ее ориентацию в поперечном направленн с заданным коэффициентом вытяжки. После выхода тепловых зон установки на рабочий температурный режим включается система электропривода. При этом рабочие цепи б и 7 перемешаются с одинаковыми скоростями, обеспечивая непрерывное движение клуппов вдоль машины с неизменной скоростью и одинаковым шагом. Исходная плоская заготовка 15 подается на заправочный столик установки, и пленка транспортируется через машину. В этот момент в установке происходит ориентация пленки только в поперечном направлении. При работе установки по этой схеме получается одноосноориентированная пленка с повышенными механическими свойствами в поперечном направлении. После .выхода пленки из машины магнитные цепи на участке для продольной ориентации выводятся из контакта с клуппами, а быстроходная цепь ускоряется. При этом соседние клуппы на участке, где они движутся под действием пленки, постепенно раздвигаются одни относительно других. Поперечная ориентация пленки осуществляется обычным способом за счет расхождения противостоящих клуппов в зоне поперечной ориентации Д. Ориентация пленки в продольном направлении происходит на участке, где клуппы находятся в свободном состоянии, и осуществляется за счет разницы скоростей тихоходной и быстроходной цепей. В зависимости от требований, предъявляемых к ориентированной пленке, зона продольной ориентации может быть организована либо в пределах зоны поперечной ориентации (на участке Д, либо после нее (участок Е, либо на всем участке с регулируемыми направляющими дорожками магнитных цепей (). В первом случае осуществляется одновременная вытяжка пленки в обоих направлениях. При этом может быть получена изотропная пленка при соответственно подобранном соотношении коэффициентов вытяжки, либо анизотропная пленка. Причем механические свойства готовой пленки будут более высокие в том направлении, в котором доминирует коэффициент вытяжки. Во втором случае процесс ориентации осуществляется последовательно, сначала в поперечном направлении, а затем в продольном. Этот режим позволяет получить двухосноориентированную пленку с разной анизотропией механических свойств. Так может быть получена пленка, -которая имеет прочность в продольном направлении в несколько раз выше,
в третьем случае на участке Д осуществляется одновременная вытяжка в обоих направлениях, а на участке Е - только в продольном. Получают двухосноориентированную пленку с повышенными физико-механическими свойствами в продольном направлении.
На предлагаемой установке может быть получена и одноосноориентированная пленка с повышенными механическими свойствами в продольном направлении. Для этого шины с направляюш,ими дорожками устанавливаются параллельно друг другу на расстоянии, соответствующем щирине исходной заготовки. Ориентация пленки производится только в продольном направлении при организации участка со свободными клуппами за счет разницы скоростей тихоходной и быстроходной цепей.
При увеличении скорости быстроходных цепей расстояние между соседними клуппами в зонах ориентации, термофиксации и охлаждения возрастает и определяется величиной коэффициента продольной вытяжки. Чем выше коэффициент вытяжки, тем с большим шатом перемещаются клуппы в указанных зонах. При этом общее количество клуппов, участвующих в данный момент в процессе, уменьщается.
В предлагаемой установке «лишние клуппы накаливаются на обратной «холостой стороне шин на участке расположения компенсирующих цепей 8. Для этого в период запуска установки, когда клуппы на рабочей стороне шин располагаются с минимальным шагом по всем функциональным зонам машины, на участке действия компенсирующей цепи клуппы располагаются на большем расстоянии друг от друга (с большим шагом). Поэтому в начальный период компенсирующие цепи работают с максимальной скоростью, которая в несколько раз превышает скорость рабочих цепей. По мере увеличения скорости быстроходной цепи, а следовательно, и коэффициента продольной вытяжки скорость компенсирующей цепи снижается, расстояние между клуппами на ней уменьшается. Общее количество клуппов на этом участке увеличивается. Таким образом, часть клуппов из рабочей зоны переходит на холостую сторону щин. Участок направляющих дорожек на холостой стороне шин перед тихоходной цепью, который полностью заполнен клуппами, увеличивается. При достижении максимального коэффициента продольной вытяжки количество клуппов в зонах ориентации, термофиксации и охлансдения, участвующих в процессе, минимальное. При этом на участке действия компенсирующих цепей клуппы располагаются с минимальным шагом, поэтому скорость компенсирующих цепей минимальная. Участок, полностью заполненный клуппами, распространяется на
всю зону действия компенсирующей цепи. При уменьшении коэффициента продольной вытяжки часть клуппов, находящихся на холостой стороне шин в зоне действия компенсирующих цепей, переходит в рабочую зону. Скорость компенсирующих цепей при этом увеличивается.
Описанная установка клуппного типа является машиной универсального действия. Она
может производить одноосноорнентированную пленку с повыщенными прочностными свойствами либо в продольном, либо в поперечном направлениях и двухосноориентированную пленку с одинаковыми механическими свойствами в обоих направлениях, или превалирующи.ми в одном из указанных направлений. Установка позволяет вести корректировку соотношения механических свойств пленки в обоих направлениях в процессе работы ориентирующего оборудования па ходу либо изменение.м обоих коэффициентов вытяжки, либо изменением длины и расположения зоны продольной ориентации. Секционированные направляющие дорожки силовых цепей позволяют изменять длину зоны продольной ориентации, что приводит к изменению скорости ориентации полимерного материала. При этом может быть подобрана оптимальная длина зоны ориентации, обеспечивающая получение пленок с максимальной прочностью.
Предмет изобретения
1.Установка для двухосной ориентации полимерных пленок, включающая тепловую камеру, разделенную на зоны обогрева, ориентации, термофпксаци и охлаждения, внутри которой симметрично относительно ее продольной оси расположены две ветви свободных
клуппов, перемещающихся по замкнутым направляющим дорожкам в горизонтальных щинах, снабженных устройствами для регулирования коэффициента поперечпой ориентации, отличающаяся тем, что для бесступенчатого
регулирования коэффициента продольной вытяжки пленки при ее двухосной ориентации, установка снабжена тремя перемещающимися в собственных замкнутых направляющих дорожках цепями с индивидуальными привода.ми
и устройствами для транспортировки свободных клуппов, одна пз которых - тихоходная - расположена в зонах обогрева п ориентации, а две другпе - быстроходная и компенспрующая - параллельно установлепы в зонах
термофиксации п охлаждепия, причем направляющие дорожкп тихоходной п быстроходной цепей на отдельных участках имеют устройства для разъединения цепей и клуппов.
2.Установка но п. 1, отличающаяся тем, что, в качестве устройства для транспортировки
свободных клуппов применены магпиты.
/f
А-А ff.3
У7//Л/ /77
Б-0
Buff В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольной вытяжки плоских полимерных пленок | 1983 |
|
SU1115913A1 |
| Установка для ориентации полимерных пленок | 1984 |
|
SU1178618A1 |
| Установка для двухосной ориентации полимерных пленок | 1991 |
|
SU1812125A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОК ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 2008 |
|
RU2486057C2 |
| Способ получения полиэфирной основы для магнитных дисков | 1979 |
|
SU857167A1 |
| Установка для изготовления двухосноориентированных термоусаживающихся полимерных пленок | 1973 |
|
SU439120A1 |
| Способ изготовления двухосноориентированной пленки из полиэтилентерефталата | 1976 |
|
SU632577A1 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| Установка для производствапОдСлОиРОВАННОй ОРиЕНТиРОВАННОйплЕНКи | 1977 |
|
SU810511A1 |